
Niniejsza instrukcja obsługi ma służyć jako przewodnik podczas obsługi urządzenia 112 Extreme Seam. Aby zapewnić optymalną wydajność spawarki, prosimy dokładnie przestrzegać zaleceń i specyfikacji.
Spis treści
- Rozdział 1: Przeznaczenie
- Rozdział 2: Wyjaśnienie ostrzeżeń
- Rozdział 3: Wymagania elektryczne i dotyczące powietrza
- Rozdział 4: Zasady uszczelniania termicznego
- Rozdział 5: Zrzuty ekranu
- Rozdział 6: Korekty
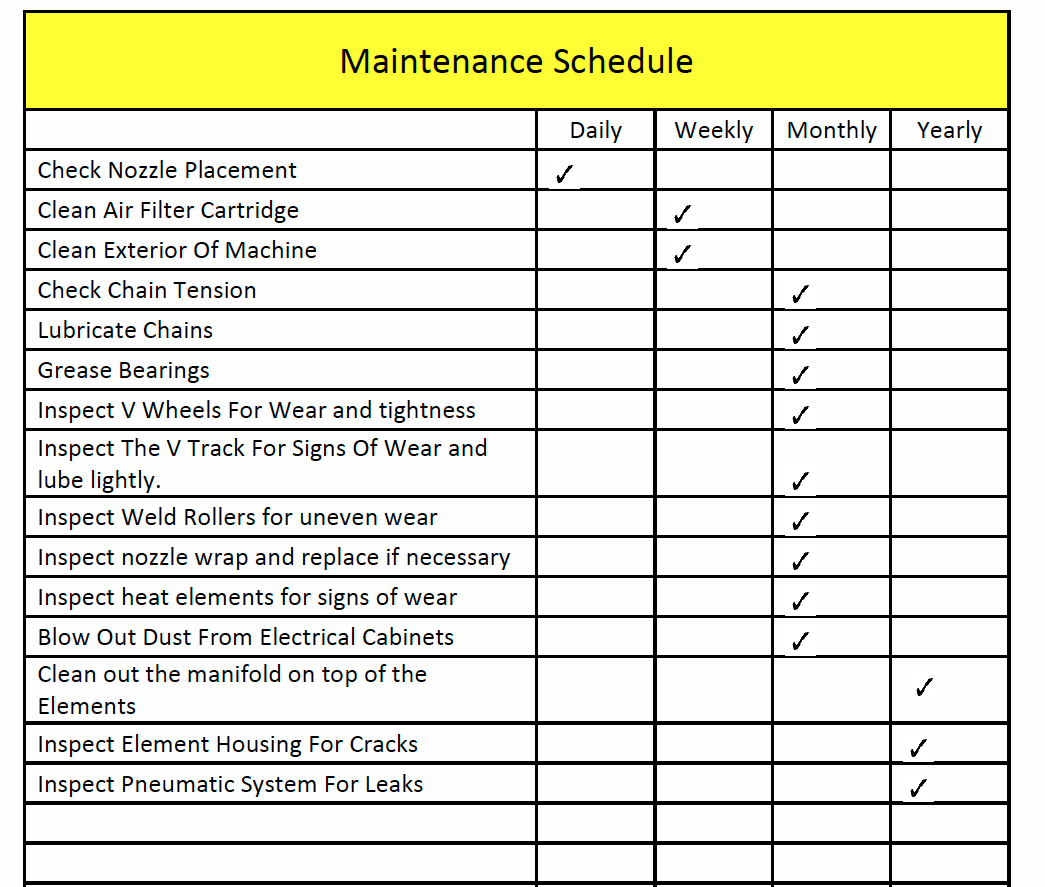
- Rozdział 7: Konserwacja
- Rozdział 8: Wskazówki dotyczące spawania
- Rozdział 9: Dodatkowe dokumenty maszyny
Aby uzyskać więcej informacji technicznych dotyczących tego urządzenia, proszę zadzwonić do naszego Centrum Rozwiązywania Problemów pod numer 1-855-888-WELD lub wysłać wiadomość e-mail na adres service@weldmaster.com.
1.0 Przeznaczenie
Urządzenie 112 jest obrotową zgrzewarką gorącego powietrza przeznaczoną do zgrzewania termicznego tworzyw sztucznych, takich jak:
- Włóknina polipropylenowa
- Tkaniny laminowane winylem (PVC)
- Tkaniny powlekane winylem (PVC)
- Folie winylowe (PVC)
- Tkaniny powlekane poliuretanem (PU)
- Folie poliuretanowe (PU)
- Tkaniny powlekane polipropylenem (PP)
- Polietylen (PE)
- Folia z gumy termoplastycznej (TPR)
- Tkaniny z gumy termoplastycznej (TPR)
- Sztywne produkty wytłaczane
Producent nie wyraża na to zgody:
- Jakie są inne zastosowania tych maszyn?
- Usunięcie jakichkolwiek osłon bezpieczeństwa podczas pracy.
- Nieautoryzowana modyfikacja urządzeń.
- Używanie części zamiennych niezatwierdzonych przez producenta.
 Tylko odpowiednio przeszkolony technik może obsługiwać i/lub wykonywać rutynową konserwację lubnaprawy maszyn.
Tylko odpowiednio przeszkolony technik może obsługiwać i/lub wykonywać rutynową konserwację lubnaprawy maszyn.
UWAGA: Producent nie ponosi odpowiedzialności za jakiekolwiek szkody lub obrażenia powstałe w wyniku niewłaściwego użytkowania tego urządzenia.
2.0 Wyjaśnienie ostrzeżeń
Na stronie Miller Weldmaster 112 znajduje się kilka różnych symboli ostrzegawczych. Symbole te mają na celu ostrzeganie operatora o potencjalnie niebezpiecznych obszarach maszyny. Proszę zapoznać się z ich rozmieszczeniem i znaczeniem.

Uwaga: Gorąco
Symbol "Uwaga: Gorące" jest umieszczony na osłonie w pobliżu gorących powierzchni.

Niebezpieczeństwo: Punkty ucisku
Symbol "Niebezpieczeństwo: Punkty uszczypnięcia" jest umieszczony w pobliżu wszelkich potencjalnych punktów uszczypnięcia. Proszę nie umieszczać żadnych części ciała w pobliżu tych sekcji maszyny podczas jej pracy.

Uwaga: Proszę odłączyć urządzenie
Naklejka "Uwaga: Proszę odłączyć urządzenie" znajduje się w pobliżu otworu obudowy i wszystkich paneli dostępu. Aby zapobiec porażeniu prądem, urządzenie powinno być zawsze odłączone od zasilania przed otwarciem drzwi obudowy.

Ostrzeżenie: Proszę trzymać ręce z daleka
Naklejka "Ostrzeżenie: Proszę trzymać ręce z daleka" znajduje się na zespole grzałki. Aby zapobiec uszczypnięciom lub oparzeniom, należy zawsze zwracać uwagę na położenie rąk.

Ostrzeżenie: Wysoka temperatura powietrza
Naklejka "Ostrzeżenie: Wysoka temperatura powietrza" jest umieszczona na zespole nagrzewnicy.

Uwaga: Elektryczność
Naklejka "Uwaga: Elektryczność" jest umieszczana w pobliżu obszarów, w których znajdują się urządzenia elektryczne.
3.0 Wymagania elektryczne i dotyczące powietrza
Ostrzeżenie! Tylko wykwalifikowany elektryk może podłączyć zasilanie elektryczne.
Zasilanie elektryczne
Ze względu na liczbę dostępnych gniazd w różnych stylach, przewód nie będzie dołączony do zestawu. Zaleca się, aby Państwa elektryk zainstalował przewód i wtyczkę, które są porównywalne z Państwa stylem gniazda zasilania. Mogą Państwo zdecydować się na podłączenie przewodu zasilającego do zasilacza. Zaleca się, aby elektryk użył skrzynki przyłączeniowej z przełącznikiem ON/OFF z zabezpieczeniem przeciwzwarciowym, zgodnie z wymaganiami lokalnych przepisów elektrycznych. Urządzenie Miller Weldmaster 112 Extreme wymaga jednego z następujących zasilaczy. Proszę odnieść się do schematu elektrycznego, aby dowiedzieć się, jakiego zasilacza wymaga urządzenie.
- 80 A - Jednofazowy - 230 V
- 80 amperów - 3 fazy - 230 woltów
- 60 amperów - 3 fazy - 400 woltów
Dostawa powietrza do sklepu
Model Miller Weldmaster 112 Extreme zawiera zawór zasilania powietrzem w warsztacie, który umożliwia szybkie podłączanie i odłączanie zasilania powietrzem w warsztacie. Ze względu na liczbę różnych stylów złączy pneumatycznych, męskie szybkozłącze nie jest dołączone do zestawu. Należy wybrać szybkozłącze męskie z gwintem ¼ cala NPT (National Pipe Thread), aby dopasować je do szybkozłącza żeńskiego. Urządzenie Miller Weldmaster 112 Extreme musi spełniać następujące wymagania dotyczące powietrza warsztatowego:
- Minimum 12 cfm przy 120 psi
- Nie przekraczać 340 litrów/min przy ciśnieniu 8,2 bara
- Wbudowany separator wody i zanieczyszczeń
Uwagi dotyczące bezpieczeństwa
Nie wolno regulować materiału, gdy maszyna jest w ruchu. Ręce, długie włosy, luźne ubrania i przedmioty takie jak krawaty należy trzymać z dala od rolek z punktami zacisku, aby uniknąć zaplątania i uwięzienia, które mogą uwięzić części ciała lub ubrania i spowodować poważne obrażenia. Należy zapewnić wystarczającą ilość miejsca wokół maszyny, aby zapewnić jej bezpieczną i efektywną pracę. Przed przystąpieniem do czyszczenia, oliwienia, regulacji, naprawy lub konserwacji jakiejkolwiek części maszyny, maszyna musi być nieruchoma, a części ruchome zablokowane. Należy zawsze nosić osobiste wyposażenie ochronne. (PPE) odnosi się do odzieży ochronnej, kasków, gogli lub innej odzieży zaprojektowanej w celu ochrony ciała użytkownika przed obrażeniami.
4.0 Zasady uszczelniania termicznego
Gorące powietrze
Ciepło wymagane do operacji spawania jest wytwarzane elektrycznie przez dwa elementy grzejne umieszczone wewnątrz obudowy elementu grzejnego. Temperatura gorącego powietrza wynosi od 100 do 1350 stopni Fahrenheita lub od 25 do 730 stopni Celsjusza.
Prędkość
Prędkość rolek spawalniczych określa czas oddziaływania ciepła na spawany materiał. Im wolniejsze ustawienie prędkości, tym więcej materiału zostanie podgrzane. Im szybsze ustawienie prędkości, tym mniej materiału zostanie podgrzane. Aby uzyskać najlepszą spoinę, do materiału należy przyłożyć minimalną ilość ciepła, jednocześnie uzyskując pełną spoinę. Zbyt duża ilość ciepła spowoduje odkształcenie materiału, natomiast zbyt mała ilość ciepła uniemożliwi spawanie materiału.
Ciśnienie
Nacisk rolki zgrzewającej jest ostatnim krokiem podczas tworzenia zgrzewu. Nacisk rolki zgrzewającej ściska rozgrzany materiał, kończąc proces zgrzewania.
Podsumowanie
Podczas zgrzewania właściwa kombinacja ciepła, prędkości i ciśnienia pozwoli Państwu uzyskać prawidłowo zgrzany szew.
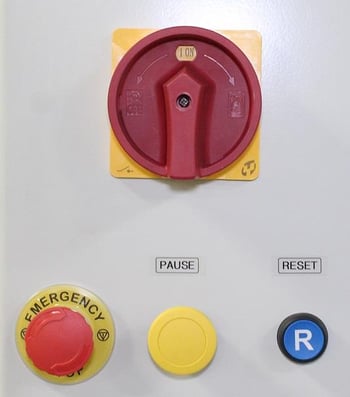
Wyłącznik awaryjny: Naciśnięcie tego przycisku spowoduje wyłączenie urządzenia, a w celu jego ponownego uruchomienia konieczne będzie przekręcenie i wyciągnięcie przycisku.
Pauza: Naciśnięcie tego przycisku zatrzymuje ruch karetki głowicy.
Reset: Naciśnięcie tego przycisku aktywuje urządzenie po uruchomieniu lub po naciśnięciu wyłącznika awaryjnego.

Wyczyść wszystko: Celem tej funkcji jest zapewnienie prostszego sposobu wyłączenia wszystkich odkurzaczy i zacisków do tkanin za pomocą jednego przycisku.
Vacuum Left: Celem tej funkcji jest włączenie lub wyłączenie lewego podciśnienia.
Prawe podciśnienie: Celem tej funkcji jest włączenie lub wyłączenie prawego podciśnienia.
Zacisk lewy: Celem tej funkcji jest otwieranie lub zamykanie lewego zacisku.
Zacisk prawy: Celem tej funkcji jest otwieranie lub zamykanie prawego zacisku.
Weld Roller (Rolka spawalnicza): Celem tej funkcji jest podnoszenie lub opuszczanie rolki spawalniczej.
Prędkość maszyny: Celem funkcji Prędkość maszyny jest kontrolowanie prędkości zespołu karetki podczas procesu spawania. Liczba prędkości maszyny to wartość procentowa określająca, jak szybko będzie pracować karetka głowicy 112 extreme .
Ogrzewanie: Celem tej funkcji jest włączanie i wyłączanie ogrzewania.
Temperatura SP: Celem tego pola jest wyświetlenie nastawy temperatury, a także umożliwienie operatorowi ręcznej zmiany temperatury bez wchodzenia do receptur.
Temperatura PV: Celem tego pola jest pokazanie operatorowi rzeczywistej temperatury odczytywanej na elementach.
Przycisk strzałki: Służy do uzyskiwania dostępu do panelu podręcznego elementów sterujących.
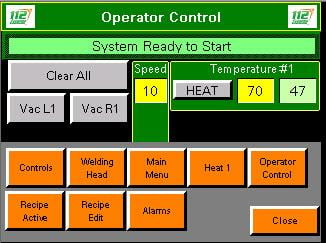
Sterowanie: Naciśnięcie tego przycisku otwiera ekran sterowania.
Głowica spawalnicza: Naciśnięcie tego przycisku otwiera ekran głowicy spawalniczej.
Menu główne: Naciśnięcie tego przycisku otwiera ekran menu głównego.
Heat 1: Naciśnięcie tego przycisku otwiera elementy sterujące dla każdej głowicy spawającej.
Aktywny ekran receptury: Wyświetla wszystkie bieżące parametry wybranej receptury.
Edycja przepisu: Naciśnięcie tego przycisku otwiera ekran edycji przepisu.
Alarm: Wyświetla bieżące aktywne alarmy, jeśli takie istnieją.
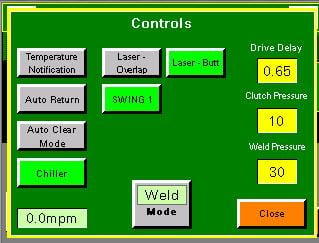
Powiadomienie o temperaturze: Po wybraniu tej opcji strona 112 Extreme powiadomi operatora o konieczności sprawdzenia rozmieszczenia dysz, gdy regulator temperatury zmieni się o +/- 160 F.
Auto Return (Automatyczny powrót): Po wybraniu tej opcji zmieni ona kolor na zielony, a karetka powróci samodzielnie po osiągnięciu pozycji końcowej.
Tryb automatycznego czyszczenia: Po wybraniu tej opcji wskaźnik zaświeci się na zielono, a po zakończeniu pracy, gdy używana jest pozycja końcowa, odkurzacze i chwytacz tkanin wyłączą się.
Chiller: Włącza i wyłącza agregaty chłodnicze rolek spawalniczych.
Laser-Overlap: Po naciśnięciu tego przycisku zmieni on kolor na zielony i włączy laser zakładkowy, a wyłączy laser kolbowy.
Przycisk lasera: Po naciśnięciu tego przycisku zmieni on kolor na zielony i włączy laser kolbowy oraz wyłączy laser zakładkowy.
Weld/Cut (Spawanie/Cięcie): W tym polu, jeśli wyświetlana jest opcja spawania, urządzenie 112 extreme znajduje się w trybie spawania. Dotknięcie tego pola spowoduje przełączenie trybu na cięcie, a urządzenie 112 będzie w trybie cięcia.
Swing: Po wybraniu tej opcji zmieni ona kolor na zielony, a dysza zacznie się obracać. Jeśli opcja Swing nie zostanie wybrana, dysza nie będzie się obracać po naciśnięciu przycisku uruchamiania.
Opóźnienie jazdy: Celem opóźnienia jazdy jest tymczasowe zatrzymanie rolki zgrzewającej i umożliwienie dyszy gorącego powietrza obrócenia się na miejsce. Jeśli opóźnienie napędu jest ustawione na wysokie, spowoduje to spalenie materiału na początku. Jeśli opóźnienie napędu jest ustawione na niską wartość, spowoduje to pozostawienie miejsca niespawanego na początku.
Docisk sprzę gła: Celem docisku sprzęgła jest zmiana siły napędowej na rolce zgrzewającej. Pomaga to wyeliminować marszczenie materiału. Zwiększenie ciśnienia sprzęgła pozwoli na szybsze obracanie się rolki zgrzewającej w stosunku do prędkości karetki głowicy. Zmniejszenie nacisku sprzęgła spowoduje wolniejsze obracanie się rolki zgrzewającej w stosunku do karetki głowicy.
Weld Pressure: Celem Weld Pressure jest zmiana ciśnienia pneumatycznego między rolką spawalniczą a szyną spawalniczą.
Tryb: Umożliwia przełączanie między spawaniem i cięciem.
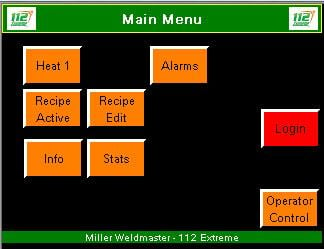
Heat 1: Naciśnięcie tego przycisku otwiera elementy sterujące wybranej głowicy spawającej.
Alarmy: Wyświetla aktualne aktywne alarmy, jeśli takie istnieją.
Aktywny ekran receptury: Wyświetla wszystkie bieżące parametry wybranej receptury.
Edycja przepisu: Naciśnięcie tego przycisku otwiera ekran edycji przepisu.
Informacje: Naciśnięcie tego przycisku spowoduje przejście do ekranu informacyjnego.
Statystyki: Naciśnięcie tego przycisku spowoduje przejście do ekranu statystyk.
Ekran sterowania operatora: Jest to główny ekran używany przez operatora. Jest to ekran, na którym zostanie uruchomione urządzenie.
Logowanie: Przycisk Maintenance Configuration (Konfiguracja konserwacji) przeniesie operatora do ekranu Maintenance Configuration (Konfiguracja konserwacji). Aby przejść do tego ekranu, operator zostanie poproszony o wprowadzenie nazwy użytkownika i hasła. Nazwa użytkownika: TECH Hasło: 1234. Ten ekran przeniesie operatora do ekranu podobnego do ekranu konfiguracji operatora. Różnica polega na tym, że ekran konfiguracji konserwacji umożliwia operatorowi dostrojenie regulatora temperatury, zmianę języka oraz dostosowanie prędkości cięcia i biegu powrotnego.
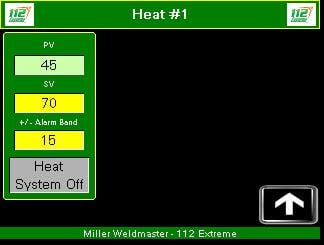
Temperatura SP: Celem tego pola jest wyświetlenie nastawy temperatury, a także umożliwienie operatorowi ręcznej zmiany temperatury bez wchodzenia do receptur.
Temperatura PV: Celem tego pola jest pokazanie operatorowi rzeczywistej temperatury odczytywanej na elementach.
Pasmo alarmowe: Jest to liczba, która może być ustawiona przez operatora poprzez dotknięcie, a jeśli temperatura zmieni się o +/- ustawienie, na ekranie zostanie wyświetlone ostrzeżenie.
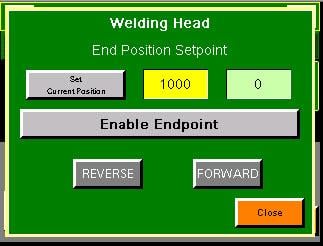
Ustaw bieżącą pozycję: Ustawi punkt, w którym głowica spawalnicza będzie się poruszać.
Punkt nastawy: Jest to odległość, jaką pokona głowica spawająca.
Rzeczywista: Jest to pozycja, w której aktualnie znajduje się głowica.
Enable Endpoint (Włącz punkt końcowy): Włączenie tej opcji spowoduje włączenie punktu końcowego głowicy spawającej.
Wstecz: Przesuwa głowicę spawalniczą do tyłu.
Do przodu: Przesuwa głowicę spawalniczą do przodu.

Recipe #: Numer bieżącej receptury.
Nazwa przepisu: Nazwa bieżącej receptury.
Weld Unit #: Jest to nastawa temperatury, na którą ustawiamy każdą głowicę spawalniczą.
Prędkość %: Kontroluje ogólną prędkość maszyny. Jest to główny regulator prędkości.
Ciśnienie sprzę gła: Celem ciśnienia sprzęgła jest zmiana siły napędowej na wałku spawalniczym.
Weld Pressure: Celem Weld Pressure jest zmiana ciśnienia pneumatycznego między rolką spawalniczą a szyną spawalniczą.
Opóźnienie napędu: Jest to ilość czasu pomiędzy uruchomieniem głowicy spawalniczej, a wychyleniem dysz przed uruchomieniem głowicy spawalniczej.
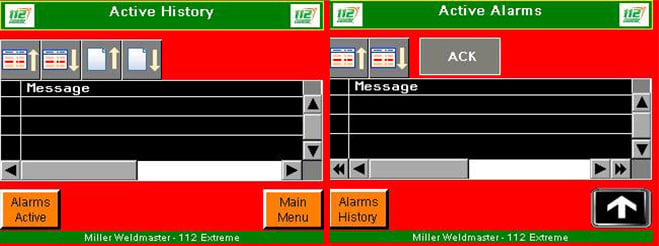
Ekran aktywnych alarmów: Wyświetla bieżące aktywne alarmy, jeśli takie istnieją.
Ack: Ten przycisk służy do potwierdzania aktywnych alarmów.
Historia alarmów: Służy do pobierania wszystkich starych alarmów kiedykolwiek występujących na urządzeniu.
6.0 Korekty
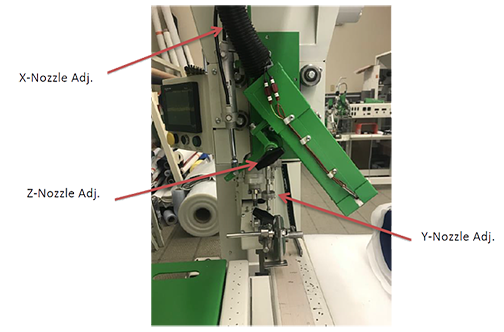
Regulacja dyszy
Umieszczenie dyszy jest kluczowym elementem zgrzewania. Prawidłowo umieszczona dysza będzie wyśrodkowana na rolce zgrzewającej w odległości około ¼ cala i będzie lekko gwizdać podczas procesu zgrzewania. Gdy konieczna jest regulacja, należy ustawić regulator prędkości na niskie ustawienie. Dokonać regulacji i sprawdzić ułożenie dyszy, włączając przełącznik Start. Proszę pamiętać, że położenie dyszy zmienia się podczas spawania w różnych temperaturach . Proszę sprawdzić ułożenie dyszy, gdy temperatura zmieni się o więcej niż 160 stopni C.
1. Regulacja dyszy X - Dysza X
Regulacja umożliwia precyzyjne dostrojenie dyszy gorącego powietrza w lewo i w prawo. Prawidłowa regulacja dyszy X sprawi, że dysza gorącego powietrza będzie wyśrodkowana na wałku spawalniczym.
2. Regulacja dyszy Y - Dysza Y
Regulacja umożliwia precyzyjne dostrojenie dyszy gorącego powietrza w górę i w dół. Prawidłowa regulacja dyszy Y sprawi, że dysza gorącego powietrza będzie skierowana na punkt zaciśnięcia rolki spawalniczej i szyny spawalniczej. Gdy powietrze z dyszy uderza w ten punkt zacisku, powinien być słyszalny gwizd .
3. Regulacja dyszy Z - Regulacja dyszy Z
Regulacja umożliwia precyzyjne dostrojenie dyszy gorącego powietrza. Prawidłowe ustawienie dyszy Z Ad sprawi, że dysza gorącego powietrza będzie znajdować się w odległości około ¼ do ½ cala od punktu zacisku .
4. Regulacja dyszy zakończona
Po zakończeniu, dysza gorącego powietrza powinna być umieszczona na środku rolki zgrzewającej po lewej stronie prawej, 1/4 do 1/2 cala od punktu zaciśnięcia rolki zgrzewającej i szyny.
 Ostrzeżenie! Podczas regulacji laserów proszę nie patrzeć bezpośrednio w źródło lasera. Proszę zachować ostrożność podczas kalibracji laserów.
Ostrzeżenie! Podczas regulacji laserów proszę nie patrzeć bezpośrednio w źródło lasera. Proszę zachować ostrożność podczas kalibracji laserów.
Laserowe osiowanie
Podwójna linia lasera
1.Proszę włączyć zasilanie.
2. Proszę pozostawić przełącznik ogrzewania w pozycji OFF. Załadować próbkę materiału (najlepiej białego) pod zacisk materiału i rozciągnąć do końca maszyny.
3. Proszę włączyć lewy i prawy odkurzacz.
4. Ustawić rolkę zgrzewającą w pozycji DOWN i wyrównać wewnętrzną krawędź rolki zgrzewającej do krawędzi pierwszego rzędu otworów próżniowych na szynie zgrzewania próżniowego.
5. Ustawić regulator prędkości na 20.
6. Używając długopisu, proszę umieścić go na wewnętrznej krawędzi wałka spawalniczego, gdzie powinien znajdować się laser. Powtórzyć dla zewnętrznej linii lasera.
7. Nacisnąć przycisk START i przesunąć rolkę na długość ścieżki zgrzewania.
8. W razie potrzeby dokonać pierwszej regulacji, poluzowując pokrętło mocowania lasera, aby skalibrować laser do wewnątrz i na zewnątrz do narysowanej linii. Po zakończeniu dokręcić pokrętło mocowania lasera.
9. W razie potrzeby dokonać drugiej regulacji, poluzowując pokrętło mocowania lasera i skalibrować laser, obracając jego górną część. Spowoduje to obrócenie linii lasera. Po zakończeniu regulacji proszę dokręcić pokrętło mocowania lasera.
Szew doczołowy
1. Przełączyć przełącznik lasera w tryb spoiny czołowej.
2. Przesunąć wałek spawalniczy tak, aby krawędź przylegała do lasera, upewniając się, że podwójna linia lasera została prawidłowo ustawiona, a tkanina z liniami pisaka pozostaje na miejscu. Zmierzyć do środkowego punktu podwójnego lasera, zaznaczając ten punkt. Przesunąć krawędź rolki zgrzewającej do tego znaku i dokręcić. Proszę postępować zgodnie z krokiem siódmym powyżej. Wyrównać laser.
Regulacja prowadnicy
Spawanie obrzeża: Prowadnica obszycia musi znajdować się 1/16 do 1/8 cala od toru i być ustawiona prostopadle do toru. Zewnętrzna strona prowadnicy musi być dostosowana do zewnętrznej strony rolki zgrzewającej. Po przeprowadzeniu testu, jeśli na obszyciu znajduje się kieszeń, należy odsunąć prowadnicę od operatora.
- Ustawić maszynę na żądane ustawienia, zamontować prowadnicę do obszywania na maszynie.
- Ustawić prowadnicę do obszywania tak, aby krawędź zewnętrzna była wyrównana z krawędzią rolki zgrzewającej.
- Ogólnie rzecz biorąc, ciśnienie sprzęgła należy ustawić na wyższym poziomie podczas spawania obręczy.
- Proszę nie ciągnąć tkaniny na boki podczas podawania jej do prowadnicy do obrzucania. Proszę zwijać tkaninę do prowadnicy. Jeśli będą Państwo ciągnąć tkaninę na boki, stanie się ona ciasna i zwiąże się w prowadnicy .
1. Zainstalować prowadnicę obszycia.
2. Przesunąć krawędź materiału przez prowadnicę, zaciskając materiał na sobie.
3. Proszę upewnić się, że jest prostopadła do krawędzi.
4. Podczas ściskania wsunąć materiał pod wałek spawalniczy.
5. Położyć rolkę spawalniczą, a następnie położyć zacisk.
6. Naciągnąć mocno materiał, upewnić się, że materiał między kołem a prowadnicą jest napięty, aby dysza mogła się swobodnie obracać.
7. Proszę nacisnąć przycisk start i przytrzymać materiał przy prawej stronie prowadnicy.
8. W razie potrzeby zwiększyć nieco docisk sprzęgła, aby utrzymać materiał w prowadnicy.
9. Po zakończeniu pracy proszę nacisnąć przycisk powrotu (jeśli automatyczny powrót nie jest włączony).
10. Podnieść zacisk.
11. Sprawdzić spoinę.
12. Nie jest wymagana próżnia.
Spawanie obszycia z liną: Spawanie obszycia z liną jest takie samo jak spawanie prostego obszycia, z wyjątkiem tego, że dodaje się linę przez oczko liny lub pozostawia puste miejsce na otwartą kieszeń.
1. Zamontować obszycie i prowadnicę liny.
2. Wsunąć linę przez prowadnicę.
3. Przesunąć krawędź materiału przez prowadnicę, zaciskając materiał na sobie.
4. Proszę upewnić się, że jest prostopadła do krawędzi.
5. Ściskając, wsunąć materiał pod rolkę zgrzewającą, trzymając linę po lewej stronie koła.
6. Położyć rolkę spawalniczą, upewnić się, że koło nie znajduje się na linie, a następnie położyć zacisk.
7. Naciągnąć mocno materiał, upewnić się, że materiał między kołem a prowadnicą jest napięty, aby dysza mogła się swobodnie obracać.
8. Proszę nacisnąć przycisk start i przytrzymać materiał przy prawej stronie prowadnicy.
9. W razie potrzeby zwiększyć nieco docisk sprzęgła, aby utrzymać materiał w prowadnicy.
10. Po zakończeniu pracy proszę nacisnąć przycisk powrotu (jeśli automatyczny powrót nie jest włączony).
11. Podnieść zacisk.
12. Sprawdzić spoinę.
13. Nie jest wymagana próżnia.
Spawanie zakładki
- Prowadnica zakładkowa musi znajdować się wystarczająco wysoko, aby dysza mogła się obracać i nie uderzać w dolną część prowadnicy. Prowadnica musi być również prostopadła do toru.
- Prowadnica zakładki służy do kontrolowania dokładnego położenia zgrzewanego górnego panelu z tkaniny. Prowadnica kontroluje ostateczne położenie górnego panelu z tkaniny.
- Prowadnica będzie ustawiona w jednej linii z krawędzią rolki spawalniczej.
1. Umieścić dolną stronę spawanego panelu pod prawym zaciskiem 1/4 - 3/8 cala, wyrównując krawędź z wewnętrzną linią lasera.
2. Proszę włączyć prawą próżnię (przykryć nieużywaną ścieżkę magnesem).
3. Wygładzić panel próżniowo i sprawdzić wyrównanie z linią lasera.
4. Umieścić górną stronę spawanego panelu pod lewym zaciskiem 1/4 - 3/8 cala, wyrównując krawędź z zewnętrzną linią lasera.
5. Opuścić rolkę zgrzewającą.
6. Zainstalować prowadnicę zakładkową.
7. Proszę włączyć lewą próżnię (przykryć nieużywaną ścieżkę magnesem).
8. Wygładź panel próżniowo i sprawdź wyrównanie z linią lasera (1/4 cala nad).
9. Proszę nacisnąć przycisk start i przytrzymać materiał w prowadnicy, uważając, aby go nie rozciągnąć.
10. Po zakończeniu pracy proszę nacisnąć przycisk powrotu (jeśli automatyczny powrót nie jest włączony).
11. Wyłączyć lewy i prawy odkurzacz.
12. Podnieść zaciski.
13. Sprawdzić spoinę.
Spawanie kieszeni na słup
- Prowadnica kieszeni musi znajdować się na tyle wysoko, aby dysza nie uderzała w dolną część prowadnicy . Musi być również prostopadła do toru.
- Prowadnica kieszeni służy do zgrzewania kieszeni na słupki. Prowadnica służy do dokładnego pozycjonowania górnej klapy materiału.
- W przypadku zgrzewania kieszeni o średnicy 3 cali lub większej, zwykle można użyć ustawień zakładki. Jeśli jest mniejsza niż 3 cale, należy zwiększyć prędkość, zmniejszając ilość ciepła, ponieważ ciepło zostanie uwięzione.
- Proszę nie ciągnąć materiału na boki ani do tyłu podczas wkładania go do prowadnicy kieszeni, tylko przytrzymać materiał z niewielkim naciskiem na prowadnicę. Jeśli będą Państwo ciągnąć materiał na boki, stanie się on ciasny i zwiąże się w prowadnicy. Pociągnięcie materiału do tyłu może spowodować jego rozciągnięcie i powstanie zmarszczek.
1. Umieścić zgrzewany panel pod zaciskami 1/4 - 3/8 cala, wyrównując krawędź panelu na rynnie, aby pożądany rozmiar kieszeni.
2. Proszę włączyć prawą próżnię (przykryć nieużywaną ścieżkę magnesem).
3. Pociągnąć mocno panel i sprawdzić wyrównanie krawędzi do żądanego rozmiaru kieszeni.
4. Podnieść lewy zacisk.
5. Złożyć krawędź pod zaciskami i rolką spawalniczą.
6. Wyrównać krawędź z prawym laserem, upewniając się, że panel jest prostopadły pod rolką.
7. Opuścić rolkę zgrzewającą i zacisk.
8. Zainstalować prowadnicę kieszeni.
9. Proszę nacisnąć przycisk start i przytrzymać materiał po prawej stronie prowadnicy.
10. Po zakończeniu pracy proszę nacisnąć przycisk powrotu (jeśli automatyczny powrót nie jest włączony).
11. Wyłączyć prawy odkurzacz.
12. Podnieść zaciski.
13. Usunąć prowadnicę kieszeni.
14. Sprawdzić spoinę.
Taśmy lub taśmy spawalnicze
1. Zamontować regulowaną taśmę lub prowadnicę taśmy do urządzenia.
2. Wyregulować prowadnicę do odpowiedniej szerokości taśmy.
3. Upewnić się, że rolka spawalnicza i dysza nie dotykają prowadnicy. Prowadnicę należy również ustawić równolegle do koła.
Prowadnica taśmy do szwów doczołowych
1. Prowadnica taśmy do zgrzewania doczołowego służy do prawidłowego prowadzenia i umieszczania taśmy podczas zgrzewania doczołowego.
2. Prowadnica taśmy szwu doczołowego jest regulowana dla różnych szerokości taśmy. Proszę upewnić się, że obie regulowane części prowadnicysą wyrównane i mają tę samą szerokość.
Regulacja wałka spawalniczego
1. Rolka spawalnicza znajduje się na ruchomej głowicy spawającej.
2. Rolka zgrzewająca ma za zadanie ściskać podgrzany materiał, tworząc zgrzany szew oraz napędzać lub podawać tkaninę przez system.
3. Rolka zgrzewająca musi być zawsze ustawiona na krawędzi otworów podciśnieniowych najbliżej strony operatora toru zgrzewania.
Wymiana rolek spawalniczych
1. Poluzować śrubę na kołnierzu zaciskowym wałka spawalniczego.
2. Zsunąć rolkę zgrzewającą z wału rolki zgrzewającej.
3. Wsunąć nową rolkę zgrzewającą na wałek rolki zgrzewającej.
- Ustawić rolkę spawalniczą na środku laserów.
- W zależności od rozmiaru rolki spawalniczej lasery mogą wymagać ponownej regulacji. (Patrz regulacja lasera)
4. Wyrównać dyszę gorącego powietrza z nowym wałkiem spawalniczym. (Proszę zobaczyć wyrównanie dyszy)
5. W przypadku zmiany rozmiaru wałka spawalniczego należy zmienić dyszę, aby pasowała do wałka spawalniczego.
Wymiana dysz gorącego powietrza
1. Proszę wyłączyć ogrzewanie i zasilanie.
2. Po prawidłowym ostygnięciu urządzenia poluzować zacisk dyszy.
3. Proszę przytrzymać dyszę szczypcami, ponieważ dysza może być jeszcze zbyt gorąca, aby ją dotknąć.
4. Zdemontować dyszę gorącego powietrza i zespół zacisku dyszy.
5. Umieścić nową dyszę gorącego powietrza w zespole zacisku dyszy i umieścić ją na obudowie podwójnego elementu .
6. Lekko dokręcić zacisk dyszy.
7. Bardzo ważne jest, aby ustawić końcówkę dyszy gorącego powietrza tak, aby była wyśrodkowana i ustawiona prostopadle na rolce spawalniczej oraz aby końcówka dyszy była ustawiona prostopadle do dolnej szyny.
8. Proszę ponownie włączyć zasilanie.
- Ustawić prędkość na zero. PROSZĘ TO ZROBIĆ TYLKO WTEDY, GDY URZĄDZENIE NIE WYPUSZCZA GORĄCEGO POWIETRZA! Następnie proszę nacisnąć przycisk start, aby ustawić dyszę w pozycji zgrzewania, wózek nie będzie się poruszał, aby umożliwić łatwą regulację. Ustawić końcówkę dyszy tak, aby była wyrównana prostopadle do rolki zgrzewającej i dolnej szyny. Zablokować zacisk dyszy za pomocą szczypiec.
- Przy kwadratowej dyszy zwiększyć prędkość do żądanego ustawienia. Proszę ponownie włączyć ogrzewanie i pozwolić urządzeniu nagrzać się do żądanej temperatury.
- Patrz regulacja dyszy.
Regulacja siłownika rolki spawalniczej
- Nacisk na wałek spawalniczy jest wytwarzany przez siłownik pneumatyczny używany do podnoszenia lub opuszczania wałka spawalniczego.
- Nacisk na rolkę zgrzewającą jest regulowany i wyświetlany na panelu sterowania. Ciśnienie należy ustawić na co najmniej 10 funtów. Jeśli ciśnienie nie zostanie ustawione, cylinder nie będzie działał prawidłowo.
- Prędkość wałka spawalniczego w górę i w dół można regulować za pomocą zaworów dozujących z boku cylindra pneumatycznego.
Regulacja siłownika obrotu dyszy
- Dysza gorącego powietrza jest automatycznie ustawiana w pozycji lub z niej wycofywana za pomocą cylindra powietrza wahadłowego dyszy.
- Jeśli dysza gorącego powietrza obraca się zbyt szybko lub zbyt wolno, prędkość obrotu jest kontrolowana przez zawory dozujące przepływ powietrza znajdujące się z boku cylindra powietrznego. Przekręcenie śrub spowolni prędkość ruchu wahadłowego, natomiast wykręcenie śrub zwiększy prędkość.
- Dysza gorącego powietrza powinna być wyśrodkowana względem rolki spawalniczej.
Regulacja noża
- Jeśli maszyna jest wyposażona w laser szwu doczołowego. Proszę wyrównać obcinarkę do tej linii lasera. Jeśli maszyna nie jest wyposażona w tę opcję, proszę wyrównać obcinarkę do wewnętrznego lasera zakładki.
- Najpierw należy ustawić obcinarkę w pozycji wyjściowej. Przecinarka powinna być ustawiona prostopadle w zacisku montażowym, tak aby po odłożeniu przecinarki stopa przylegała do prowadnicy prostopadle. Następnie proszę dokręcić cztery śruby. Proszę jednak nie dokręcać śrub zbyt mocno, ponieważ spowoduje to zablokowanie przepływu powietrza wewnątrz przecinarki, co uniemożliwi jej działanie.
- Po drugie, zacisk noża jest przymocowany do maszyny. Kontroluje on regulację boczną i kąt nachylenia stopy tnącej. Stopa tnąca powinna być lekko nachylona, unosząc tył stopy nieco poza gąsienicę. Zbyt duże nachylenie spowoduje wbijanie się kosiarki w gąsienicę. Obcinarkę należy przesunąć w lewo lub w prawo, aby wyrównać stopę z linią lasera. Dokręcić cztery śruby i wykonać cięcie testowe. Proszę sprawdzić, czy obcinarka tnie na linii lasera. Jeśli nie, proszę przesunąć obcinarkę w lewo lub w prawo, aż obcinarka będzie ciąć zgodnie z linią. Proszę pamiętać, że kąt stopy może zmieniać się za każdym razem, gdy obcinarka jest przesuwana w lewo lub w prawo.
- Jeśli kuter opada zbyt wcześnie lub zbyt późno. Proszę zalogować się na stronie konserwacji i dostosować długość noża.
Regulacja mikroprzełącznika
Na tej stronie znajdą Państwo szczegółowe informacje na temat mikroprzełączników i czujników na stronie Miller Weldmaster 112 Extreme .
- Wyłącznik krańcowy przekroczenia: Celem tego przełącznika jest zatrzymanie karetki głowicy przed przekroczeniem skoku. * Uwaga: Ten przełącznik zainicjuje zatrzymanie awaryjne i odłączy zasilanie oraz powietrze od maszyny.
- Przełącznik spowolnienia powrotu do pozycji wyjściowej: Celem tego przełącznika jest spowolnienie karetki głowicy podczas powrotu do pozycji wyjściowej.
- Wyłącznik bezpieczeństwa przecinarki: Celem tego przełącznika jest upewnienie się, że obcinarka znajduje się w pozycji do góry w celu powrotu do pozycji wyjściowej.
Czujniki położenia
- Czujnik pozycji wyjściowej: Celem tego czujnika jest poinformowanie systemu, że karetka głowicy znajduje się w pozycji wyjściowej i jest gotowa do pracy.
- Czujnik położenia głowicy tnącej: Celem tego czujnika jest informowanie systemu, że karetka głowicy znajduje się w pozycji do cięcia.
- Czujnik ograniczenia ruchu do przodu: Celem tego czujnika jest zatrzymanie ruchu do przodu karetki głowicy .
Ostrzeżenie! Konserwację tego urządzenia może przeprowadzać wyłącznie wykwalifikowany technik. Może to być przedstawiciel Miller Weldmaster lub osoba przeszkolona przez przedstawiciela Miller Weldmaster .
 Ostrzeżenie! To urządzenie musi być odłączone od źródła zasilania przed jakimkolwiek można rozpocząć konserwację.
Ostrzeżenie! To urządzenie musi być odłączone od źródła zasilania przed jakimkolwiek można rozpocząć konserwację.
Konserwacja
- Wkład filtra powietrza: Urządzenie Miller Weldmaster 112 Extreme jest wyposażone w sprężarkę powietrza, która zapewnia przepływ powietrza do elementów grzewczych. Okresowe czyszczenie i wymiana wkładu filtra powietrza są niezbędne do utrzymania wystarczającego przepływu powietrza. Niewystarczający przepływ powietrza lub jakiekolwiek zanieczyszczenia w przepływie powietrza skrócą żywotność elementów grzejnych.
- Wkład filtra powietrza należy czyścić co tydzień: Jeśli warunki otoczenia w Państwa obszarze produkcyjnym nie są czyste, zaleca się czyszczenie wkładu filtra powietrza dwa razy w tygodniu.
Wymiana komponentów
- Elementy grzejne: Elementy grzejne używane w urządzeniu 112EX są przystosowane do 1000 godzin pracy w temperaturze 1000 stopni F (537 stopni C). Chociaż dłuższa żywotność elementu grzejnego jest możliwa przy odpowiedniej konserwacji, 1000 godzin to średnia. Jeśli elementy grzewcze ulegną przedwczesnej awarii, przed ich wymianą należy skontaktować się z przedstawicielem Miller Weldmaster .
- Łańcuchy: Maszyna 112EX posiada kilka łańcuchów, które są używane do napędzania rolek zgrzewających. Chociaż łańcuchy nie wymagają częstej konserwacji, należy je sprawdzać raz w miesiącu, aby upewnić się, że nie są nadmiernie skorodowane, zardzewiałe lub zabrudzone. Należy również sprawdzić, czy nie są poluzowane lub luźne. W razie potrzeby łańcuchy należy smarować raz w miesiącu olejem przekładniowym 80w - 90w.
Regulacja górnego wałka spawalniczego i łańcucha napędowego sprzęgła
- Jednostka górna: Podczas napinania łańcucha górnej jednostki należy sprawdzić, czy rolka zgrzewająca nie wykazuje luzu. Rolka zgrzewająca powinna poruszać się w przód i w tył tylko o 1/8 cala. Poluzować nakrętkę na śrubie napinającej. Po poluzowaniu nakrętki proszę obracać śrubę zgodnie z ruchem wskazówek zegara, aż rolka spawalnicza nie będzie się poruszać. Cofnąć śrubę napinającą w kierunku przeciwnym do ruchu wskazówek zegara, aż rolka spawalnicza osiągnie luz 1/8 cala.
- Długi łańcuch: Regulacja długiego łańcucha znajduje się bezpośrednio za górną jednostką, gdzie górna jednostka jest przymocowana do słupka głowicy. Wyregulować łańcuch, regulując śruby ustalające bloków łożyskowych, które przytrzymują górną jednostkę . Regulacja w dół na śrubach ustalających spowoduje naprężenie łańcucha. Regulując śrubę ustalającą w górę, łańcuch zostanie poluzowany.
- Główny łańcuch sprzęgła: Główny łańcuch sprzęgła powinien być nieco luźny. Proszę zdjąć pokrywę z boku głowicy . Wyregulować łańcuch poprzez poluzowanie wsporników koła zębatego. Dostępne będą 2 koła zębate. Łańcuch powinien odciągnąć się od koła zębatego jałowego o około 3/16 cala, ale nie na tyle, aby zsunąć się z zębów . Jeśli łańcuch jest zbyt napięty, sprzęgło nie będzie działać prawidłowo.
Wymiana termopary
Moduline wykorzystuje termoparę do odczytu temperatury powietrza tuż przed dotarciem do dyszy. Typowa żywotność termopary jest różna. Termopara powinna zostać wymieniona, jeśli urządzenie nie utrzymuje stałej temperatury +/- 2 stopnie F (+/- 1 stopień C) lub elementy grzewcze wypalą się przedwcześnie.
Ostrzeżenie! Konserwację tego urządzenia może przeprowadzać wyłącznie wykwalifikowany technik. Może to być przedstawiciel Miller Weldmaster lub osoba przeszkolona przez przedstawiciela Miller Weldmaster .
Ostrzeżenie! To urządzenie musi być odłączone od źródła zasilania przed jakimkolwiek można rozpocząć konserwację.

1. Proszę wyłączyć wyłącznik automatyczny.

2. Odłączyć przewód zasilający od zasilacza. Jeśli przewód zasilający jest podłączony do zasilacza, proszę wyłączyć zasilanie w skrzynce przyłączeniowej.

3. Odłączyć 2 przewody termopary.

4. Zdjąć dyszę gorącego powietrza, poluzowując zacisk.

5. Usunąć mocowania przewodów termopary.

6. Zdjąć dolną pokrywę i część izolacji z włókna szklanego z obudowy elementu.

7. Za pomocą klucza 7/16 ostrożnie poluzować i zdjąć nakrętkę termopary.

8. Zamontować nową termoparę ze wszystkimi elementami dystansowymi w pokazanej kolejności. Upewnić się, że termopara jest włożona do końca.
9. Dokręcić nakrętkę termopary.
10. Ponownie zamontować izolację z włókna szklanego i dolną pokrywę za pomocą śrub.
11. Zamontować oba uchwyty przewodów termopary.

12. Zamontować dyszę i zacisk. Proszę upewnić się, że zacisk jest zamontowany rowkowaną stroną do góry.

13. Proszę podłączyć przewody termopary. Jeśli odczyt temperatury zacznie się cofać, proszę odwrócić przewody.
Wymiana elementów grzejnych
Elementy grzejne używane przez urządzenie Miller Weldmaster są przystosowane do 1000 godzin pracy w temperaturze 1000 stopni F (537 stopni C). Chociaż przy odpowiedniej konserwacji możliwa jest dłuższa żywotność elementu grzejnego, 1000 godzin to średnia. Jeśli elementy grzewcze ulegną przedwczesnej awarii, przed ich wymianą należy skontaktować się z przedstawicielem Miller Weldmaster . Zaleca się wymianę obu elementów, nawet jeśli przepali się tylko jeden.
1. Proszę wyłączyć wyłącznik automatyczny.
2. Odłączyć przewód zasilający od zasilacza. Jeśli przewód zasilający jest podłączony do zasilacza, proszę wyłączyć zasilanie w skrzynce przyłączeniowej.
3. Odłączyć 2 przewody termopary.
4. Usunąć mocowania przewodów termopary.

5. Zdjąć górną pokrywę obudowy elementu i wysunąć ją.

6. Usunąć 2 kawałki izolacji między przewodami a aluminiowym rozdzielaczem powietrza.

7. Usunąć 4 przewody z elementów grzejnych.

8. Poluzować 4 śruby mocujące aluminiowy rozdzielacz powietrza.

9. Zdjąć aluminiowy rozdzielacz powietrza.

10. Ostrożnie wyjąć elementy grzejne z obudowy elementu.
UWAGA: Sprawdzić każdy element pod kątem odłamków szkła lub drutu. Wszelkie brakujące fragmenty będą znajdować się w obudowie podwójnego elementu lub dyszy. Fragmenty te należy usunąć przed zainstalowaniem nowych elementów.
11. Ostrożnie zainstalować 2 nowe elementy grzejne w obudowie podwójnego elementu.
12. Zamontować aluminiowy rozdzielacz powietrza.

13. Podłączyć cztery przewody do elementów. Proszę upewnić się, że przewody #1 i #3 są podłączone do jednego elementu, a przewody #2 i #4 do drugiego elementu.
14. Włożyć 2 kawałki izolacji pomiędzy przewody i aluminiowy rozdzielacz powietrza.
15. Wsunąć górną pokrywę z powrotem na obudowę elementu grzejnego. Proszę upewnić się, że połączenia termopary przechodzą przez górny otwór.
16. Zamontować 3 blachowkręty do górnej części obudowy elementu grzejnego.
17. Podłączyć przewody termopary. Jeśli regulator temperatury zacznie odczytywać wstecz, proszę odwrócić przewody.
8.0 Wskazówki dotyczące spawania
UWAGA: Urządzenie musi mieć ciśnienie powietrza co najmniej 90 psi, aby można było zresetować zasilanie.
Utrata temperatury spawania
- Elementy grzejne mogą być przepalone, proszę sprawdzić liczbę godzin na elementach grzejnych. Żywotność elementów grzejnych wynosi 1000 godzin w temperaturze 73ºC.
- Termopara może być przepalona lub mieć poluzowane przewody.
- Sprawdzić połączenia przewodów do każdego elementu grzejnego.
- Słabe połączenie elektryczne na linii zasilającej urządzenie.
Siłowniki pneumatyczne nie działają
- Proszę sprawdzić ciśnienie powietrza! Powinno ono wynosić 90 PSI.
- Zawór licznika na cylindrze wymaga regulacji.
- Sprawdzić zawór elektromagnetyczny pod kątem ciśnienia powietrza i napięcia.
- Jeśli ma Pan ciśnienie powietrza i napięcie, cewka jest uszkodzona.
Cutter
- Cutter nie tnie na linii lasera.
- Kuter wymaga regulacji.
- Lasery wymagają regulacji.
- Kuter nie włącza się.
- Brak ciśnienia powietrza w przecinarce.
- Kuter nie opada na tor lub opada zbyt szybko.
- Zawór dozujący na suwaku tnącym wymaga regulacji.
- Przecinak uderzający w zacisk.
- Czujnik pozycji wyjściowej kutra wymaga regulacji. (Proszę zobaczyć mikroprzełączniki, regulacja czujnika)
- Z przecinarki wycieka olej.
- Olejarka noża wymaga regulacji.
Dysza gorącego powietrza
- Dysza uderza w zacisk.
- Karetka głowicy cofnęła się za daleko. (Proszę zobaczyć mikroprzełączniki, czujniki)
- Dysza uderza w szynę, rolkę spawalniczą lub prowadnicę.
- Dysza wymaga regulacji (patrz regulacja dyszy).
- Prowadnica wymaga regulacji.
- Dysza porusza się, gdy jest aktywowana do spawania.
- Poluzowany zacisk dyszy (patrz regulacja dyszy).
Szew jest spawany tylko z jednej strony
- Należy wyregulować końcówkę dyszy gorącego powietrza.
- Dysza wymaga regulacji na boki.
- Dysza może być zaciśnięta z jednej strony. Proszę otworzyć ściśniętą stronę, aby zapewnić równomierny przepływ.
- Regulacja prędkości jest ustawiona zbyt wysoko, nie dając wystarczająco dużo czasu na prawidłowe nałożenie gorącego powietrza na szew.
- Na powierzchni zgrzewanej tkaniny znajduje się zanieczyszczenie.
Szew zakładkowy
- Szew zakładkowy jest pomarszczony po obu stronach spoiny.
- Temperatura jest zbyt wysoka. Proszę zmniejszyć temperaturę lub przyspieszyć urządzenie.
- Jeden panel jest marszczony i może być krótszy lub dłuższy.
- Ciśnienie sprzęgła musi zostać zmniejszone, jeśli jest zbyt niskie.
- Ciśnienie sprzęgła musi zostać zwiększone w przypadku długich podjazdów.
- Spoina zakładkowa ma klapkę po jednej stronie spoiny.
- Prowadnica wymaga regulacji na boki.
- Dolny panel nie jest prawidłowo wyrównany.
- Spoina zakładkowa jest mniejsza niż rozmiar spoiny.
- Prowadnica wymaga regulacji. Proszę odsunąć prowadnicę od operatora.
Kieszeń na tyczkę
- Szew kieszeni jest nadmiernie marszczony.
- Temperatura jest zbyt wysoka. Proszę zmniejszyć temperaturę lub przyspieszyć urządzenie.
- Kieszeń ma zmarszczki i skręcenia.
- Materiał nie rozpoczął się kwadratowo.
- Należy wyregulować docisk sprzęgła. Jeśli górna część jest krótka, proszę zmniejszyć docisk sprzęgła. Jeśli wychodzi długi, proszę zwiększyć docisk sprzęgła.
- Operator zbyt mocno naciska na materiał. Proszę utrzymywać materiał prosto podczas spawania przy niewielkim nacisku operatora na prowadnicę. Proszę pozwolić maszynie i prowadnicy wykonać większość pracy.
- Kieszeń posiada klapkę po jednej stronie zgrzewu.
- Prowadnica wymaga regulacji. Proszę przesunąć prowadnicę w kierunku operatora.
- Spoina kieszeniowa jest mniejsza niż rozmiar spoiny....
- Prowadnica wymaga regulacji. Proszę odsunąć prowadnicę od operatora.
Hem
- Obszycie jest nadmiernie pomarszczone lub przypalone z jednej strony.
- Temperatura jest zbyt wysoka. Proszę zmniejszyć temperaturę lub przyspieszyć urządzenie.
- Nie pozostanie w przewodniku.
- Prowadnica nie jest prostopadła, wyregulować prowadnicę.
- Proszę dodać docisk sprzęgła.
- Dysza uderza w materiał.
- Dysza za wysoko. Proszę obniżyć dyszę.
- Materiał nie jest szczelny między rolką zgrzewającą a prowadnicą, ponieważ materiał nie jest prostopadły na początku.
- Spoina czołowa ma klapkę po jednej stronie spoiny.
- Prowadnica wymaga regulacji. Proszę przesunąć prowadnicę w kierunku operatora.
- Spoina czołowa ma ścieg lub kieszeń po jednej stronie spoiny.
- Prowadnica wymaga regulacji. Proszę odsunąć prowadnicę od operatora.
Hem and Rope
- Zbyt luźny materiał wokół liny.
- Wyregulować prowadnicę z dala od operatora.
- Lina zbyt mała dla prowadnicy.
- Materiał zbyt ciasny wokół liny.
- Wyregulować prowadnicę w kierunku operatora.
- Lina zbyt duża dla prowadnicy.
- Obszycie i lina są nadmiernie pomarszczone lub wypalone z jednej strony.
- Temperatura jest zbyt wysoka. Proszę zmniejszyć temperaturę lub przyspieszyć urządzenie.
- Obszycie i lina nie pozostaną w prowadnicy.
- Prowadnica nie jest prostopadła, proszę wyregulować prowadnicę.
- Proszę dodać docisk sprzęgła.
- Dysza uderza w materiał.
- Dysza za wysoko, obniżyć dyszę.
- Materiał nie jest szczelny między rolką zgrzewającą a prowadnicą, ponieważ materiał nie jest prostopadły na początku.
- Rolka spawalnicza przesuwa się po linie.
- Linę należy rozpocząć od zewnętrznej strony rolki spawalniczej.
Szew doczołowy
- Taśma nie jest wyśrodkowana w spoinie.
- Prowadnica źle ustawiona.
- Środek kolby nie jest wyrównany z laserem.
- Linia lasera nie jest wyśrodkowana z rolką spawalniczą.
- Marszczenie taśmy.
- Zbyt duże ciśnienie sprzęgła.
- Za gorąco.
Frezowanie boczne ciężarówki
- Linia wskaźnika nie pokrywa się z materiałem.
- Prowadnica źle ustawiona.
- Dysza uderza w koraliki.
- Dysza za wysoko.
- Zmarszczki na początku.
- Materiał nie jest zaciśnięty.
9.0 Dodatkowe dokumenty maszyny







