Niniejsza instrukcja obsługi ma służyć jako przewodnik podczas obsługi urządzenia Boxmat PRO. Aby zapewnić optymalną wydajność spawarki, proszę dokładnie przestrzegać zaleceń i specyfikacji.
Spis treści
- Rozdział 1: Wprowadzenie
- Rozdział 2: Przepisy bezpieczeństwa i higieny pracy
- Rozdział 3: Dane techniczne
- Rozdział 4: Specyfikacje techniczne
- Rozdział 5: Instalacja
- Rozdział 6: Obsługa maszyny
- Rozdział 7: Opis ekranu panelu HMI
- Rozdział 8: Konserwacja
- Rozdział 9: Zasady bezpieczeństwa i higieny pracy
- Rozdział 10: Dokumentacja elektryczna
- Rozdział 11: Dokumentacja pneumatyczna
- Rozdział 12: Wykorzystanie i maszyna Łamanie
- Rozdział 13: Obudowy
Aby uzyskać więcej informacji technicznych dotyczących tego urządzenia, proszę zadzwonić do naszego Centrum Rozwiązywania Problemów pod numer 1-855-888-WELD lub wysłać wiadomość e-mail na adres service@weldmaster.com.
1.0 Wprowadzenie
Boxmat PRO to najnowocześniejsza i najbardziej wszechstronna maszyna na rynku, która rewolucjonizuje produkcję opakowań z tektury falistej. Dzięki automatycznej i beznarzędziowej zmianie ustawień na panelu dotykowym HMI, które można zmienić w ciągu kilku sekund, można zaprogramować dowolny rozmiar produktu w standardowych typach FEFCO. PRO jest idealna do produkcji krótkich serii, jak również do dużej, masowej produkcji. Cięcie szczelin, usuwanie nadmiaru materiału, nacinanie, usuwanie języków kleju, a także przycinanie formatu do rozmiaru odbywa się w jednym cyklu bez potrzeby dodatkowego mocowania.
Za jednym razem można wyprodukować pudełka z 3/5 warstw tektury falistej. W jednym cyklu można wykonać więcej niż jedno pudełko z odpowiednio dużego formatu.
Pozycje narzędzi wzdłużnych są ustawiane za pomocą serwonapędów w zależności od wymaganego rozmiaru i grubości kartonu. Formaty są pozycjonowane centralnie dla automatycznie pozycjonowanych zderzaków. Zestaw antypoślizgowych rolek i wałów wejściowo-wyjściowych zapewnia precyzyjne i stabilne prowadzenie kartonu przez cały cykl.
Zastosowany innowacyjny system, wykorzystujący noże krążkowe, pozwala na odcięcie nadmiaru lub odpadu kartonu od pozostałej części arkusza. Rozwiązanie to ułatwia bi-directional korektę rozmiaru arkuszy i umożliwia jednoczesne cięcie arkuszy w różnych rozmiarach, bez konieczności cięcia na osobnym urządzeniu peryferyjnym.
CECHY:
- Nacinanie, bi-directional nacinanie i odcinanie odpadów w jednym cyklu
- Jeden zintegrowany moduł do cięcia, nacinania i odcinania , eliminuje błędy produkcyjne w wielomodułowych maszynach
- Szybka zmiana ustawień maszyny , na panelu dotykowym , dzięki serwonapędom
- Możliwość wzdłużnego nacinania które jest funkcją nacinania , poprzecznego nacinania oraz cięcia arkuszy na mniejsze kawałki - narzędzie szczelinowe
- 4 noże + 4 wzdłużne punktowe kółka regulowane na panel - a standard opcja
- Zintegrowany system wykrawania do wycinania otworów
- Ekologiczna moc i napęd system jako dobrze jako niska moc zużycie
- Wybór stylów , rozmiarów, funkcji i głębokości wyników , za pomocą ekranu dotykowego
- Karton podajnik z a niezawodny podbieracz system
- Wibroizolacyjne nogi zapobiegające przenoszeniu drgań
- Bezpieczne i szybkie zdalne urządzenie kalibracja i aktualizacja, dzięki do zdalnego połączenia internetowego
- Łatwa wymiana kółek do cięcia i ostrzy do cięcia
![]() UWAGA: Dowolny zamiar z używając to maszyna dla jakikolwiek cel inny niż jako opisany w to podręcznik musi zawsze być proszę omówić z producentem.
UWAGA: Dowolny zamiar z używając to maszyna dla jakikolwiek cel inny niż jako opisany w to podręcznik musi zawsze być proszę omówić z producentem.
![]() UWAGA: Dla w bezpieczeństwo z wszystko operatorzy i inny personel, jest ważny że to podręcznik jest czytać i rozumiany przez cały personel; wszystko instrukcje powinien być a następnie.
UWAGA: Dla w bezpieczeństwo z wszystko operatorzy i inny personel, jest ważny że to podręcznik jest czytać i rozumiany przez cały personel; wszystko instrukcje powinien być a następnie.
![]() UWAGA: To jest wysoko zalecane że każdy operator, po przeszkoleniu do używać to maszyna, powinien dołączać ich nazwa i podpis do forma w niniejszej instrukcji.
UWAGA: To jest wysoko zalecane że każdy operator, po przeszkoleniu do używać to maszyna, powinien dołączać ich nazwa i podpis do forma w niniejszej instrukcji.
![]() UWAGA: To maszyna był zaprojektowany dla używać przez sprawny fizycznie operatorów. Proszę kontakt w producent dla pomoc i rada jeśli potrzebuje być dostosowane lub zmodyfikowane dla innych.
UWAGA: To maszyna był zaprojektowany dla używać przez sprawny fizycznie operatorów. Proszę kontakt w producent dla pomoc i rada jeśli potrzebuje być dostosowane lub zmodyfikowane dla innych.
2.0 Przepisy BHP, znaki i etykiety
Zdrowie i bezpieczeństwo operatorów i innych osób znajdujących się w pobliżu tej maszyny jest sprawą najwyższej wagi.
W celu bezpiecznego korzystania z tej maszyny bardzo ważne jest, aby niniejsza instrukcja została dokładnie przeczytana przez cały personel, który zamierza pracować z maszyną lub w jej pobliżu. Należy przestrzegać wszystkich instrukcji bezpieczeństwa, w tym etykiet ostrzegawczych w instrukcji, a także tych wyświetlanych na maszynie.
Nabywca musi bezwzględnie opracować własne INSTRUKCJE DOTYCZĄCE STANOWISKA PRACY dla operatorów maszyn, korzystając z instrukcji zawartych w niniejszym podręczniku serwisowym oraz wiedzy wynikającej z własnego doświadczenia producenta w zakresie technologii produktu.
Ostateczna, prawna i finansowa odpowiedzialność za wszystkie potencjalne zdarzenia, które mogą wystąpić z powodu nieznajomości niniejszej instrukcji serwisowej lub przepisów BHP, spoczywa na nabywcy. Niezbędne jest zatem przeczytanie i przestrzeganie instrukcji bezpieczeństwa.
Znaki ostrzegawcze
![]() UWAGA: Każdy operator MUSI przeczytać tekst tekst tego tego instrukcja obsługi instrukcja obsługi przed podjęciem jakichkolwiek pracy z maszyną maszyną.
UWAGA: Każdy operator MUSI przeczytać tekst tekst tego tego instrukcja obsługi instrukcja obsługi przed podjęciem jakichkolwiek pracy z maszyną maszyną.
![]() UWAGA: The nabywca jest zdecydowanie zalecane do losowanie w górę ich własny STACJA ROBOCZA INSTRUKCJE dla operatorów maszyn, na w podstawa z w tekst włączone w to instrukcja serwisowa i w wiedza pochodny z ich własna technologia produkcji.
UWAGA: The nabywca jest zdecydowanie zalecane do losowanie w górę ich własny STACJA ROBOCZA INSTRUKCJE dla operatorów maszyn, na w podstawa z w tekst włączone w to instrukcja serwisowa i w wiedza pochodny z ich własna technologia produkcji.
 UWAGA: UNDER NIE OKOLICZNOŚCI powinien w maszyna być obsługiwany przez bez zastrzeżeń personel. Operatorzy maszyn musi być znany z Zawodowy Zdrowie i Bezpieczeństwo regulamin z specjalny skupienie na w ryzyko nieodłączny element to maszyna. Jak a konsekwencja z w wyżej wymieniona dokumentacja, zatwierdzający zakończenie z szkolenie i podpisany przez w przeszkolony operator, powinien być wydany.
UWAGA: UNDER NIE OKOLICZNOŚCI powinien w maszyna być obsługiwany przez bez zastrzeżeń personel. Operatorzy maszyn musi być znany z Zawodowy Zdrowie i Bezpieczeństwo regulamin z specjalny skupienie na w ryzyko nieodłączny element to maszyna. Jak a konsekwencja z w wyżej wymieniona dokumentacja, zatwierdzający zakończenie z szkolenie i podpisany przez w przeszkolony operator, powinien być wydany.
![]() UWAGA: The maszyna był nie zaprojektowany do być obsługiwany przez niepełnosprawnych operatorów. Jeśli w potrzeba powstaje - i po uprzednia konsultacja z w Producent- w maszyna może być odpowiednio dostosowane dla osób niepełnosprawnych operatorów.
UWAGA: The maszyna był nie zaprojektowany do być obsługiwany przez niepełnosprawnych operatorów. Jeśli w potrzeba powstaje - i po uprzednia konsultacja z w Producent- w maszyna może być odpowiednio dostosowane dla osób niepełnosprawnych operatorów.
![]() UWAGA: Według do w producenta zalecenia, the maszyna powinien być zainstalowany w an przemysłowy środowisko tylko.
UWAGA: Według do w producenta zalecenia, the maszyna powinien być zainstalowany w an przemysłowy środowisko tylko.
![]() UWAGA: Nieostrożny obsługa z w maszyna, podczas transport i/lub relokacja, może prowadzić do poważnych uraz lub wypadków.
UWAGA: Nieostrożny obsługa z w maszyna, podczas transport i/lub relokacja, może prowadzić do poważnych uraz lub wypadków.
![]() UWAGA: Czasopismo, odpowiedni zapobiegawczy inspekcja z ogień ochrona system powinien być przeprowadzony na zewnątrz, w i około maszyna. The nabywca jest w pełni odpowiedzialny dla aranżacja prowadzić takich inspekcji.
UWAGA: Czasopismo, odpowiedni zapobiegawczy inspekcja z ogień ochrona system powinien być przeprowadzony na zewnątrz, w i około maszyna. The nabywca jest w pełni odpowiedzialny dla aranżacja prowadzić takich inspekcji.
![]() UWAGA: A życie zagrożenie, wysokiej mocy sieć napięcie o wartości 3 x 480V; 50...60 Hz jest dostarczany do urządzenie maszyny. Jako a wynik, wszystkie serwisowanie powinien być podejmowane przez przez odpowiednio wykwalifikowany wyłącznie przez odpowiednio wykwalifikowany personel, zgodnie z wymagany przez prawo.
UWAGA: A życie zagrożenie, wysokiej mocy sieć napięcie o wartości 3 x 480V; 50...60 Hz jest dostarczany do urządzenie maszyny. Jako a wynik, wszystkie serwisowanie powinien być podejmowane przez przez odpowiednio wykwalifikowany wyłącznie przez odpowiednio wykwalifikowany personel, zgodnie z wymagany przez prawo.
 UWAGA: Praca przeprowadzony na zewnątrz w w karmienie, cięcie lub zginanie strefy w ramach w systemy, powinien być prowadzone przez wykwalifikowany personel tylko, po podejmowanie wszystko środki ostrożności środki. W w wyżej wymienionych stref, wyższy instancje z potencjał ciało uraz są możliwe.
UWAGA: Praca przeprowadzony na zewnątrz w w karmienie, cięcie lub zginanie strefy w ramach w systemy, powinien być prowadzone przez wykwalifikowany personel tylko, po podejmowanie wszystko środki ostrożności środki. W w wyżej wymienionych stref, wyższy instancje z potencjał ciało uraz są możliwe.
 UWAGA: The AWARIA STOP przycisk jest zaprojektowany być wciśnięty o godz. jakikolwiek czas ale zwłaszcza kiedy an awaryjny wyłączenie jest pilnie potrzebne.
UWAGA: The AWARIA STOP przycisk jest zaprojektowany być wciśnięty o godz. jakikolwiek czas ale zwłaszcza kiedy an awaryjny wyłączenie jest pilnie potrzebne.
![]() UWAGA: The obszar otoczenie w maszyna powinien nie być zablokowany przez jakikolwiek przedmioty, jako to może wynik w personel potknięcie, poślizgnięcia i upadku, które mogą prowadzić do poważnych uraz.
UWAGA: The obszar otoczenie w maszyna powinien nie być zablokowany przez jakikolwiek przedmioty, jako to może wynik w personel potknięcie, poślizgnięcia i upadku, które mogą prowadzić do poważnych uraz.
![]() UWAGA: The operator powinien zawsze zapewnić że wszystkie drzwi, pokrywy, tarcze i inne urządzenia ochronne są bezpiecznie na miejscu przed maszyna jest rozpoczęty.
UWAGA: The operator powinien zawsze zapewnić że wszystkie drzwi, pokrywy, tarcze i inne urządzenia ochronne są bezpiecznie na miejscu przed maszyna jest rozpoczęty.
![]() UWAGA operator musi nigdy wspinać się na maszyna podczas pracy.
UWAGA operator musi nigdy wspinać się na maszyna podczas pracy.
![]() UWAGA: Trasa przelotowa z falisty zarząd nie może NIGDY być zablokowany przez personel lub przez jakikolwiek przeszkoda.
UWAGA: Trasa przelotowa z falisty zarząd nie może NIGDY być zablokowany przez personel lub przez jakikolwiek przeszkoda.
Znaki zakazu i znaki obowiązkowe
 UNDER NIE OKOLICZNOŚCI powinien w maszyna być obsługiwany przez niewyszkolony personel. The maszyna operatorzy musi być zaznajomionym z Zawodowy Zdrowie i Bezpieczeństwo regulamin ze specjalnymi skupić się na ryzyko nieodłącznie związane z tym maszyna.
UNDER NIE OKOLICZNOŚCI powinien w maszyna być obsługiwany przez niewyszkolony personel. The maszyna operatorzy musi być zaznajomionym z Zawodowy Zdrowie i Bezpieczeństwo regulamin ze specjalnymi skupić się na ryzyko nieodłącznie związane z tym maszyna.
 UWAGA: UNDER NIE OKOLICZNOŚCI powinien w maszyna być obsługiwany przez bez zastrzeżeń personel. Operatorzy maszyn musi być znany z Zawodowy Zdrowie i Przepisy bezpieczeństwa.
UWAGA: UNDER NIE OKOLICZNOŚCI powinien w maszyna być obsługiwany przez bez zastrzeżeń personel. Operatorzy maszyn musi być znany z Zawodowy Zdrowie i Przepisy bezpieczeństwa.
 UNDER NIE OKOLICZNOŚCI powinien w maszyna być zmontowane, zdemontowany lub transportowany przez niewyszkolony personel, ani przez te nieznany z w przepisy bezpieczeństwa włączone w to usługa instrukcja obsługi, od taki działania może prowadzić do an wypadek lub do straty finansowe.
UNDER NIE OKOLICZNOŚCI powinien w maszyna być zmontowane, zdemontowany lub transportowany przez niewyszkolony personel, ani przez te nieznany z w przepisy bezpieczeństwa włączone w to usługa instrukcja obsługi, od taki działania może prowadzić do an wypadek lub do straty finansowe.
 UNDER NIE OKOLICZNOŚCI powinien serwisowanie lub konserwacja być przeprowadzone, lub zapobiegawczy środki być podjęte, bez pełnego odłączenie od zasilania elektrycznego dostawa.
UNDER NIE OKOLICZNOŚCI powinien serwisowanie lub konserwacja być przeprowadzone, lub zapobiegawczy środki być podjęte, bez pełnego odłączenie od zasilania elektrycznego dostawa.
 UNDER NIE OKOLICZNOŚCI powinien jakikolwiek z w pod- zespoły, taki jako w przewodnik rolki, w cięcie lub punktacja narzędzia, być dotknięte.
UNDER NIE OKOLICZNOŚCI powinien jakikolwiek z w pod- zespoły, taki jako w przewodnik rolki, w cięcie lub punktacja narzędzia, być dotknięte.
UNDER NIE OKOLICZNOŚCI powinien jakikolwiek środki być podjęty który może prowadzić do a redukcja w w maszyna bezpieczeństwo status; to obejmuje takie środki jako blokowanie pan przełączniki, zdejmowanie osłon lub odłączanie czujników, itd.
POD NIE OKOLICZNOŚCI powinien an operator wspinać się na maszynę podczas procedura ładowania lub podczas jego regularnego praca cykl.
 UNDER NIE OKOLICZNOŚCI proszę jakiekolwiek potencjalny pożar, w pobliżu maszyna maszyny, proszę ugasić wodą wodą. Proszę używać tylko licencjonowane, wyrafinowane, środki gaśnicze środki i zagrożenie pożarowe ochrona produkty.
UNDER NIE OKOLICZNOŚCI proszę jakiekolwiek potencjalny pożar, w pobliżu maszyna maszyny, proszę ugasić wodą wodą. Proszę używać tylko licencjonowane, wyrafinowane, środki gaśnicze środki i zagrożenie pożarowe ochrona produkty.
 UNDER W ŻADNYCH OKOLICZNOŚCIACH nie należy zdejmować osłon podczas cyklu roboczego maszyny.
UNDER W ŻADNYCH OKOLICZNOŚCIACH nie należy zdejmować osłon podczas cyklu roboczego maszyny.
 UNDER NIE OKOLICZNOŚCI powinien w maszyna być rozpylony z wodą podczas jego regularny praca cykl lub kiedy jest bezczynność.
UNDER NIE OKOLICZNOŚCI powinien w maszyna być rozpylony z wodą podczas jego regularny praca cykl lub kiedy jest bezczynność.
 UNDER NIE OKOLICZNOŚCI powinien jakikolwiek konserwacja zadania być prowadzone podczas w maszyna jest w działaniu.
UNDER NIE OKOLICZNOŚCI powinien jakikolwiek konserwacja zadania być prowadzone podczas w maszyna jest w działaniu.
 UNDER NIE OKOLICZNOŚCI powinien jakikolwiek olej, rozpuszczalnik lub każdy inny żrący lub toksyczny substancje być wylany na zewnątrz, albo w lub w pobliżu w maszyna.
UNDER NIE OKOLICZNOŚCI powinien jakikolwiek olej, rozpuszczalnik lub każdy inny żrący lub toksyczny substancje być wylany na zewnątrz, albo w lub w pobliżu w maszyna.
 UNDER NIE OKOLICZNOŚCI powinien mobilny telefony być używany w natychmiastowy w pobliżu urządzenia.
UNDER NIE OKOLICZNOŚCI powinien mobilny telefony być używany w natychmiastowy w pobliżu urządzenia.
 UNDER NIE OKOLICZNOŚCI powinien jakikolwiek nagi płomień być używany w natychmiastowy w pobliżu urządzenia.
UNDER NIE OKOLICZNOŚCI powinien jakikolwiek nagi płomień być używany w natychmiastowy w pobliżu urządzenia.
 UNDER NIE OKOLICZNOŚCI powinien papierosy być wędzony w bezpośrednim sąsiedztwo z maszyna.
UNDER NIE OKOLICZNOŚCI powinien papierosy być wędzony w bezpośrednim sąsiedztwo z maszyna.
 UNDER NIE OKOLICZNOŚCI powinien alkohol być pić w bezpośrednim sąsiedztwie z maszyna maszyny, ani nie powinien personel, pod pod wpływem alkoholu, obsługiwać maszynę.
UNDER NIE OKOLICZNOŚCI powinien alkohol być pić w bezpośrednim sąsiedztwie z maszyna maszyny, ani nie powinien personel, pod pod wpływem alkoholu, obsługiwać maszynę.
 UNDER NIE OKOLICZNOŚCI powinien personel jeść w natychmiastowy sąsiedztwo maszyna.
UNDER NIE OKOLICZNOŚCI powinien personel jeść w natychmiastowy sąsiedztwo maszyna.
 IT JEST ZDECYDOWANIE RADZI SIĘ PAŃSTWU że każda osoba, przydzielona do obsługiwać maszyna maszynę, być w pełni przeszkolony. Zakres zakres szkolenia szkolenia powinien obejmować obsługę obsługi maszyny maszyny, jak również jak również jak Praca zdrowie i bezpieczeństwo przepisy, z szczególnym naciskiem na ryzyka ryzyko nieodłączne w maszyną.
IT JEST ZDECYDOWANIE RADZI SIĘ PAŃSTWU że każda osoba, przydzielona do obsługiwać maszyna maszynę, być w pełni przeszkolony. Zakres zakres szkolenia szkolenia powinien obejmować obsługę obsługi maszyny maszyny, jak również jak również jak Praca zdrowie i bezpieczeństwo przepisy, z szczególnym naciskiem na ryzyka ryzyko nieodłączne w maszyną.
 IT JEST WYSOCE ZALECA SIĘ że WSZYSTKIE pokrowce i osłony, zaprojektowane przeznaczone dla maszyny, proszę używać proszę używać.
IT JEST WYSOCE ZALECA SIĘ że WSZYSTKIE pokrowce i osłony, zaprojektowane przeznaczone dla maszyny, proszę używać proszę używać.
 IT IS NIEZBĘDNE że w w wydarzenie z jakikolwiek wypadek z udziałem operatora, lub jakikolwiek maszyna awaria, oba powinien być zgłoszony do kierownictwa niezwłocznie.
IT IS NIEZBĘDNE że w w wydarzenie z jakikolwiek wypadek z udziałem operatora, lub jakikolwiek maszyna awaria, oba powinien być zgłoszony do kierownictwa niezwłocznie.
 IT IS NIEZBĘDNE do zużycie bezpieczne, ściśle przylegające, odzież robocza zmniejszyć w możliwość z bycie złapany lub ciągnięty do maszyna.
IT IS NIEZBĘDNE do zużycie bezpieczne, ściśle przylegające, odzież robocza zmniejszyć w możliwość z bycie złapany lub ciągnięty do maszyna.
 IT IS NIEZBĘDNE do zużycie ochronny rękawice podczas gdy operacyjny maszyna.
IT IS NIEZBĘDNE do zużycie ochronny rękawice podczas gdy operacyjny maszyna.
 JEST niezbędne do zużycie antypoślizgowe obuwie robocze.
JEST niezbędne do zużycie antypoślizgowe obuwie robocze.
 Przesłuchanie ochrona musi być noszony w tym obszar.
Przesłuchanie ochrona musi być noszony w tym obszar.
 IT IS NIEZBĘDNE że długi włosy być związany z powrotem w taki a sposób jako do zmniejszyć w ryzyko z bycie złapany lub ciągnięty do w maszyna; operatorzy musi zużycie albo odpowiedni włosy obejmujący lub nosić ich włosy związany w górę.
IT IS NIEZBĘDNE że długi włosy być związany z powrotem w taki a sposób jako do zmniejszyć w ryzyko z bycie złapany lub ciągnięty do w maszyna; operatorzy musi zużycie albo odpowiedni włosy obejmujący lub nosić ich włosy związany w górę.
 IT IS NIEZBĘDNE do zachować w podłoga około w maszyna czysty i wolne od wszelkich papier, tablica lub inny odpady.
IT IS NIEZBĘDNE do zachować w podłoga około w maszyna czysty i wolne od wszelkich papier, tablica lub inny odpady.
 IT JEST WYMAGANE że wszystkie operatorzy maszyn operatorzy są dobrze wyszkolony personel, zaznajomiony z Zdrowie zawodowe zdrowie i przepisy bezpieczeństwa przepisów; oni powinni również być zaznajomieni z wszystkie niebezpiecznych sytuacje prawdopodobne do wystąpić w operacja działanie zaawansowanych zaawansowanych maszyn o takiej złożoności.
IT JEST WYMAGANE że wszystkie operatorzy maszyn operatorzy są dobrze wyszkolony personel, zaznajomiony z Zdrowie zawodowe zdrowie i przepisy bezpieczeństwa przepisów; oni powinni również być zaznajomieni z wszystkie niebezpiecznych sytuacje prawdopodobne do wystąpić w operacja działanie zaawansowanych zaawansowanych maszyn o takiej złożoności.
IT JEST NIEZBĘDNY do używać w awaryjny zatrzymać się przełącznik za każdym razem, gdy przycisk operatora życie lub zdrowie jest zagrożona.
IT JEST NIEZBĘDNE aby odłączenie urządzenie urządzenie od zasilania zasilanie zasilania za każdym razem serwisowanie, konserwacja lub zapobiegawcze działania są w toku.
 Podczas pakowanie, rozpakowywanie i transport, specjalne środki powinny być być podjęte, w w celu aby zapobiec maszyna maszyna przed przewróceniem się.
Podczas pakowanie, rozpakowywanie i transport, specjalne środki powinny być być podjęte, w w celu aby zapobiec maszyna maszyna przed przewróceniem się.
4.0 Specyfikacje techniczne
- Maszyna Boxmat Pro składa się z głównego korpusu , zawierającego wszystkie elektryczne i mechaniczne komponenty, oraz ruchomego stołu roboczego . Korpus główny jest oparty na metalowej ramie zapewniającej odpowiedni poziom stabilności. Stół roboczy jest zaprojektowany do pomocy operatorom podającym pofałdowany materiał przez maszynę .
- Pofałdowane wykroje są przenoszone przez maszynę przez serię rolek i kół napędzanych przez serwonapędy. W podobny sposób belka szczelinowa jest napędzana przez serwonapędy .
- Za belką do nacinania/przycinania znajduje się innowacyjny system narzędzi obrotowych , które umożliwiają operatorowi odcięcie nadmiaru płyty i wyrzucenie ich bez żadnych cięć lub punktacji umożliwiając im by być ponownie. To również pozwala nadwymiarowe półfabrykaty do być przycięte do rozmiaru jak one przechodzą przez maszyny zamiast konieczności przycinania na innej, oddzielnej maszynie.
- umożliwia również produkcję dwóch pudełek w jednym czasie (z opcją Multi-production), jeśli pudełko rozmiar i arkusz rozmiar są odpowiednie poprzez dołączenie centralnego noża .
- Szczeliny są wykrawane przez system ostrzy przymocowanych do belki punktującej .
- Ostrza szczelinowe są automatycznie przesuwane do prawidłowych pozycji przez asynchroniczne silniki napędzane przez falownik i enkoder, po wymiary są wprowadzane do ekranu dotykowego .
- lewa ręka prowadnica jest pozycjonowana automatycznie i, gdy płyta półfabrykat jest pozycjonowana względem to, prawa ręka prowadnica może być przesunięta w górę do to do pozwolić półfabrykatowi przejść przez maszynę
- Maszyna jest wyposażona w pełny zestaw osłon i osłon w celu ochrony operatorów przed ruchomymi ostrzami i nożami. Aby zapewnić zgodność z wszystkimi europejskimi przepisami bezpieczeństwa, maszyna nie będzie działać , jeśli te nie wszystkie w miejscu i odpowiedni błąd komunikat zostanie wyświetlony na ekranie.
Producent zapewni , że maszyna jest odpowiednio zapakowana do transportu. Typ i wytrzymałość opakowania są dostosowane do odległości i użytych środków transportu , jak również z uwzględnieniem potencjalnego ryzyka związanego z użytymi środkami transportu . Producent sugeruje , aby Odbiorcy stosowali środki Producenta transportu oraz personel serwisowy.
Przechowywanie nieużywanej maszyny nie oznacza żadnych wymagań innych niż odpowiednie środowisko przechowywania . Magazynowanie musi zapewniać wystarczającą ochronę przed czynnikami atmosferycznymi i być suche, o akceptowalnym poziomie wilgotności poniżej 70%. Temperatura przechowywania powinna wynosić od 5 ºC do 40 ºC.
Należy zapewnić odpowiednią antykorozyjną ochronę , zwłaszcza w przypadku metalowych części, które z technicznych powodów, nie zostały pomalowane lub zabezpieczone przed korozją.
Jeśli maszyna jest dostarczona w skrzyni i/lub przykryta folią , która tworzy antykorozyjną atmosferę, maszyna powinna pozostać w tym samym, przez cały okres przechowywania.
Aby chronić przed wilgocią, zaleca się , aby maszyna nie była przechowywana na podłodze magazynu , ale na paletach, w celu utrzymania go podniesionego z podłogi .
To producent pudełek powinien być przechowywany pionowo w a suchym i dobrze wentylowanym pomieszczeniu. Urządzenie maszyna jest wrażliwe na wibracje, wstrząsy, gwałtowne wstrząsy i długotrwałe przechyły. Nawet jeśli to jest upuszczony z stosunkowo nieistotnej wysokość to może prowadzić do jego stałego i nieodwracalnego uszkodzenia.
Powyższe postanowienia mają na celu uświadomienie wszystkim osobom i służbom, które mają kontakt z tym urządzeniem, jego wysokiej wrażliwości na wszelkie bodźce oraz, w tym samym czasie, uświadomienie również, że nie roszczeń, wynikające z takich stały uszkodzenia, jak opisano powyżej jakopisano powyżej, zostanie uznana za ważną reklamację.
W celu uzyskania dalszych porad lub informacji, proszę skontaktować się z technikami serwisowymi producenta.
Transport
 UNDER NIE OKOLICZNOŚCI powinien w maszyna być zmontowane, zdemontowany lub transportowany w jakikolwiek sposób bez zastrzeżeń personel lub te nieznany z bezpieczeństwo i opieka informacje włączone w to instrukcja obsługi. Awaria do przestrzegać z to podstawowy zasada może prowadzić do przypadkowego uszkodzenie lub uraz nie objęty przez gwarancji lub odpowiedzialności producenta.
UNDER NIE OKOLICZNOŚCI powinien w maszyna być zmontowane, zdemontowany lub transportowany w jakikolwiek sposób bez zastrzeżeń personel lub te nieznany z bezpieczeństwo i opieka informacje włączone w to instrukcja obsługi. Awaria do przestrzegać z to podstawowy zasada może prowadzić do przypadkowego uszkodzenie lub uraz nie objęty przez gwarancji lub odpowiedzialności producenta.
- Podmiot odpowiedzialny za transport i instalację maszyny w zakładzie Zamawiającego powinien zostać określony na etapie podpisywania umowy , przy czym najpóźniej , po odbiorze technicznym maszyny w zakładzie Producenta i przed wydaniem Zamawiającemu .
- Ze względu na charakter urządzenia , Producent sugeruje , aby Odbiorcy korzystali z Producenta środków transportu oraz serwisu personelu.
- Maszyna powinna być przemieszczana za pomocą urządzeń podnoszących takich jak dźwigi, wózki widłowe lub wózki paletowe , wszystkie z których powinny mieć wystarczający udźwig do celu bezpiecznego transportu. Osoby obsługujące je powinny posiadać wymagane zezwolenia oraz przeszkolenie, wymagane przez prawo.
- Prawidłowy tryb transportu dla BOXMAT PRO maszyn jest przedstawiony poniżej.

Rys. 2. Miejsce podnoszenia maszyny jest oznaczone piktogramem (Rys. 2 -1)

Rys. 3. Prawidłowy transport maszyny za pomocą wózka widłowego
Zabrania się podnoszenia maszyny BOXMAT PRO w miejscach oznaczonych piktogramami; odnosi się do tego poniższy rysunek.

Rys. 4. Zabrania się podnoszenia maszyny BOXMAT PRO za jej ściany boczne za pomocą wózka widłowego.
![]() UWAGA: Awaria do przestrzegać z w powyżej piktogramy i metody z montaż, może wynik w uszkodzenie do w struktura maszyny i składniki.
UWAGA: Awaria do przestrzegać z w powyżej piktogramy i metody z montaż, może wynik w uszkodzenie do w struktura maszyny i składniki.
![]() UWAGA: Maszyna musi być transportowane pionowo.
UWAGA: Maszyna musi być transportowane pionowo.
jest niezbędne , aby maszyna, i wszystkie części i akcesoria, muszą być bezpiecznie i bezpiecznie zapakowane. Odpowiednie opakowania ochronne , palety i/lub skrzynie powinny być dostarczone w celu zapewnienia , że maszyna i wszystkie peryferyjne części i akcesoria dotrą do instalacji bezpiecznie i nieuszkodzone. Zaleca się, aby pozwolić producentowi podjąć wszystkie te zadania w celu zapewnienia bezpiecznej i wydajnej dostawy i instalacji.
O ile transport procedura jest waga maszyny (c. 2800 kg - 6200 lb.) musi być wzięta pod uwagę .
![]() UWAGA: Nieostrożny obsługa z w maszyna podczas transport i/lub relokacja może prowadzić do poważnych wypadki lub obrażenia.
UWAGA: Nieostrożny obsługa z w maszyna podczas transport i/lub relokacja może prowadzić do poważnych wypadki lub obrażenia.
Instalacja
Instalacja urządzenia w miejscu pracy , jest wykonywana przez personel Zamawiającego , po zapoznaniu się z treścią niniejszej instrukcji obsługi oraz służbami Producenta z-... i zostały zostały uzgodnione na- przez Zamawiającego personel . Prawidłowe ustawienie drukarki jest ważne jako warunek wstępny jej optymalnego funkcjonowania oraz dla komfortu i bezpieczeństwa operatorów.
Przygotowanie lokalizacji dla maszyny , dostępności i parametrów elektrycznych, pneumatycznych i wentylacyjnych połączeń, jak również jak przygotowanie specyficznych wymagań projektowych i akceptacyjnych , potrzebnych do ułatwienia działania maszyny , jest obowiązkiem Zamawiającego .
Producent dostarczy niezbędne wytyczne oraz informacje w celu pomocy Zamawiającemu w tym zakresie.
Po dostarczeniu maszyny do jej wyznaczonej lokalizacji, należy ją rozpakować i wypoziomować. Jej stan techniczny należy następnie sprawdzić i wszelkie uszkodzenia powstałe w transporcie, należy naprawić .
![]() UWAGA: The podłoga na który w maszyna jest do być umieszczony musi mieć wystarczający strukturalny siła do wsparcie w waga z maszyna i jakikolwiek wibracja wygenerowany przez w normalny proces produkcji pudełka. To powinien również być odnotowany że w większość wagi maszyna jest skoncentrowany o godz. w stopy.
UWAGA: The podłoga na który w maszyna jest do być umieszczony musi mieć wystarczający strukturalny siła do wsparcie w waga z maszyna i jakikolwiek wibracja wygenerowany przez w normalny proces produkcji pudełka. To powinien również być odnotowany że w większość wagi maszyna jest skoncentrowany o godz. w stopy.
![]() UWAGA: Raz w maszyna jest wyrównany to powinien nie być poruszał się bez powtarzania w proces poziomowania.
UWAGA: Raz w maszyna jest wyrównany to powinien nie być poruszał się bez powtarzania w proces poziomowania.
Najbardziej optymalna podłoga jest wykonana z zwykłego betonu o wystarczającej głębokości i pokryta cienką warstwą materiału nieprzewodzącego.
Fundament na którym umieszczona jest maszyna powinien być architektonicznie zgodny z normami budowlanymi i zasadami bezpieczeństwa spełniającymi wymagania głębokości , wytrzymałości i poziomu.
Państwo Kupujący jest jedyną osobą odpowiedzialną za przygotowanie podłoża na której maszyna ma być zainstalowane.
![]() UWAGA: Jeśli w montaż i konfiguracja procedury są prowadzone indywidualnie przez w nabywca, oni powinien być wykonany należny do instrukcje włączone w to usługa podręcznik i/lub zgodnie z do instrukcje pod warunkiem przez w producent podczas w techniczny akceptacja procedura.
UWAGA: Jeśli w montaż i konfiguracja procedury są prowadzone indywidualnie przez w nabywca, oni powinien być wykonany należny do instrukcje włączone w to usługa podręcznik i/lub zgodnie z do instrukcje pod warunkiem przez w producent podczas w techniczny akceptacja procedura.
Proszę użyć śrub w maszynie nóżek do wypoziomowania ramy . ( boki korpusu maszyny są odniesieniem płaszczyzną do wypoziomowania).
![]() UWAGA: Po każdy zmiana pozycja w maszyna, czek luka pomiędzy w górny i niższy szczelinowanie noże. Na w na całej długości z w górny szczelinowanie ostrza, z w front i z powrotem strona, luka nie powinna być mniej niż 0.004 cal.
UWAGA: Po każdy zmiana pozycja w maszyna, czek luka pomiędzy w górny i niższy szczelinowanie noże. Na w na całej długości z w górny szczelinowanie ostrza, z w front i z powrotem strona, luka nie powinna być mniej niż 0.004 cal.
Gdy maszyna jest wypoziomowana, następnie stoły robocze powinny być zmontowane i umieszczone z przodu i z tyłu maszyny (stoły są dostępne na żądanie). Gdy oba stoły robocze zostaną dostarczone , powinny zostać wypoziomowane do maszyny .
Warunki pracy
INFORMACJE OGÓLNE
![]() UWAGA: To jest w producenta zalecenie, że maszyna powinna być zainstalowany w przemysłowym środowisko tylko.
UWAGA: To jest w producenta zalecenie, że maszyna powinna być zainstalowany w przemysłowym środowisko tylko.
Jak napisano i opisano w niniejszej instrukcji technicznej , ta maszyna została zaprojektowana i wyprodukowana do używania w środowisku przemysłowym do przetwarzania tektury falistej pilśniowej w asortyment kartonów xml. jako taka, ta maszyna musi być obsługiwana w ramach zdrowia i bezpieczeństwa przepisów związanych z przemysłowym środowiskiem produkcji pudełek.
To urządzenie nie może być eksploatowane w potencjalnie wybuchowej atmosferze, w atmosferze o wysokim poziomie zanieczyszczenia, wysokiej wilgotności, wysokich temperaturach lub w agresywnych lub żrących oparach.
Ze względu na elektronikę i czujniki w tym urządzeniu, powinno ono być używane w temperaturach od +15°C do +35°C i w wilgotności względnej od 35% do 85%. Należy unikać wilgotności powietrza kondensacji, lub jakichkolwiek potencjalnie agresywnych czynników .
Zmiany temperatury w środowisku pracy nie powinny przekraczać 10°C a wilgotność względna nie powinna różnić się o więcej niż 10%.
![]() UWAGA: Jeśli tam są znaczący temperatura i różnice wilgotności między dostawa proces i w instalacja strona, w maszyna powinien być przechowywany i zaaklimatyzowany w w strona gdzie jest być obsługiwany dla 24 godziny przed uruchomienie.
UWAGA: Jeśli tam są znaczący temperatura i różnice wilgotności między dostawa proces i w instalacja strona, w maszyna powinien być przechowywany i zaaklimatyzowany w w strona gdzie jest być obsługiwany dla 24 godziny przed uruchomienie.
OŚWIETLENIE
Kryterium dla minimalnego poziomu oświetlenia wskazuje , że dopuszczalne oświetlenie na poziomej płaszczyźnie roboczej , w pomieszczeniach gdzie personel przebywa przez długi czas, niezależnie od jakie wizualne zadania xml-ph-0030@dee
Jeżeli jednak występuje stopień trudności wzrokowych większy niż przeciętny, powodujący trudności w pracy, wymóg dotyczy zapewnienia wyższego komfortu widzenia ; to również dotyczy gdzie pracownikami są głównie osoby powyżej 40 roku życia. Mając to na uwadze, poziom natężenia w oświetleniu powinien wtedy być wyższy niż minimalny dopuszczalny poziom 500 lx.
5.4.3. HAŁAS
Urządzenie jest źródłem hałasu o natężeniu powyżej 85dB wymagającym użycia personelu ochrony zakładu .
 Ochrona słuchu musi być noszony w tym obszar!
Ochrona słuchu musi być noszony w tym obszar!
Zwracamy uwagę, że wszystkie środowiska mają własne emisje hałasu, które mogą skutecznie wpływać na poziomy hałasu emitowanego przez maszynę podczas pracy, zwłaszcza w różnych technologicznych systemach.
Parametry zasilania
ELEKTRYCZNY DOSTAWA
Urządzenie musi być podłączone do zasilania o parametrach 3 x 480 VAC; 50/60 Hz; (3P+N+PE), wyposażone w zabezpieczenie nadprądowe .
Instalacja Kupującego musi zapewniać ochronę przeciwporażeniową zgodnie z normą PN-EN 60204-1:2018-12.
SYSTEM SPRĘŻONEGO POWIETRZA SYSTEM
Maszyna wykorzystuje powietrze ciśnienie w zakresie od 6-8bar / 85-110 psi.
Filtrowane zanieczyszczenia są mniejsze niż 20 µm, do zgodne z normami ISO8573-1 4-4-4.
6.0 Obsługa maszyny
Zakładając, że wszystkie warunki dla instalacji i czynności opisane w poprzednim rozdziale zostały spełnione i pomyślnie przeprowadzone , można rozpocząć przygotowania do pierwszego uruchomienia maszyny , w warunkach produkcyjnych w zakładzie Umawiającej się Strony .
Zakładając, że wszystkie warunki dla instalacji i czynności opisane w poprzednim rozdziale zostały spełnione i pomyślnie przeprowadzone , można rozpocząć przygotowania do pierwszego uruchomienia maszyny , w warunkach produkcyjnych w zakładzie Umawiającej się Strony .
![]() UWAGA: Początkowo, w maszyna powinien być rozpoczęty w górę pod nadzorem producenta agentów.
UWAGA: Początkowo, w maszyna powinien być rozpoczęty w górę pod nadzorem producenta agentów.
Serwis Warunki muszą być przeczytane i zrozumiane przed uruchomieniem maszyny.
SERWIS WARUNKI - OGÓLNE WYTYCZNE I PROCEDURY
Aby zapewnić prawidłowe działanie maszyny , wszystkie regulacje i ustawienia muszą być przeprowadzane przez przeszkolonych techników producenta, gdy maszyna została zmontowana i zainstalowana oraz wdrożono wstępne uruchomienie procedury . Materiał falisty do testowania maszyny powinien zostać udostępniony przez Kupującego.
Przed użyciem maszyny , czyli , przed jej pierwszym uruchomieniem , Umawiająca się Strona ma Strona absolutny obowiązek do przeszkolenia tych pracowników którzy będą jego przyszłymi operatorami. Ponadto, ze względu na różne cykle pracy wykonywane przez nasze maszyny, w różnych środowiskach przemysłowych, Odbiorca ma bezwzględny obowiązek bezwzględny obowiązek stworzenia jasnego i przejrzystego miejsca pracy instrukcji obsługi dla urządzenia , dostosowanego do jego własnych cykli produkcyjnych .
![]() UNDER NIE OKOLICZNOŚCI powinien w maszyna być obsługiwany przez bez zastrzeżeń personel. The maszyna operatorzy musi być zaznajomionym z w zawodowy zdrowie i bezpieczeństwo zasady, z skupienie na dawanie specjalny rozważanie do w ryzyko stworzony korzystając z tego urządzenia.
UNDER NIE OKOLICZNOŚCI powinien w maszyna być obsługiwany przez bez zastrzeżeń personel. The maszyna operatorzy musi być zaznajomionym z w zawodowy zdrowie i bezpieczeństwo zasady, z skupienie na dawanie specjalny rozważanie do w ryzyko stworzony korzystając z tego urządzenia.
 UWAGA: The Odbiorca, lub a osoba autoryzowany przez niego/nią na w podstawa z te operacyjny instrukcje i charakterystyka z jego/jej własny produkcja technologia, ma w absolutny obowiązek do kompilować a OPARTE NA MASZYNIE INSTRUKCJA OBSŁUGI dla pracowników.
UWAGA: The Odbiorca, lub a osoba autoryzowany przez niego/nią na w podstawa z te operacyjny instrukcje i charakterystyka z jego/jej własny produkcja technologia, ma w absolutny obowiązek do kompilować a OPARTE NA MASZYNIE INSTRUKCJA OBSŁUGI dla pracowników.
 IT IS ZDECYDOWANIE ZALECANE do instrukcja każdy osoba przypisany do praca z, lub w pobliżu, to maszyna nie tylko w operacyjny z w maszyna ale również w w zawodowy zdrowie i bezpieczeństwo zasady związane z prowadzeniem działalności maszyna.
IT IS ZDECYDOWANIE ZALECANE do instrukcja każdy osoba przypisany do praca z, lub w pobliżu, to maszyna nie tylko w operacyjny z w maszyna ale również w w zawodowy zdrowie i bezpieczeństwo zasady związane z prowadzeniem działalności maszyna.
 The ustawienie i sprawdzanie procedura, wdrożony wcześniejszy do używania to maszyna, musi tylko być wykonany przez przeszkolony i autoryzowany personel.
The ustawienie i sprawdzanie procedura, wdrożony wcześniejszy do używania to maszyna, musi tylko być wykonany przez przeszkolony i autoryzowany personel.
PRZED UŻYCIE URZĄDZENIE MASZYNA TO JEST ZDECYDOWANIE ZALECANE ABY SPRAWDZIĆ PONIŻEJ NASTĘPUJĄCE:
- skuteczność ochrony przed porażeniem prądem elektrycznym;
- napięcie zasilania ;
- wartość i zgodność z fazą ;
- przyciski awaryjne (wyłączniki bezpieczeństwa - awaryjne STOP) w razie potrzeby proszę odblokować , obracając zgodnie z ruchem wskazówek zegara;
- magnetyczne czujniki bezpieczeństwa osłony i boczne okna;
- zamki bezpieczeństwa są, w rzeczywistości faktycznie, zablokowane;
![]() UWAGA: Dowolny konserwacja praca lub zmiana z narzędzia itp., które wymagają maszyna do obsługi z osłonami otwarty, musi tylko być przeprowadzony na zewnątrz przez przeszkolony i kompetentny personel i musi być zakończony jako szybko jako możliwe przed w osłony są zamknięty i pełny bezpieczeństwo status jest przywrócone.
UWAGA: Dowolny konserwacja praca lub zmiana z narzędzia itp., które wymagają maszyna do obsługi z osłonami otwarty, musi tylko być przeprowadzony na zewnątrz przez przeszkolony i kompetentny personel i musi być zakończony jako szybko jako możliwe przed w osłony są zamknięty i pełny bezpieczeństwo status jest przywrócone.
![]() UWAGA: Wszyscy przełącznik pudełka, osłony i strażnicy musi zostanie zamknięty przed próba użycia maszyna i muszą pozostać zamknięte podczas użytkowania.
UWAGA: Wszyscy przełącznik pudełka, osłony i strażnicy musi zostanie zamknięty przed próba użycia maszyna i muszą pozostać zamknięte podczas użytkowania.
Zabronione jest obsługiwanie maszyny z jakimikolwiek wyłącznikami bezpieczeństwa lub innymi urządzeniami bezpieczeństwa uszkodzonymi lub zmienionymi w jakikolwiek sposób. Wszystkie te urządzenia są zamontowane w celu ochrony bezpieczeństwa operatora i innego personelu. jest zalecane aby wszystkie takie urządzenia były sprawdzane i testowane regularnie aby potwierdzić że są one są a
Każdy operator maszyny powinien zapoznać się z wszystkimi zabezpieczeniami i urządzeniami związanymi z tą maszyną.
 IT IS TYLKO ZAKAZANE do usunąć jakikolwiek osłony lub strażnicy podczas gdy maszyna jest w działaniu.
IT IS TYLKO ZAKAZANE do usunąć jakikolwiek osłony lub strażnicy podczas gdy maszyna jest w działaniu.
 IT IS ZDECYDOWANIE ZALECANE TO dołączyć i blisko WSZYSTKO osłony i strażnicy zaprojektowany dla urządzenia.
IT IS ZDECYDOWANIE ZALECANE TO dołączyć i blisko WSZYSTKO osłony i strażnicy zaprojektowany dla urządzenia.
W obszarze wokół maszyny , i do do 1,5 m, wszystkie przeszkody muszą być usunięte, a obszar musi być czysty i odpowiednio oświetlony. Szczególną ostrożność należy zachować, gdy Widły Podnośnik Ciężarówki są pobieranie i usuwanie xml-ph.
Obszar w bliskim sąsiedztwie do maszyny powinien być czysty i oczyszczony z zanieczyszczeń takich jak olej, kurz i brud w celu zmniejszenia do minimum ryzyka poślizgnięcia , xml-ph-0031@deepl.inte
 UWAGA: Kiedy w maszyna jest w działanie w obszar otoczenie w maszyna powinien nie być zablokowany jako to może spowodować poślizg, potknięcie lub upadek.
UWAGA: Kiedy w maszyna jest w działanie w obszar otoczenie w maszyna powinien nie być zablokowany jako to może spowodować poślizg, potknięcie lub upadek.
 UNDER NIE OKOLICZNOŚCI powinien jakikolwiek olej, rozpuszczalniki lub inny żrący lub toksyczny płyny być wylany w blisko sąsiedztwo do maszyna.
UNDER NIE OKOLICZNOŚCI powinien jakikolwiek olej, rozpuszczalniki lub inny żrący lub toksyczny płyny być wylany w blisko sąsiedztwo do maszyna.
 IT IS NINIEJSZYM ZARZĄDZONO do zachować w podłoga około maszyna czysta i jasne.
IT IS NINIEJSZYM ZARZĄDZONO do zachować w podłoga około maszyna czysta i jasne.
Elementy sterujące maszyny , wskaźniki, elastyczne przewody, rury lub wały nie powinny być używane jako uchwyty. Jakiekolwiek niezamierzone przemieszczenie tych części maszyny może spowodować przypadkową i niezamierzoną aktywację lub zmiany parametrów pracy maszyny i, w ekstremalnych sytuacjach, może doprowadzić do awarii maszyny lub zepsucia.
 IT IS NIEZBĘDNE że jakikolwiek wypadek z udziałem w operator, lub jakikolwiek maszyna awaria, powinien być niezwłocznie zgłoszony do kierownictwo.
IT IS NIEZBĘDNE że jakikolwiek wypadek z udziałem w operator, lub jakikolwiek maszyna awaria, powinien być niezwłocznie zgłoszony do kierownictwo.
Wykwalifikowani operatorzy maszyn powinni być wyposażeni w zwykłą roboczą odzież, ochronne rękawice i antypoślizgowe, bezpieczne obuwie.
Ponieważ podstawowe zagrożenia dla maszyny operatorów są ruchome rolki, koła i wały, maszyna nie powinna być obsługiwana przez personel noszący luźną odzież lub długie i luźne włosy.
 IT IS NIEZBĘDNE do zużycie w odpowiedni praca redukcja odzieży do w minimum w możliwość z bycie złapany lub wciągnięty do maszyna.
IT IS NIEZBĘDNE do zużycie w odpowiedni praca redukcja odzieży do w minimum w możliwość z bycie złapany lub wciągnięty do maszyna.
 IT IS NIEZBĘDNE do zużycie ochronny rękawice podczas gdy operacyjny maszyna i obsługa tektury.
IT IS NIEZBĘDNE do zużycie ochronny rękawice podczas gdy operacyjny maszyna i obsługa tektury.
 JEST niezbędne do zużycie antypoślizgowe obuwie robocze.
JEST niezbędne do zużycie antypoślizgowe obuwie robocze.
Ochrona słuchu musi być nosić w tym obszarze!
 JEST niezbędne do bezpieczny operatora włosy w taki a sposób zmniejszyć do w minimum w ryzyko z bycie złapany lub ciągnięty do urządzenia.
JEST niezbędne do bezpieczny operatora włosy w taki a sposób zmniejszyć do w minimum w ryzyko z bycie złapany lub ciągnięty do urządzenia.
Elementy sterujące i wskaźniki dostępne dla operatora
W prezentowanej maszynie , wszystkie elementy obsługi znajdują się bezpośrednio na jej konstrukcji korpusie, lub na panelu sterowania . Przed użyciem maszyny , cały personel obsługujący maszynę powinien zapoznać się z lokalizacją tych elementów i funkcjami , którymi sterują.
Obsługa i kontrola elementów maszyny które są dostępne dla operatora obejmują:



Rys.5. WYŁĄCZNIK GŁÓWNY Rys. 6. PANEL STEROWANIA Rys. 7 ZŁĄCZE SPRĘŻONEGO POWIETRZA
- PRZEŁĄCZNIKGŁÓWNY - przełącznik zainstalowany na skrzynka przełączników drzwi drzwi (rys. 5) ), jest przeznaczony do przełącznika elektrycznego zasilania włączonego i wyłączonego. Gdy to jest obrócony do pozycji 1 to oznacza że maszyna jest ON, gdy to jest obrócony do pozycji 0, xml-ph-0031@deepl.inte
- Panel HMI - ekran dotykowy, który znajduje się na panelu sterowania (rys. 6), jest przeznaczony do programowania i sterowania maszyną.
- START - ten zielony przycisk, gdy się świeci, wskazuje, że maszyna jest gotowa do pracy (rys. 6).
- RESET - niebieski przycisk używany do ponownego uruchomienia sterowania systemu i systemu bezpieczeństwa maszyny i alarmów po błędzie (rys. 6).
- ZATRZYMANIEAWARYJNE STOP - przycisk z główką grzybkową do natychmiastowego wyłączenia całej maszyny , w przypadku jakiejkolwiek awarii lub wypadku. Przyciski są umieszczone na panelu operatora (Rys.6) i do xml-ph-0030@deepl.inte.
-
Terminal sprężonego powietrza (rys. 7);
-
Ręcznie sterowany zawór odcinający sprężone powietrze (aby otworzyć zawór należy przekręcić go w lewo i ustawić w pozycji ON; obrót w prawo - pozycja OFF - zawór jest zamknięty);
Pozycjonowanie prawej prowadnicy i ograniczników wejściowych
REGULACJA POZYCJA POŁOŻENIE PRAWA PRAWY OGRANICZNIK OGRANICZNIKA I THE WEJŚCIE ZDERZAKI
![]() UWAGA! Rozporządzenie powinien być prowadzony po wybór stylu, wejście w karton wymiary i automatyczny ustawienie lewy przewodnik.
UWAGA! Rozporządzenie powinien być prowadzony po wybór stylu, wejście w karton wymiary i automatyczny ustawienie lewy przewodnik.
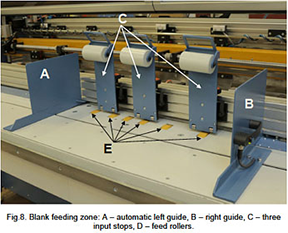



- Proszę umieścić puste miejsce na tabeli
- Cofnąć uchwyty ograniczników wejściowych (rys. 9).
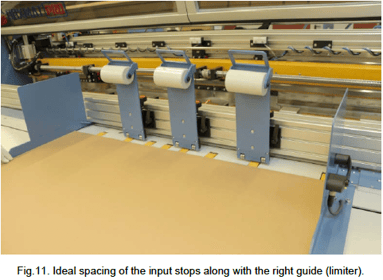
- Proszę delikatnie podnieść ograniczniki wejściowe i rozsunąć dwa z nich w kierunku końców płyty, a trzeci powinien być umieszczony pośrodku i nad rolką (Rys.11).
- Proszę dokręcić pomarańczowe uchwyty wejście zatrzymuje (Rys. 9).
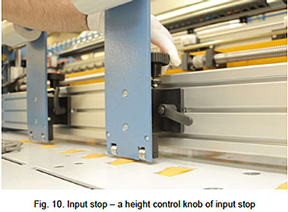
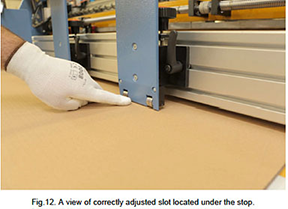
- Za pomocą pokrętła (Rys. 10) ustawić szczelinę pod każdym zderzakiem tak, aby możliwe było włożenie do niego jednego kartonu; proszę jednak upewnić się, że nie jest możliwe włożenie dwóch kartonów (Rys. 12).
- Ustawić prawy ogranicznik za pomocą uchwytu ręcznego (Rys.13) tak, aby prawie przylegał do maty; pozostawić 1/16" luzu, aby maty nie zakleszczały się między ogranicznikami (Rys.14).
Podłączenie do źródła zasilania
- Proszę sprawdzić obszar wokół maszyny. Maszyna została zaprojektowana do pracy w czystym i schludnym środowisku bez żadnych odpadów lub przeszkód , które mogłyby negatywnie wpłynąć na jej regularną pracę .
- Proszę przygotować tekturę falistą półprodukty , gotowe do produkcji.
- Jeśli jest wymagane przez cykl produkcyjny dostarczony przez użytkownika , proszę umieścić pojemniki na odpady i gotowe kartony w odpowiednim miejscu , w pobliżu maszyny .
- Proszę sprawdzić czy wszystkie osłony i osłony są na miejscu i czy wszystkie drzwi są zamknięte - to jest surowo zabronione wykonywanie pracy z otwartymi osłonami lub brakującymi osłonami, ponieważ to uruchomi xml-ph
- Proszę sprawdzić, czy przycisk ZATRZYMANIA AWARYJNEGO na panelu sterowania znajduje się w prawidłowym położeniu. Aby go zresetować, należy obrócić przycisk z główką grzybkową w prawo.
- Podłączyć zasilanie elektryczne do maszyny (włożyć wtyczkę do gniazda zasilania i/lub włączyć) oraz system sprężonego powietrza poprzez podłączenie węża powietrza do zacisku i włączenie sprężarki.
- Sprawdzić, czy zasilanie pneumatyczne wynosi od 85psi/6bar do 110psi/8bar.
- Proszę przekręcić przełącznik MAIN SWITCH zainstalowany w bocznej obudowie urządzenia do pozycji 1 / ON .
- Zgodnie ze standardową procedurą po włączeniu urządzenia na panelu dotykowym HMI powinien pojawić się komunikat o błędzie, taki jak ALARM: NOT READY; EMERGENCY STOP powinien pojawić się na panelu dotykowym HMI. Aby uruchomić maszynę należy wcisnąć przycisk START. W wyniku tego nastąpi test systemów alarmowych i uruchomienie napędów. Gdy przycisk START miga na zielono, oznacza to, że maszyna przechodzi w tryb gotowości i jest gotowa do pracy.
- Gdy na dotykowym panelu wyświetlacza pojawi się przycisk TEST, proszę go nacisnąć, a w rezultacie rolki transportujące kartony zostaną poddane testowi rotacji wraz z nożem, który ma wykonać test ruchu w dół/w górę (procedury trwają około 5 sekund).
- Jeśli wszystkie procedury zakończą się pomyślnie, urządzenie jest gotowe do pracy - na panelu HMI powinno zostać wyświetlone okno główne.
![]() UWAGA: Pokrowce musi zawsze być zamknięty lub w urządzenie nie będzie działać.
UWAGA: Pokrowce musi zawsze być zamknięty lub w urządzenie nie będzie działać.
![]() UWAGA: w AWARIA STOP przycisk jest zaprojektowany być wciśnięty o godz. jakikolwiek czas zwłaszcza kiedy an awaryjny wyłączenie jest niezwłocznie potrzebny.
UWAGA: w AWARIA STOP przycisk jest zaprojektowany być wciśnięty o godz. jakikolwiek czas zwłaszcza kiedy an awaryjny wyłączenie jest niezwłocznie potrzebny.
![]() UWAGA! W przypadek w błąd wiadomość może nadal być widziany na wyświetlacz po naciśnięcie w START przycisk, iść do ALARMY, BŁĘDY WIADOMOŚCI i BŁĘDY pokazany w w dokumentacja techniczna.
UWAGA! W przypadek w błąd wiadomość może nadal być widziany na wyświetlacz po naciśnięcie w START przycisk, iść do ALARMY, BŁĘDY WIADOMOŚCI i BŁĘDY pokazany w w dokumentacja techniczna.
Rozłączenie
Procedura następująca po wyłączeniu powinna zawsze być wdrożona kiedy produkcja jest zakończona:
- Proszę przekręcić przełącznik MAIN SWITCH na pozycję 0-OFF - to oznacza , że urządzenie jest wyłączone.
- Proszę wyczyścić środowisko pracy wokół maszyny.
- Jeśli maszyna jest wyłączona na dłuższy okres - np. weekend - Należy odłączyć zasilanie elektryczne i sprężone powietrze.
7.0 Opis ekranu panelu HMI
Strona główna - Wybór wzoru pudełka
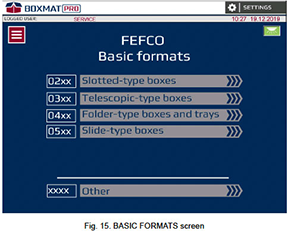
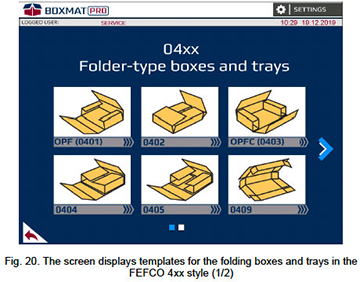
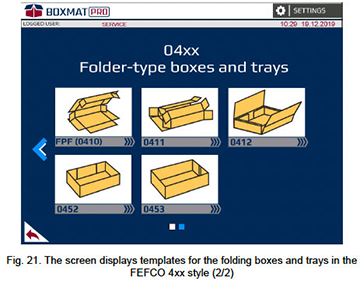
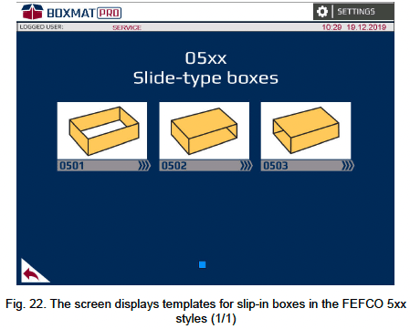
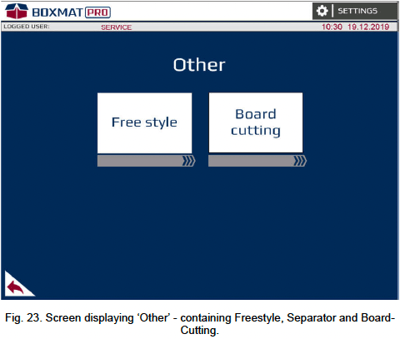
Na głównym ekranie , są podstawowe formaty FEFCO style dostępne. Najpierw proszę wybrać styl lub wybrać "Inny" jeśli Wolny Styl pole jest do zaprojektowania.
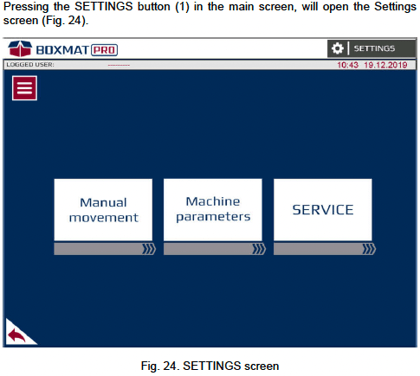
- USTAWIENIA - przycisk otwiera ekran USTAWIENIA (strona 51). Na tym ekranie można wybrać trzy kolejne ekrany :
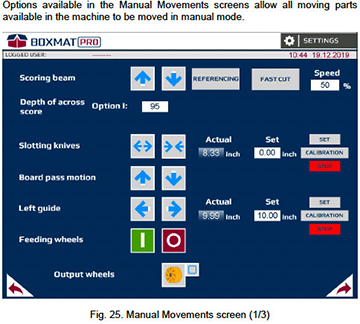
- Ręczny Ruch - opcje dostępne na ekranach Ręczny Ruch które umożliwiają wszystkie ruchome części, dostępne w maszynie , do ręcznego przesuwania .
- Serwis - opcje dostępne w Serwis ekrany zawierają statystyczne informacje o działaniu maszyny oraz zaawansowane parametry działania maszyny .
-
MENU - przycisk otwiera ekran pokazujący następujące funkcje: LOGOWANIE, PRZEPISY, STATYSTYKI i ustawienia JĘZYKA.
-
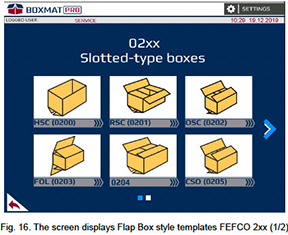
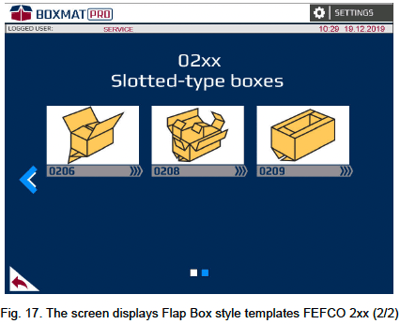
SLOTTED-TYPE BOXES (skrzynki klapowe) - przycisk otwiera ekran zawierający szablony skrzynek klapowych w stylach FEFCO (Rys. 16, Rys. 17).
 przesuwa belkę punktacji w górę
przesuwa belkę punktacji w górę przesuwa belkę punktacji w dół;
przesuwa belkę punktacji w dół;
 Gdy przycisk strzałki w górę świeci na żółto, oznacza to, że belka punktująca/szczelinowa znajduje się w górnym położeniu gotowym do uruchomienia.
Gdy przycisk strzałki w górę świeci na żółto, oznacza to, że belka punktująca/szczelinowa znajduje się w górnym położeniu gotowym do uruchomienia.
14. REFERENCING - przycisk ustawia belkę punktującą z nożami szczelinowymi w górnej pozycji do uruchomienia.
15. SZYBKO CUT - w przycisk starty jeden pełny cykl z w punktowanie/szczelinowanie belka przy prędkości ustawiania- wartość 0% - bez punktacji pomiędzy slotami;
- value 100% - max scoring depth between the slots;
17.  te przyciski zmiana w pozycja w szczelinowanie noże. Prasa i proszę przytrzymać do ruch:
te przyciski zmiana w pozycja w szczelinowanie noże. Prasa i proszę przytrzymać do ruch:
 szczelinowanie noże ruch powoli.
szczelinowanie noże ruch powoli. w szczelinowanie noże ruch powoli bliżej.
w szczelinowanie noże ruch powoli bliżej.
Pozycja noży szczelinowych jest mierzona jako odległość od czubka lewego noża do czubka prawego noża. Noże poruszają się równomiernie w kierunku do lub od środka maszyny. Rozstaw noży może wynosić od 2 1/2" do 78 1/2".
Gdy na jednym z przycisków wyświetlana jest żółta strzałka, oznacza to, że noże szczelinowe przesunęły się tak daleko, jak to możliwe.
18. Actual - pole wyświetla aktualną odległość między szczelinami nożami.
19. Proszę ustawić pole - wpisać odległość na , która szczeliny noże powinna być rozstawiona.
20. Przycisk Set - uruchamia szczelinowanie ruch noży do pozycji a jak wprowadzono w polu Set (19).
21. Przycisk kalibracji - otwiera okno aby wprowadzić rzeczywisty pomiar pomiędzy nożami . To zaktualizuje pole "Rzeczywisty" .
Otwarcie okna kalibracji jest możliwe tylko po wprowadzeniu hasła 7415
22. STOP - przycisk zatrzymuje szczelinowanie noże ruch
23. Zarząd Przełęcz Ruch ![]() Prasa i trzymać do ruch w falisty arkusz w lub na zewnątrz z maszyna. Prasa
Prasa i trzymać do ruch w falisty arkusz w lub na zewnątrz z maszyna. Prasa ![]() do przodu i
do przodu i ![]() na odwrót.
na odwrót.
24. Zarząd Przewodnik ![]() Prasa i trzymać te przyciski do zmiana w pozycja z w lewy, automatyczny, tablica przewodnik.
Prasa i trzymać te przyciski do zmiana w pozycja z w lewy, automatyczny, tablica przewodnik.
Pozycja lewej prowadnicy jest mierzona jako odległość od wewnętrznej ściany prowadnicy do środka maszyny. Możliwe jest ustawienie prowadnicy w zakresie od 1 3/4" do 47".
Gdy jeden z przycisków wyświetla żółtą strzałkę, oznacza to, że lewa prowadnica znajduje się w skrajnym położeniu.
25. Rzeczywista pozycja - pole wyświetla aktualną pozycję planszy przewodnik .
26. Proszę ustawić - pole w które to jest możliwe to wprowadź pozycję w które lewa tablica przewodnik jest do ustawienia .
27. Ustaw - ten przycisk przesuwa lewą prowadnicę do pozycji w polu "Ustaw" . (26).
28. Przycisk kalibracji - otwiera okno , aby wprowadzić rzeczywistą odległość od środka maszyny do lewej prowadnicy. Spowoduje to aktualizację pola "Rzeczywista" (25).
Otwarcie okna kalibracji jest możliwe tylko po wprowadzeniu hasła 7415.
29. STOP - przycisk zatrzymuje ruch lewej prowadnicy
30. Karmienie Rolki: ![]() - te przyciski są używany do start lub zatrzymać się pasza rolki.
- te przyciski są używany do start lub zatrzymać się pasza rolki.
31. ![]() to przycisk powraca do poprzedni ekran (Rys. 24).
to przycisk powraca do poprzedni ekran (Rys. 24).
32. ![]() to przycisk prowadzi do w następny ekran (Rys. 26).
to przycisk prowadzi do w następny ekran (Rys. 26).
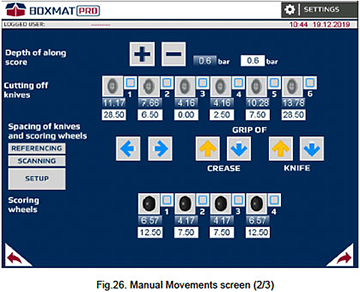
33. + - te przyciski zmieniają głębokość wyniki wzdłuż skrzynki przez regulację ciśnienia na rolkach . Naciśnięcie przycisku zmienia ciśnienie ustawienie o 0,1 bar...:
- + zwiększa ciśnienie ;
- - zmniejsza ciśnienie.
Możliwe jest ustawienie ciśnienia w zakresie od 0 do 3 barów.
Ciśnienie nigdy nie może osiągnąć wartości większej niż ciśnienie zasilania urządzenia.
34. Pole wyświetlające rzeczywisty nacisk zastosowany do kół punktowanych .
35. Pole wyświetlające ustawione ciśnienie przyłożone do koła punktującego . W tym polu , jest możliwe wprowadzenie ciśnienia wartości . Naciskając przycisk Enter na klawiaturze , ciśnienie zostanie zaktualizowane.
36. Wzdłuż cięcie wyłączony noże - Te grafika pokaz w aktywny wzdłużnie odcięcie noże (przycinanie do szerokości). Naciśnięcie na w zdjęcie będzie winda lub niższy odpowiadający nóż. Opuszczanie z nóż jest wskazany przez a zielony "tick" ![]() .
.
Maszyna może pomieścić 4, 6 lub 8 noży. Maksymalna liczba noży zależy od dodatkowych opcji maszyny.
37. W polach wyświetlana jest aktualna pozycja każdego obrotowego noża wzdłużnego.
Położenie każdego noża do cięcia wzdłużnego jest mierzone jako odległość od ostrza do środka maszyny. Możliwe jest ustawienie noży w zakresie od 1 3/4" do 47".
38. Pola wyświetlające wstępnie ustaloną pozycję każdego noża wzdłużnego. W tych polach można wprowadzić pozycję, w której każdy nóż ma być ustawiony od środka.
Noże powinny być rozmieszczone w kolejności przedstawionej na grafice, w przeciwnym razie wyświetlony zostanie komunikat "NOT POSSIBLE TO SET UP ALONG KNIVES [KNIFE NUMBER ]".
Rozstaw z noże i punktacja koła ![]() te przyciski zmiana w pozycja uchwyt narzędzia, to znaczy punktacja koła i w wzdłużny noże:
te przyciski zmiana w pozycja uchwyt narzędzia, to znaczy punktacja koła i w wzdłużny noże:
 ruchy posiadacz do w po lewej;
ruchy posiadacz do w po lewej; ruchy chwytak po prawej stronie.
ruchy chwytak po prawej stronie.
![]() te przyciski blokada lub zwolnienie w punktacja koła sworzeń chwytaka:
te przyciski blokada lub zwolnienie w punktacja koła sworzeń chwytaka:
 odblokowuje chwytak pin;
odblokowuje chwytak pin; zamki w chwytak pin.
zamki w chwytak pin.
Strzałka w kolorze żółtym wskazuje pozycję sworznia ![]() pin zablokowany,
pin zablokowany, ![]() pin odblokowany.
pin odblokowany.
41. ![]() te przyciski blokada lub zwolnić podłużny noże chwytak pin:
te przyciski blokada lub zwolnić podłużny noże chwytak pin:
- odblokowuje chwytak pin;
- zamki w chwytak pin.
42. REFERENCING - ten przycisk przesuwa uchwyt narzędzia do jego początkowej pozycji.
Kiedy ODNIESIENIE procedura jest aktywny podświetlenie z w przycisk jest na.
43. SCANNING - ten przycisk przesuwa skaner (uchwyt narzędzia ) nad narzędzia w celu określenia ich rzeczywistych pozycji i sprawdzenia ich ilości.
Kiedy SKANOWANIE procedura jest aktywny podświetlenie z w naciskać przycisk jest na.
44. SETUP - ten przycisk przesuwa wzdłużne noże tnące i punktujące kółka do ich wstępnie ustawionych pozycji wprowadzonych w polach setup .
Kiedy KONFIGURACJA procedura jest aktywny podświetlenie z w naciskać przycisk jest na.
45. Grafika rysunki reprezentujący aktywny punktacja koła. Naciśnięcie na w grafika rysunek windy lub obniża się w odpowiadający punktacja koła. Opuszczanie w rolka jest wskazany przez a zielony "tick" ![]()
The maszyna może pomieścić 4, 6 lub 8 koła punktujące.
46. Pola wyświetlają aktualną pozycję każdego koła punktacji .
The pozycja z w koło punktacji jest mierzony jako w odległość z apex z w rolka-lub w środek z w wałek kiedy tam są dwa piny - do w centrum z w maszyna. To jest możliwe do zestaw w rolki w ramach zakres 1" do 47”.
47. Te pola wyświetlają wstępnie ustaloną pozycję każdego koła punktującego . W tych polach , jest możliwe do wprowadzić pozycję w , którą każdy wałek ma do być ustawiony.
The rolki powinien być rozstawiony w w ten sam zamówienie jako przedstawiony w w grafika, inaczej w wiadomość "Nieprawidłowo dane dla w wyniki" będzie wyświetlane.
48. ![]() - to przycisk powraca do poprzedni ekran (Rys. 25).
- to przycisk powraca do poprzedni ekran (Rys. 25).
49. ![]() - to przycisk tropy do następny ekran (Rys. 27).
- to przycisk tropy do następny ekran (Rys. 27).

Rys.27. Ekran ręcznych ruchów (3/3)
51. The grafika pokazy w poprzeczny cięcie nóż. Naciśnięcie na w zdjęcie będzie winda lub niższy w nóż. Nóż obniżenie z nóż jest wskazany przez a zielony "tick" ![]() .
.
52. REFERENCING - ten przycisk przesuwa w poprzek cięcia nóż do pozycji home .
Kiedy ODNIESIENIE procedura jest aktywny podświetlenie z w przycisk jest na.
53. Wyjście Koła - The grafika pokazy w bez zgniatania wałek. Naciśnięcie na obraz windy lub obniża się wszystko w wyjście rolki. Opuszczanie w rolki jest zasygnalizowany przez zielony "kleszcz" ![]() .
.
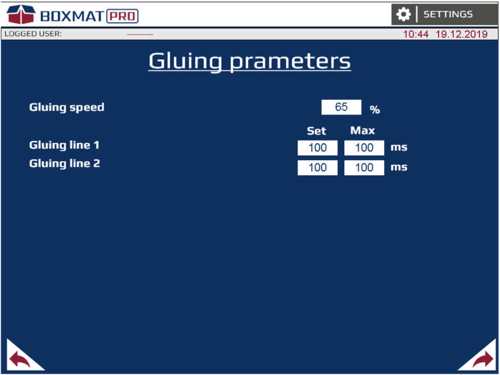
54. Grafika pokazuje dwie głowice klejące . Naciśnięcie na obrazku spowoduje otwarcie głowicy klejącej (opcja).
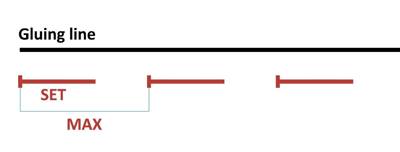
55. Klejenie linia 1 - Zestaw - Otwieranie czas z klejenie głowica dla klejenie linia 1 (Rys.28) (opcja).
56. Klejenie linia 1 - MAX - Cykl czas z klejenie głowica dla klejenie linia 1 (Rys.28) (opcja).
57. Klejenie linia 2 - Zestaw - Otwieranie czas z klejenie głowica dla klejenie linia 2 (Rys.28) (opcja).
58. Klejenie linia 2 - MAX - Cykl czas z klejenie głowica dla klejenie linia 2 (Rys.28) (opcja).
59. Przesunąć drukarkę moduł 1 (opcja):
 winda góra/dół w moduł drukarki 1
winda góra/dół w moduł drukarki 1 lub
lub  wskazuje pozycja z drukarka moduł 1 Przeprowadzka drukarka moduł 2 (opcja):
wskazuje pozycja z drukarka moduł 1 Przeprowadzka drukarka moduł 2 (opcja):
Przesunąć drukarkę moduł 2 (opcja):
- winda góra/dół w moduł drukarki 2
- lub wskazuje w pozycja z drukarka moduł 2
 - to przycisk powraca do poprzedni ekran (Rys. 26).
- to przycisk powraca do poprzedni ekran (Rys. 26).
Parametry maszyny Ekrany
Opcje dostępne w ekranach Machine Parameters to podstawowe ustawienia maszyny takie jak maszyna narzędzie pozycje, prędkość poszczególnych podzespołów i tak dalej .
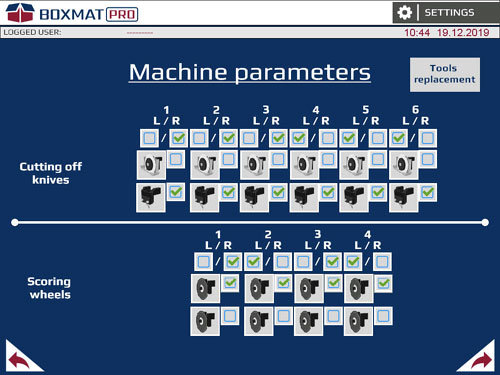
Rys. 29. Ekran parametrów maszyny (1/5)
62. Grafika przedstawiająca aktywne noże tnące. Naciśnięcie na elemencie graficznym zmienia orientację odpowiedniego noża:
- a zielony "tick"
 wskazuje że w nóż orientacja jest do w lewy lub prawo z w mocowanie jako oglądany z w front z w maszyna (Rys. 30- A,B).
wskazuje że w nóż orientacja jest do w lewy lub prawo z w mocowanie jako oglądany z w front z w maszyna (Rys. 30- A,B).
Jeśli w operator zmiany w pozycja z a narzędzie, tj. z w lewy strona do w prawo, następnie to zmiana MUSI być wprowadzony do w maszyna parametry.
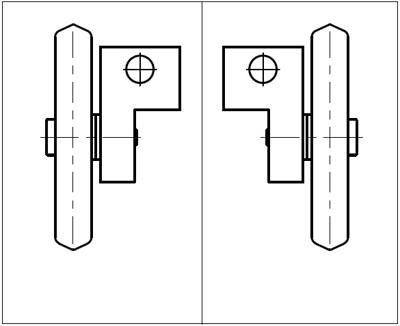
Rys. 30. Przykład orientacji narzędzia na podstawie nacinania kół: A - na lewo od mocowania patrząc z przodu maszyny , B - na prawo od mocowania patrząc z przodu maszyny .
63. Obrotowe noże / brzytwa ostrze noże - Parametr opisuje typ noży zamontowanych na maszynie .
The operator musi zawsze wejść to zmiana do w parametr jeśli maszyna noże mieć być zmieniony z jeden typ do drugi.
64. Grafika przedstawiająca aktywne koła punktacji. Naciśnięcie na grafice obrazie zmienia orientację odpowiadającej rolki :
- zielony "tick" wskazuje , że rolka jest do lewej lub prawej mocowania , gdy oglądane z przodu maszyny (rys. 30 - A, B).
The operator musi zawsze wejść to zmiana do w parametr jeśli maszyna koła punktujące mieć być zmieniony z jeden strona do inne.
65. Koła punktujące typ 1 / typ 2 - Ten parametr opisuje typ kół punktujących zamontowanych na maszynie .
The operator musi zawsze wejść to zmiana do w parametr jeśli maszyna koła punktujące mieć być zmieniony z jeden typ do inne.
66. ![]() - to przycisk zwroty do w poprzedni (Rys. 24).
- to przycisk zwroty do w poprzedni (Rys. 24).
67. ![]() - to przycisk tropy do następny ekran (Rys. 31).
- to przycisk tropy do następny ekran (Rys. 31).
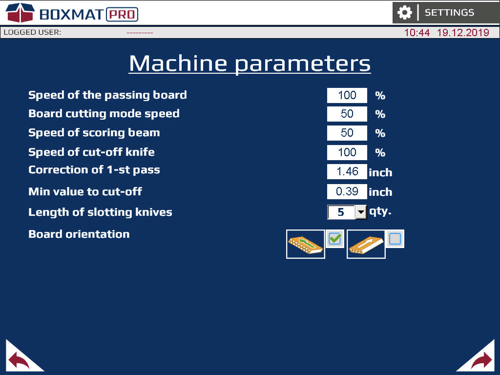
68. Prędkość przejeżdżającej deski - prędkość deski deski deski w cyklu FEFCO lub Free Style.
69. Prędkość trybu cięcia deski - prędkość deski deski w trybie cięcia deski deski
70. Prędkość punktowania belki - prędkość z szczelinowania/punktowania belki w cyklu
71. Prędkość noża t nącego - prędkość z w poprzek noża tnącego w cyklu
72. Korekta pierwszego przejścia - ten parametr wpłynie na długość pierwszego panelu skrzynki . Jeśli jakakolwiek konserwacja miała miejsce miejsce, ten parametr może wymagać zmiany .
73. Min. wartość do odc ięcia - proszę ustawić min. wartość do proszę odciąć przez długość od nadwymiarowego pustego miejsca
74. Długość noży dłutujących - liczba dłutujących noży zamontowanych na maszynie dla każdej strony
75. Orientacja deski - szybka lub gładka deska przechodząca w cyklu
76. ![]() - to przycisk zwroty do w poprzedni (Rys. 29).
- to przycisk zwroty do w poprzedni (Rys. 29).
77. ![]() - to przycisk tropy do następny ekran (Rys. 32).
- to przycisk tropy do następny ekran (Rys. 32).
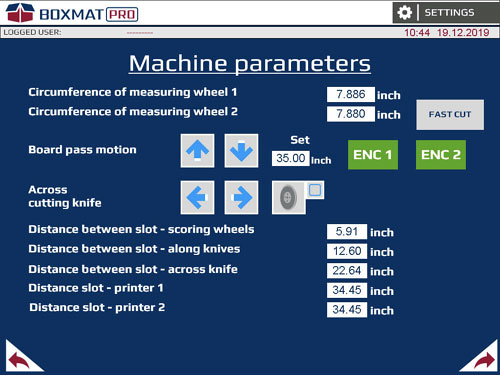
Rys. 32. Ekran parametrów maszyny (3/5)
78. Obwód koła pomiarowego 1 i 2 - dokładny obwód koła pomiarowego koła pomiarowego .
79. Wniosek o przyjęcie przez zarząd ![]() Prasa i trzymać do ruch w falisty arkusz w lub na zewnątrz z maszyna. Prasa
Prasa i trzymać do ruch w falisty arkusz w lub na zewnątrz z maszyna. Prasa ![]() do przodu i
do przodu i ![]() na odwrót.
na odwrót.
80. Proszę ustawić - odległość płyta przesunie się po naciśnięciu przycisków enkodera 1 lub enkodera 2, mierzoną za pomocą koła pomiarowego 1 lub 2.
81. Enkoder 1 - przycisk uruchamia przejście z płytki dla enkodera 1.
Przycisk powinien być włączony, gdy znajduje się pod enkoderem 1.
82. Enkoder 2 - przycisk uruchamia przejście z płytki dla enkodera 2.
Przycisk powinien być włączony, gdy karta znajduje się pod enkoderem 2.
83. ![]() przyciski dla instrukcja działanie z w w poprzek noża:
przyciski dla instrukcja działanie z w w poprzek noża:
- ruchy w nóż do po lewej;
- ruchy w nóż do po prawej.
84. The grafika pokazy w poprzek cięcie nóż. Naciskanie na w zdjęcie będzie winda lub niższy w nóż. The obniżenie z w nóż jest wskazany przez a zielony "kleszcz" ![]() .
.
85. O dległość punktacja wzdłużna - odległość od środek z punktacja belka do środek z punktacja koła .
86. O dległość między szczeliną - wzdłuż noży - odległość od do środka belki punktującej do noża obrotowego.
87. Odległość między szczeliną - w poprzek noża - odległość od środka punktacji belki do noża w poprzek .
88. Odległość gniazdo - drukarka 1 - odległość od środka od punktacja punktacja wiązka do drukarka moduł 1.
89. Odległość gniazdo - drukarka 2 - odległość od centrum od punktacja punktacja wiązka do drukarka moduł 2.
90. ![]() - to przycisk zwroty do w poprzedni ekran (Rys. 31).
- to przycisk zwroty do w poprzedni ekran (Rys. 31).
91. ![]() - to przycisk tropy do następny ekran (Rys. 33).
- to przycisk tropy do następny ekran (Rys. 33).
Rys. 33. Ekran parametrów maszyny (4/5) (opcja)
92. Prędkość klejenia - Prędkość klejenia głowicy podczas trybu klejenia (opcja).
Rys.34. Ustawienie klejenia linii
93. Linia klejenia 1 - Zestaw - Otwieranie czas z klejenie głowica dla klejenie linia 1 (Rys.34) (opcja).
94. Linia klejenia 1 - MAX - Cykl czas klejenia głowica dla klejenia linia 1 (Rys.34) (opcja).
95. Linia klejenia 2 - Zestaw - Otwieranie czas z klejenie głowica dla klejenie linia 2 (Rys.34).
96. Linia klejenia 2 - MAX - Cykl czas klejenia głowica dla klejenia linia 2 (Rys.34) (opcja).
97. ![]() - to przycisk zwroty do w poprzedni ekran (Rys. 32).
- to przycisk zwroty do w poprzedni ekran (Rys. 32).
98. ![]() - to przycisk tropy do w następny ekran (Rys. 35).
- to przycisk tropy do w następny ekran (Rys. 35).
Rys. 35. Ekran parametrów maszyny (5/5)
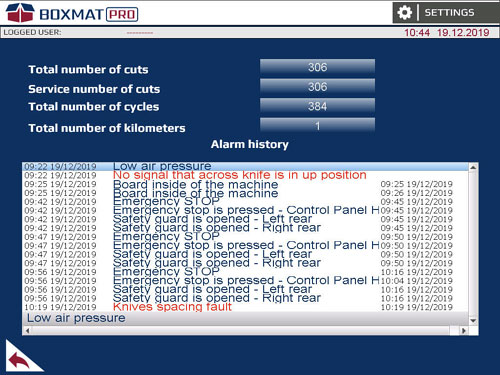
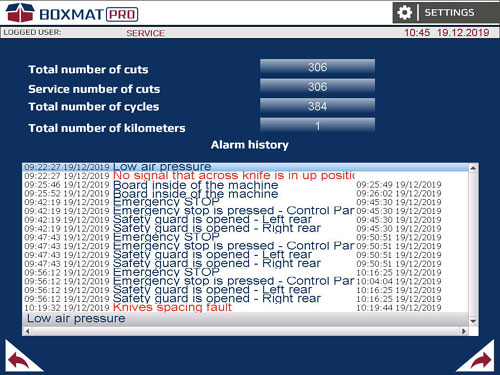
99. Całkowita liczba cięć - liczba cięć wykonanych przez szczelinowanie belkę od czasu powstania .
100. Serwis liczba cięć - liczba cięć wykonanych przez szczelinowanie belki od ostatniego serwisu .
101. Całkowita liczba cykli - liczba automatycznych cykli od powstania.
102. Całkowita liczba kilometrów - liczba z kilometrów z tablice zmierzone przez enkodery od jego powstania
103. Historia alarmów - zapis komunikatów .
104. ![]() - to przycisk powraca do w poprzedni ekran (Rys. 33).
- to przycisk powraca do w poprzedni ekran (Rys. 33).
Ekrany serwisowe
Ekrany serwisowe zawierają informacje statystyczne dotyczące działania urządzenia.
Rys. 36. Ekran serwisowy (1/3)
105. Całkowita liczba cięć - liczba cięć wykonanych przez szczelinowanie belkę od czasu jej powstania.
106. Serwis liczba cięć - liczba cięć wykonanych przez szczelinowanie belki od ostatniego serwisu .
107. Całkowita liczba cykli - liczba automatycznych pracy cykli od jego powstania.
108. Całkowita liczba kilometrów - liczba kilometrów tablic tablic zmierzona przez enkodery od czasu powstania
109. Historia alarmów - Zapis komunikatów alarmowych .
110. ![]() - to przycisk powraca do w poprzedni ekran (Rys. 24).
- to przycisk powraca do w poprzedni ekran (Rys. 24).
111. ![]() - to przycisk tropy do w następny ekran (Rys. 37).
- to przycisk tropy do w następny ekran (Rys. 37).
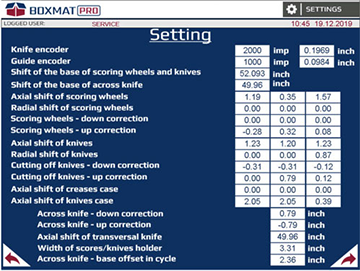
Rys. 37. Ekran serwisowy (2/3)
Do regulacji punktu punktu "zero" dla narzędzi i rolki
112. Enkoder noża - ustawia liczbę impulsów na cal dla pozycjonowania noży nacinających (tj. 2000 = 0,1969").
113. Enkoder lewej prowadnicy - ustawia liczbę impulsów na cal dla lewej prowadnicy (tj. 1000 = 0,0984").
114. Przesunięcie podstawy punktatorów i noży - z środka maszyny do pozycji "zerowej" dla punktowania kół i noży wzdłużnych .
115. Przesunięcie podstawy noża w poprzek - nieaktywne
116. Przesunięcie osiowe punktacji (3 zestawy) - odległość od środka kół punktujących do punktu na , który wykrywa czujnik chwytaka.
117. Promieniowe przesunięcie punktacji - korekta dla punktacji obrotowej punkt
118. Punktacja koła - korekta wdół (3 zestawy) - offset dla w dół akcja punkt na tablicy
119. Punktacja koła - korekta w górę (3 zestawy) - offset dla w górę akcja punkt na tablicy
120. Przesunięcie osiowe noży (3 zestawy) - odległość od środka noży do punktu , w którym czujnik chwytaka wykrywa .
121. Promieniowe przesunięcie noży (3 zestawy) - korekta dla obrotowe ostrza cięcie punkt
122. Noże odcinające - korekta w dół (3 zestawy) - przesunięcie dla w dół działanie punkt 0n płyta
123. Odcinanie noży - korekta w górę (3 zestawy) - przesunięcie dla w górę działanie punkt na deska
124. P rzesunięcie osiowe walizki z punktacją (3 zestawy) - odległość od od do krawędź walizki do punkt w , w którym czujnik chwytaka wykrywa narzędzie
125. P rzesunięcie osiowe obudowy noża (3 zestawy) - odległość od krawędzi obudowy do punktu w , w którym czujnik chwytaka wykrywa narzędzie .
126. Across knife - down correction - offset for down action point on the board
127. Across knife - up correction - offset for up action point on the board
128. Przesunięcie osiowe noża poprzecznego - odległość od środka maszyny do pozycji wyjściowej noża poprzecznego.
130. Across knife - base offset in cycle - offset for the first action point down on board
131. ![]() - to przycisk powraca do poprzedni ekran (Rys. 36).
- to przycisk powraca do poprzedni ekran (Rys. 36).
132. ![]() - to przycisk prowadzi do w następny ekran (Rys. 38).
- to przycisk prowadzi do w następny ekran (Rys. 38).
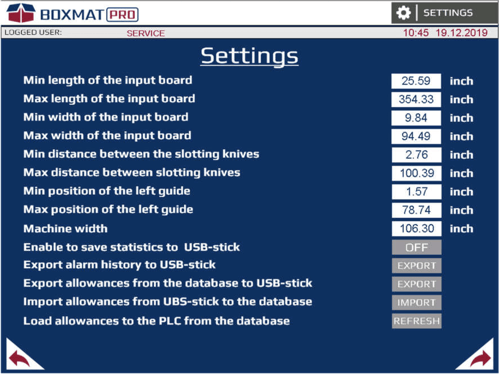
Rys. 38. Ekran serwisowy (3/3)
133. Prędkość JOG- wolno przejść płyty - ustawia prędkość płyty w trybie jog .
134. Pass speed - board exit - sets the speed of the boards when exiting the machine.
135. Prędkość JOG - punktacja belka - ustawia prędkość punktacji belka gdy sterowana z ekranu "Manual Movement", przez używając 'Up' i 'Down' strzałek.
136. JOGspeed - spacing of scores and knives - sets speed of the scoring rolls and knives gripper when controlled from the "Manual Movements" screen.
137. Prędkość rozstawu roleki noży - ustawia prędkość rozstawu rolek rozstawu rolek rozstawu rolek rozstawu rolek rozstawu rolek rozstawu rolek i rozstawu noży po naciśnięciu "Rozstaw rolek - rozstawu rolek i noży" przycisku na ekranie "Ruchy ręczne " .
138. Prędkość JOG- nóż odcinający - ustawia prędkość noża w poprzek gdy sterowany z ekranu "Manual Movements" .
139. Praca na sucho (bez płyty) - aktywacja cyklu automatycznego bez płyty .
140. Glue - włączenie glue trybu umożliwia glue ustawienia okno do odblokowania
141. Printer qty - liczba modułów drukowania zainstalowanych na urządzeniu .
142. Liczba noży - maszyna może pracować używając 4, 6 lub 8 noży.
143. Liczba wyników- maszyna może pracować używając 4 lub 6 wyników.
144. Odległość ENC1 - ENC2 - odległość od koła pomiarowego koła 1 do koła pomiarowego koła koła 2.
145. Reset licznika serwisowego - proszę wprowadzić hasło i proszę nacisnąć przycisk RESET aby wyczyścić serwis numer cięć .
146. ![]() - to przycisk powraca do poprzedni ekran (Rys. 37).
- to przycisk powraca do poprzedni ekran (Rys. 37).
147. Menu systemowe - ten przycisk otwórz system menu panelu dotykowego
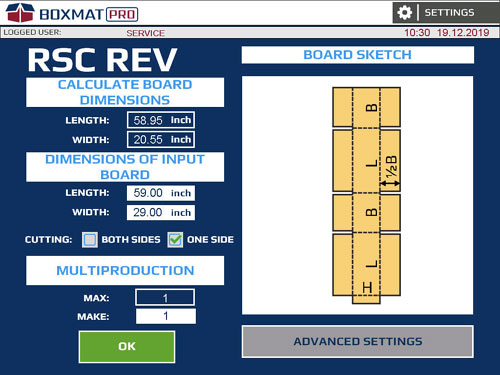
Ekrany w stylu "FEFCO" - opis na podstawie RSC (styl standardowy 201 REV)Poniżej znajdują się funkcje dostępne w konfiguracja ekrany dla RSC (FEFCO 0201 REV) standardowy styl .
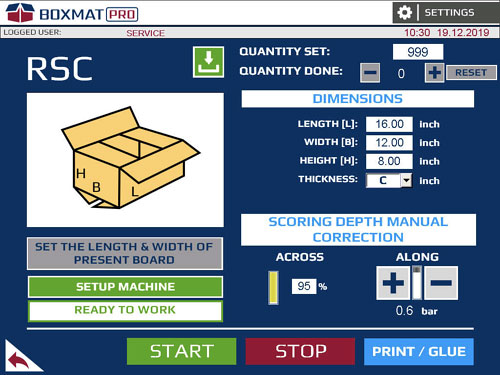
Rys. 39. Główny ekran konfiguracji stylu RSC
148. RSC - wybrany styl FEFCO .
149. ![]() - zapisuje bieżący pudełko do urządzenie pamięć.
- zapisuje bieżący pudełko do urządzenie pamięć.
150. ZESTAW ILOŚCIOWY - liczba pudełek do do wykonania.
151. ILOŚĆ ZROBIONYCH - liczba kartonów już zrobionych. Następnie do , jest przycisk RESET używany do resetowania licznika . Aby zmodyfikować ilość zrobionych liczników, proszę użyć przycisków PLUS/MINUS.
Po ukończeniu wymagana liczby z karton pudełka, maszyna będzie zatrzymać się. Do kontynuować produkcja, w RESET przycisk powinien być wciśnięty, inaczej to nie będzie możliwe aby rozpocząć nowy cykl
152. DŁUGOŚĆ - wewnętrzna długość skrzynka wymagana.
153. SZEROKOŚĆ - szerokość wewnętrzna skrzynki wymagana.
154. WYSOKOŚĆ - wewnętrzna wysokość skrzynka wymagana.
155. THICKNESS - a field where the thickness of the cardboard from which the board is made, should be entered.
156. SCORING DEPTH MANUAL CORRECTION - głębokość punktacji wiązki w % :Ustawienie ustawienie dla głębokości głębokości głębokości w w poprzek wynik powinien być w zakresie 0% do 100%
- wartość 0% - bez punktacji pomiędzy slotami;
- wartość 100% - max punktacja głębokość między szczelinami;
157. RĘCZNA KOREKTA GŁĘBOKOŚCI PUNKTACJI - + i - Przyciski do regulacji głębokości wzdłuż punktacji na planszy:
The ustawienie dla w głębokość z w wyniki powinien być wybrany według preferencje.
158. USTAWIENIE DŁUGOŚCI I SZEROKOŚCI PRESENT BOARD - ten przycisk otwiera ekran (rys. 37), aby dodać wejście rozmiar arkusza.
159. SETUP MACHINE - gdy wszystkie wymiary zostały dodane również rozmiar arkusza ten przycisk przesuwa wszystkie narzędzia do ich prawidłowe pozycje.
160. MACHINEIS NOT SET - this indicates that not all information has been entered or machine is not setup. It will change to READY TO WORK when all is set.
161. START - uruchamia automatyczną skrzynkę produkcji w bieżącym stylu .
162. STOP - zatrzymuje maszynę PO przejściu całej płyty .
163. PRINT/GLUE (lub PRINTING) - ten przycisk otwiera ekran do ustawiania parametrów drukowania (rys. 40) (opcja).
164. ![]() - to przycisk powraca do poprzedni ekran.
- to przycisk powraca do poprzedni ekran.
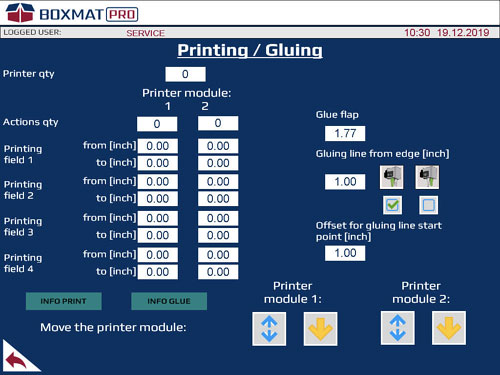
Rys. 40. Ustawienia drukowania (opcja).
165. Ilość drukarek - Liczba drukarek zainstalowanych na urządzeniu (opcja).
The maszyna może pomieścić 1 lub drukarki.
166. Działanie ilość - a pole z możliwość ustawienia druku pola na kartonie
The maksymalna liczba wydruków wynosi 4.
167. Pole drukowania [1...4] - od - określa pozycję na płycie gdzie drukuje głowicę podnieść do góry (opcja).
168. Drukowanie pole [1...4] - do - określa pozycję na planszy gdzie drukowanie głowica przesunięcie w dół (opcja).
169. Moduł drukarki 1 / 2 - pola wyboru modułu drukarki (1 lub 2) (opcja).
170. Przesunąć moduł drukarki 1 (opcja):
- winda góra/dół w moduł drukarki
- lub
 wskazuje pozycja z drukarka moduł
wskazuje pozycja z drukarka moduł
171. Przesunąć drukarkę moduł 2 (opcja):
- winda góra/dół w moduł drukarki
- lubwskazuje pozycja z moduł drukarki
172. ![]() - to przycisk powraca do poprzedni ekran.
- to przycisk powraca do poprzedni ekran.
Rys. 41. Ekran konfiguracji stylu RSC - wymiary płyty.
173. Grafika przedstawiająca gotową płytę w wybranym stylu FEFCO.
174. DŁUGOŚĆ - wymagana długość płyty.
175. SZEROKOŚĆ - wymagana szerokość płyty.
176. LENGTH (Długość ) - proszę wprowadzić długość arkusza wejściowego.
177. WIDTH (Szerokość ) - proszę wprowadzić szerokość arkusza wejściowego.
178. CUTTING - odcinanie złomu:
- OBIE STRONY
- JEDNA STRONA
179. MAX - pokazuje liczbę bieżących pól, które można utworzyć z długości bieżącego arkusza.
180. MAKE - proszę wprowadzić liczbę pól wymaganych z arkusza. Wartość może być niższa lub równa wartości MAX.
181. OK - akceptacja wszystkich wartości wprowadzonych na ekranie i powrót do poprzedniego ekranu (rys. 39).
182. USTAWIENIA ZAAWANSOWANE - przycisk otwiera ekran wyświetlający ustawienia zaawansowane dla bieżącej skrzynki (rys. 42).
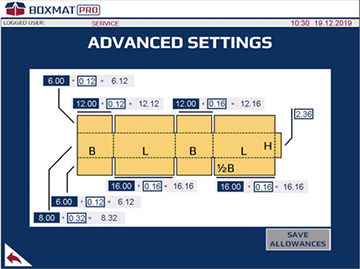
Rys. 42. Ekran konfiguracji stylu RSC - ustawienia zaawansowane
183. Niebieskie pole - aktualna wartość długości kartonu bez naddatków (Rys. 42 - 1)
184. Białe pole - wartość dodatku (Rys. 42 - 2)
185. Szare pole - całkowita wartość długości panelu kartonu (Rys. 42 - 1) Przycisk ZAPISZ NADWYŻKI - naciśnięcie przycisku powoduje zapisanie nadwymiaru do bazy danych nadwymiarów. Zmiany dokonane w naddatkach zostaną przywrócone do poprzednich wartości po wyjściu ze stylu. W celu zapisania naddatków na stałe, proszę nacisnąć przycisk SAVE ALL OWANCES przez około 1 sekundę, zapisane naddatki zostaną potwierdzone komunikatem (Rys. 43).
Rys. 43. Okno potwierdzenia zapisanych uprawnień
The przycisk jest aktywny po logowanie do operatora konto.
Ekrany Freestyle
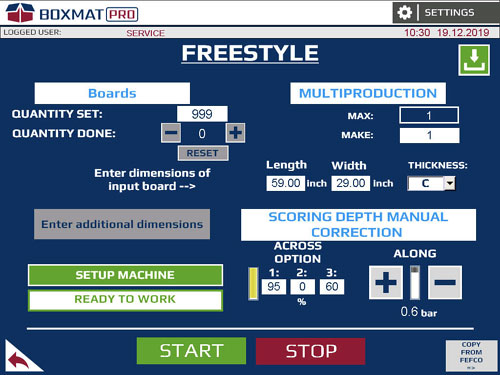
Rys. 44. Główny ekran konfiguracji Freestyle
186. Zapisz recepturę - ten przycisk zapisuje aktualnie skonfigurowane parametry pola do pamięci urządzenia.
187. QUANTITY SET - a field where the specified number of boxes to be made in automatic mode can be entered; this is activated by pressing START
188. QUANTITY DONE - a field displaying the current number of cartons made in the automatic cycle. Next to it is a RESET button used to reset the count of the cardboard xml-ph-0031@deepl.
Po uzupełnianie w zestaw liczba z karton pudełka, w maszyna będzie zatrzymać się. Do kontynuować produkcja, w RESET przycisk powinien proszę nacisnąć, inaczej to będzie nie być możliwe do start a nowy cykl.
189. LENGTH - a field where the length of the input board, from which the cardboard box is to be cut, can be entered.
190. WIDTH - a field where the width of the input board, from which the cardboard box is to be cut, can be entered.
191. THICKNESS - thickness of the input board, from which the cardboard box is to be cut.
192. MAX - pole w , które maksymalna możliwa liczba pól do być wykonane, wzdłuż jego długości - i w kolejne wieloprodukcyjne z jednego wejścia plansza - jest wyświetlana.
193. MAKE - a field where the number of boxes can be entered which are to be made in multi-production from one input board along its length. This value may be lower or equal xml-ph-0031@d
194. SCORING DEPTH MANUAL CORRECTION - beam scoring depth in [%].
The ustawienie dla w głębokość z w wyniki powinien być w zakres 0% do 100%:
- Wartość 0% - bez punktacji w poprzek.
- Wartość 100% - głębokie punktowanie w poprzek.
195. INSTRUKCJA GŁĘBOKOŚCI PUNKTACJI KOREKTA - + i - Przyciski umożliwiają regulację głębokości punktacji wzdłuż (wzdłuż) pola:
- plus - a głębszy wynik;
- minus - a płytszy wynik .
The ustawienie z w głębokość z w wzdłuż i w poprzek wyniki powinien można wybrać eksperymentalnie w zależności od potrzeb.
196. ENTER DODATKOWE WYMIARY - Ten przycisk otwiera pole ekran konfiguracji w Freestyle - ekran pierwszej konfiguracji (rys. 45).
197. SET UP MACHINE - przycisk przesuwa wszystkie dostępne maszyny siłowniki do set pozycji aby karton .
198. MASZYNA JEST NIE USTAWIONA / GOTOWA DO PRACY - informacje o pozycji siłowników maszyny . GOTOWA DO PRACY wskazuje , że maszyna jest gotowa do wykonania pola w wybranym stylu .
199. START - przycisk uruchamia cykl automatyczny skrzynki produkcji we Freestyle.
200. STOP - przycisk zatrzymuje automatyczną produkcję cykl pudełek, po cała deska przeszła przez maszynę.
201. Powrót - przycisk do powrotu do poprzedniego ekranu - Inne (rys. 23).
202. KOPIUJ Z FEFCO - przycisk kopiuje wartości z ustawienia z ostatnio używany FEFCO styl do Freestyle.
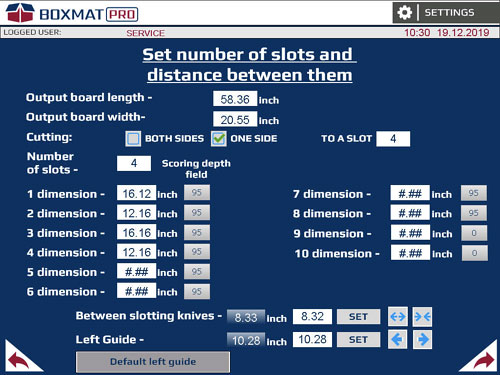
Rys.45. Ekran konfiguracji Freestyle - pierwszy ekran ustawień
203. Długość płyty wyjściowej - długość płyty wyjściowej płyty wyjściowej
204. Wyjście tablica szerokość - a pole w które do wpisać szerokość z wyjście format .
205. CIĘCIE - formatowanie wejścia kartonu na jednej lub obu stronach:
- BOTH SIDES - formatowanie kartonu wejściowego kartonu z dwoma nożami wzdłużnymi . Podwójne wytwarzanie odpadów ;
- ONE SIDE - formatowanie wejście karton z podłużnym nożem . Pojedyncze wytwarzanie odpadów .
The CIĘCIE opcja jest dostępny jeśli w następujący relacja jest spełnione wejście format jest większy niż obliczony format.
206. Cięcie w slot - formatowanie wejście karton wzdłuż szerokość z wzdłużnymi nożami od początek z format do wybrany wynik poprzeczny. Wprowadzenie wartości 0 w szczelinie polu cięcia spowoduje format format format wzdłuż całej długości.
207. Liczba szczelin - a pole gdzie zestaw liczba cięć dla noży do wycinania z kartonu jest określona.
208. Wymiar 1 ... 10 - pola w które odległość między kolejnymi cięciami z szczelinowaniem noże należy wprowadzić.
209. Punktacja głębokość pole - a wybór z punktacja głębokość z punktacja belka (rys. 46).
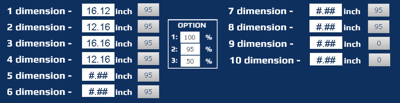
Rys. 46. Okno OPCJI - głębokość belki punktującej.
210. Proszę ustawić skrzynkę pozycję - proszę wprowadzić odległość na którą szczelinowanie noże powinny być rozstawione.
211. Przycisk Ustaw - uruchamia szczelinowanie ruch noży do pozycji jako wprowadzonej w polu Ustaw .
212. te przyciski zmiana w pozycja z w szczelinowanie noże. Proszę nacisnąć i trzymać do ruch:
- szczelinowanie noże ruch rozdzielić się powoli
- w szczelinowanie noże ruch powoli bliżej.
The pozycja z w szczelinowanie noże jest mierzony jako w odległość z front z ton lewy nóż do w front z w prawo nóż. The noże slajd w dół do w centrum z w maszyna równo lub ruch oprócz z centrum z maszyna. Rozstaw z w ostrza w ramach w zakres 2¾" do 78 ¾" jest możliwe.
Kiedy jeden z w przyciski wyświetlacze a żółty strzałka, to wskazuje że w szczelinowanie noże mieć osiągnęły swoje cel podróży.
213. Bieżąca pozycja - pole wyświetla bieżącą pozycję prowadnicy.
214. Pole ustawień - pole, w którym można wprowadzić pozycję, w której ma zostać ustawiona lewa prowadnica tablicy.
215. Set (Ustaw) - ten przycisk przesuwa lewą prowadnicę do pozycji w polu "Set box" (Ustaw).
216. Przewodnik pokładowy ![]() Proszę nacisnąć i przytrzymać te przyciski, aby zmienić pozycję lewej, automatycznej prowadnicy.
Proszę nacisnąć i przytrzymać te przyciski, aby zmienić pozycję lewej, automatycznej prowadnicy.
The pozycja z lewy ogranicznik jest mierzony jako w odległość z wewnętrzny ściana z w ogranicznik do w centrum z w maszyna. To jest możliwe ustawić ogranicznik w obrębie w zakres 1 ¾" do 47”.
Kiedy jeden z w przyciski wyświetlacze a żółty strzałka, to wskazuje że w lewy przewodnik jest w an ekstremalny pozycja i ma osiągnięty jego wyznaczone stanowisko.
217. Domyślna lewa prowadnica - przywraca domyślną pozycję ogranicznika .
218. Powrót - Ten przycisk powoduje powrót do poprzedniego ekranu - Freestyle ekranu ustawień - głównego (rys. 44).
219. Forward - Ten przycisk otwiera następny ekran - Freestyle set-up screen(Rys. 47).
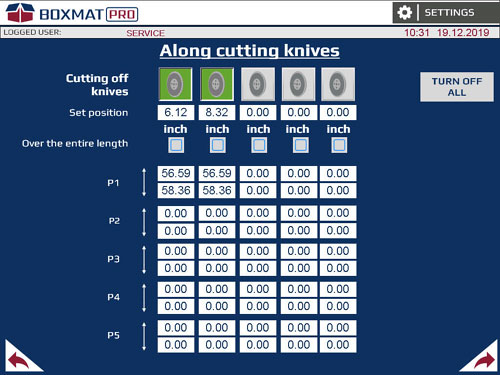
Rys. 47. Ekran konfiguracji Freestyle - drugi ekran ustawień
220. Grafika przedstawiająca noże wzdłużne dostępne. Grafika noża wzdłużnego podświetlona na zielono wskazuje aktywne narzędzie wzdłużne używane w cyklu produkcyjnym . Liczba noży wzdłużnych dostępnych na ekranie może różnić się w zależności od wybranego trybu cięcia (z prawej lub z obu stron) lub braku cięcia.
The maszyna może uchwyt 4, 6 lub 8 noże. The maksimum liczba z w obsługiwany noże zależy na w dodatkowy opcje z maszyna.
Pola wyświetlają ustawioną pozycję noża tnącego noża wzdłużnie względem do lewej krawędzi wyjścia formatu . W tym polu , jest możliwe do wprowadzenia pozycji w której każdy nóż jest xml-ph-0030@deepl.interna.
The noże powinien być rozstawiony w w ten sam zamówienie jako przedstawiony w grafika, inaczej a wiadomość "Źle dane dla w noże" powinien proszę wyświetlić.
221. Over the entry length - włączenie wybranej opcji cięcia nożem wzdłużnym na całej długości formatu wyjściowego.
222. Cięcie wzdłużne P [1...5] - pola wyświetlające profile cięcia dla każdego noża wzdłużnego:
- Punkt początkowy P [1...5] - wartość wyświetlana w tym polu wskazuje miejsce na formatce (lub fragmencie formatki przeznaczonym dla pola), w którym nóż zostanie opuszczony mierząc od początku formatki.
- Punkt końcowy P [1... 5] - wartość wyświetlana w tym polu oznacza miejsce na formatce (lub fragmencie formatki przeznaczonym na skrzynkę), w którym zostanie podniesiony nóż mierząc od początku formatki.
223. Wyłącz wszystkie przyciski - przycisk dezaktywuje i resetuje wszystkie pola dla aktywnych noży wzdłużnych.
224. Powrót - przycisk powoduje powrót do poprzedniego ekranu - ekran konfiguracji Freestyle - ekran pierwszych ustawień (rys. 47)
225. Do przodu - przycisk przenosi do następnego ekranu - Ekran ustawień Freestyle - trzeci ekran ustawień (rys. 49).
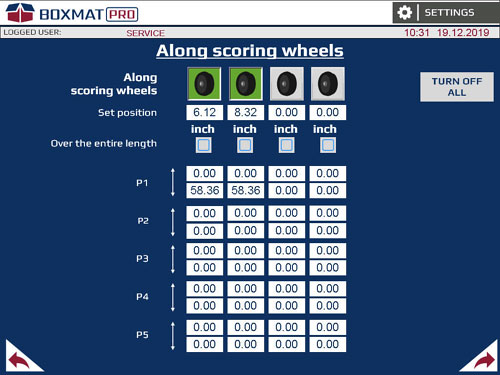
Rys. 48. Ekran konfiguracji freestyle - trzeci ekran ustawień
226. Grafika przedstawia dostępne koła punktujące. Grafika punktacji wzdłużnej podświetlona na zielono wskazuje aktywne narzędzie wzdłużne używane w cyklu produkcyjnym.
Urządzenie może obsłużyć do 6 scoringów koła
227. Pola wyświetlają ustawioną pozycję podłużnego wyniku w stosunku do lewej krawędzi formatu wyjściowego. W tych polach można wprowadzić pozycję dla każdego wyniku, w którym ma on zostać ustawiony.
Rolki powinny być rozmieszczone w tym samym w kolejności przedstawionej na grafice, w przeciwnym razie zostanie wyświetlony komunikat "Nieprawidłowe dane dla wyników".
228. Na całej długości - włącza opcję punktacji z wybraną punktacją wzdłużną na całej długości formatu wyjściowego.
229. Longitudinal sing P [1... 5] - pola wyświetlają profile punktacji dla każdego koła punktowanego wzdłużnie:
- Punkt startowy P [1...5] - wartość wyświetlana w tym polu wskazuje miejsce na formacie (lub fragmencie formatu przeznaczonym na pole), w którym koło punktacji zostanie opuszczone mierząc od początku formatu.
- Punkt końcowy P [1... 5] - wartość wyświetlana w tym polu wskazuje miejsce na formacie (lub fragmencie formatu przeznaczonym na pole), w którym koło punktacji zostanie podniesione mierząc od początku od formatu.
230. Wyłącz wszystkie przyciski - dezaktywuje i zeruje wszystkie pola dla aktywnych wyników wzdłużnych.
231. Powrót - przycisk umożliwiający powrót do poprzedniego ekranu - ekran konfiguracji Freestyle - drugi ekran ustawień (rys. 45).
232. Do przodu - przycisk umożliwiający przejście do następnego ekranu - Ekran ustawień Freestyle - czwarty ekran ustawień (rys. 49).
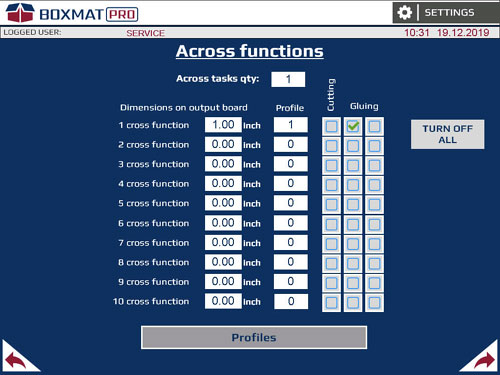
Rys. 49. Ekran konfiguracji freestyle - czwarty ekran ustawień
233. Across on output board - liczba działań poprzecznych zastosowanych na kartonie.
234. 1...10 ruchów poprzecznych - (gdzie 1 - to pierwszy ruch poprzeczny, 2 - to drugi ruch poprzeczny itd.) pola, w którym należy wprowadzić odległości między kolejnymi ruchami poprzecznymi.
Mierzony jest pierwszy ruch poprzeczny jako odległość ostrza od początku formatu wyjściowego.
235. Przycisk Profiles (Profile) - przypisanie wybranego profilu ruchu do danej akcji poprzecznej. Zakres ruchu dla danego profilu jest dostępny po naciśnięciu przycisku Profile ruchu poprzecznego.
236. Pola Cięcie i Klejenie (opcja) - przypisanie akcji dla ruchu bocznego.
Do każdej akcji można przypisać tylko jedną akcję ruch boczny.
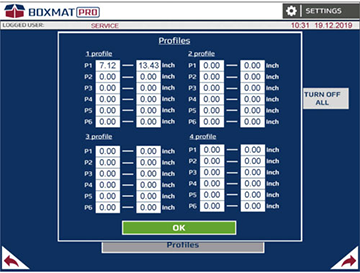
Rys. 50. Ekran konfiguracji Freestyle - czwarty ekran ustawień - okno profili ruchu poprzecznego
237. Profil 1...4 - profile ruchu dla poprzecznego ruchu narzędzia:
- Punkt początkowy P [1... 6] - miejsce opuszczania narzędzia poprzecznego,
- Punkt końcowy P [1... 6] - miejsce podnoszenia narzędzia poprzecznego.
238. Przycisk OK - przycisk zamykający okno Transverse Movement Profiles (Profile ruchu poprzecznego).
239. Powrót - przycisk umożliwiający powrót do poprzedniego ekranu - ekran konfiguracji Freestyle - trzeci ekran ustawień (rys. 48).
240. Do przodu - przycisk umożliwiający przejście do następnego ekranu - Ekran ustawień Freestyle - piąty ekran ustawień (rys. 51).
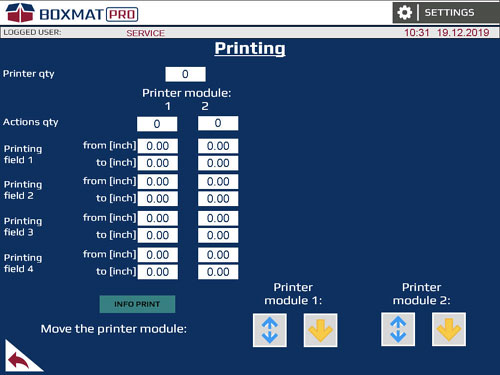
Rys. 51. Ekran parametrów drukowania (opcja)
241. Printer qty - liczba drukowanych pól na kartonie. Możliwe są maksymalnie cztery pola drukowania na jednym kartonie (opcjonalnie).
242. Actions qty - liczba drukowanych pól na kartonie. Możliwe są maksymalnie cztery wydrukowane pola na jednym kartonie (opcjonalnie).
243. Pole drukowania [1...4] - formularz - ustawia pozycję, od której rozpoczyna się drukowanie na formacie (opcjonalnie).
244. Pole drukowania [1...4] - do - ustawia pozycję, w której drukowanie kończy się na formacie (opcjonalnie).
245. Pola wyboru modułu drukowania (opcjonalnie).
246. Podnoszenie modułu drukującego 1 (opcjonalnie):
- Niebieska strzałka góra-dół - przycisk podnosi moduł drukujący;
- Żółta strzałka góra-dół - przycisk wskazuje, w której pozycji aktualnie znajduje się moduł drukujący.
247. Podnoszenie modułu drukującego 2 (opcjonalnie):
- Niebieska strzałka góra-dół - przycisk podnoszący moduł drukujący;
- Żółta strzałka góra-dół - przycisk wskazujący, w której pozycji aktualnie znajduje się moduł drukujący.
248. Powrót - przycisk umożliwiający powrót do poprzedniego ekranu - Ekran konfiguracji Freestyle - czwarty ekran ustawień (rys. 49) (opcjonalnie).
Produkcja pudełka we Freestyle
Freestyle pozwala użytkownikowi na niezależne ustawienie wszystkich parametrów związanych z cięciem deski.
Procedura produkcji FREESTYLE z tektury wzorowanej na stylu RSC:
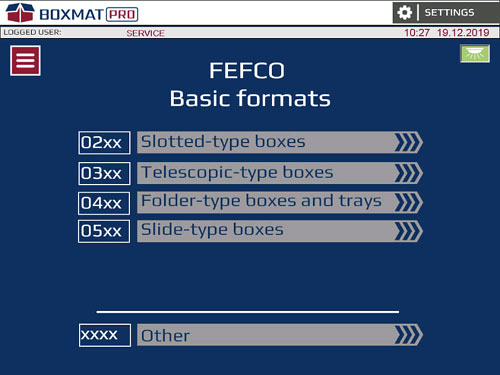
Rys.52. Ekran PODSTAWOWE KONSTRUKCJE
1. Na ekranie głównym - ekran KONSTRUKCJE PODSTAWOWE (rys. 52) proszę wybrać przycisk INNE.
Rys.53. Ekran "Inne
2. Na ekranie "Inne" (rys. 53) proszę wybrać przycisk Freestyle.
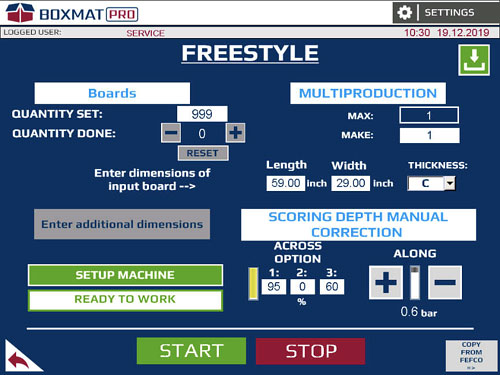
Rys.54. Ekran konfiguracji Freestyle - główny
3. W głównym oknie konfiguracji Freestyle należy wprowadzić następujące parametry:
- Liczba tablic do uzupełnienia ;
- Długość, szerokość i grubość płyty wejściowej ;
- Wzdłuż i Wzdłuż punktacja głębokość
4. Proszę nacisnąć "Wprowadź dodatkowe wymiary" - otworzy się pierwszy ekran z ustawieniami dla Freestyle.
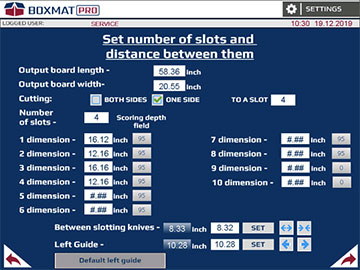
Rys.55. Ekran konfiguracji Freestyle - pierwszy ekran ustawień
5. Na pierwszym ekranie ustawień Freestyle należy wskazać następujące parametry:
- Wymiar (długość i szerokość) formatu wyjściowego;
- Liczba slotów;
- Dalsze wymiary między szczelinami
- Głębokość nacięcia poprzecznego dla poszczególnych szczelin;
6. W tym oknie noże szczelinowe powinny być odpowiednio rozmieszczone na całej szerokości, a lewa, automatyczna prowadnica powinna być ustawiona w żądanej pozycji.
7. Proszę nacisnąć przycisk Dalej - przejście do drugiego ekranu ustawień stylu dowolnego. ![]()
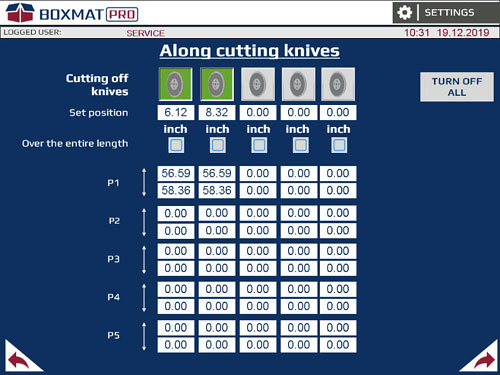
Rys. 53. Ekran konfiguracji Freestyle
8. Na drugim ekranie, Ustawienia Freestyle, należy wskazać następujące parametry:
- aktywować wymaganą liczbę noży wzdłużnych
- kompletne punkty cięcia wzdłużnego
9. Proszę nacisnąć przycisk Dalej - przejście do trzeciego ekranu ustawień stylu dowolnego. ![]()
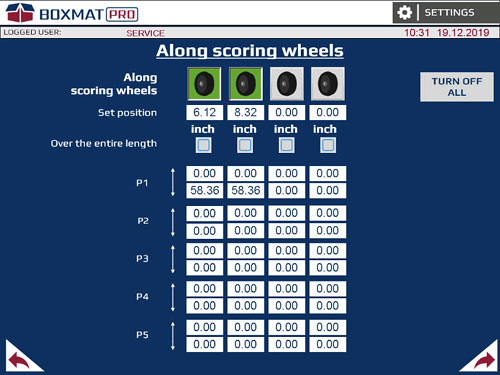
Rys. 54. Ekran konfiguracji Freestyle
10. Na trzecim ekranie Freestyle Settings należy wskazać następujące parametry:
- proszę aktywować wymaganą liczbę wyników podłużnych;
- kompletne punkty punktacji wzdłużnej
11. Proszę nacisnąć przycisk Dalej - przejście do czwartego ekranu ustawień stylu dowolnego. ![]()
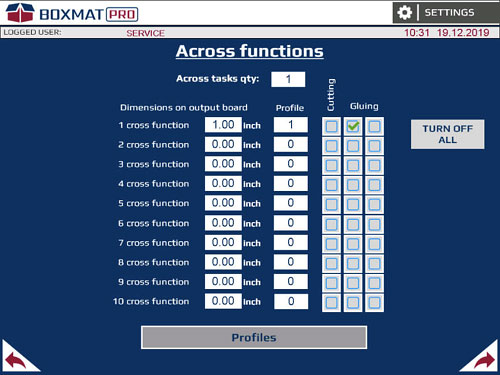
Rys. 55. Ekran konfiguracji Freestyle
12. Na ekranie czterech ustawień Freestyle należy wskazać następujące parametry:
- Funkcja krzyżowa zarządu
- Profile dla różnych funkcji;
- Pola wyboru Cięcie i klejenie (opcja) - przypisana akcja dla funkcji krzyżowej
13. Proszę wcisnąć Dalej - przejście do ostatniego ekranu Ustawień Freestyle ![]()
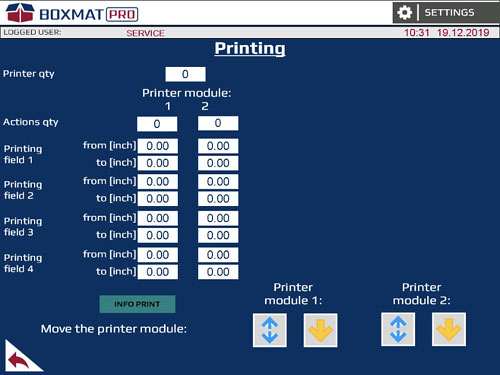
Rys. 56. Ekran ustawień drukowania (opcja)
14. Na ekranie ustawień drukowania należy wskazać następujące parametry (opcja):
- liczba drukarek
- liczba działań dla poszczególnych drukarek
- obszar drukowania - od [cali] i do [cali];
15. Proszę wrócić do głównego ekranu konfiguracji Freestyle.
16. Na głównym ekranie konfiguracji Freestyle proszę nacisnąć przycisk "SET THE MACHINE" i poczekać, aż komunikat "MACHINE NOT SET" zmieni się na "READY TO WORK".
17. Ustawić bufory wejściowe w pozycjach roboczych:
- Proszę rozsunąć rolki wejściowe tak, aby dwie z nich znajdowały się na końcach płyty, a trzecia na środku,
- Ustawić szczelinę pod rolkami, aby umożliwić przejście tylko jednego arkusza płyty.
18. Ręcznie ustawić prawą prowadnicę tak, aby prawie dotykała płyty.
19. Proszę umieścić jedną płytkę na stole i nacisnąć przycisk START na panelu dotykowym.
20. Po przecięciu, nacięciu i wysunięciu płyty proszę sprawdzić, czy długość, szerokość, nacięcia i nacięcia są zgodne z wymaganiami. W razie potrzeby wyregulować.
Produkcja pudełek w RSC (styl FEFCO 0201)
Procedura produkcji pudełek w stylu FEFCO na przykładzie RSC (0201).
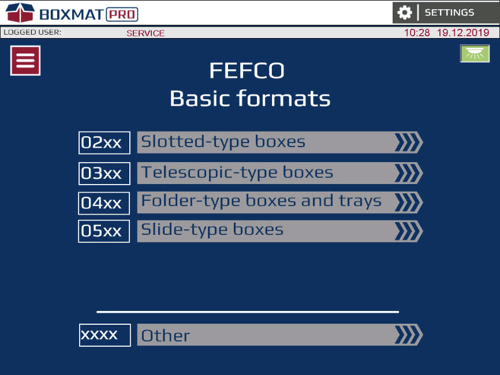
Rys. 57. Ekran PODSTAWOWE KONSTRUKCJE
1. Na ekranie głównym - KONSTRUKCJE PODSTAWOWE (rys. 57) proszę wybrać przycisk Skrzynki szczelinowe.
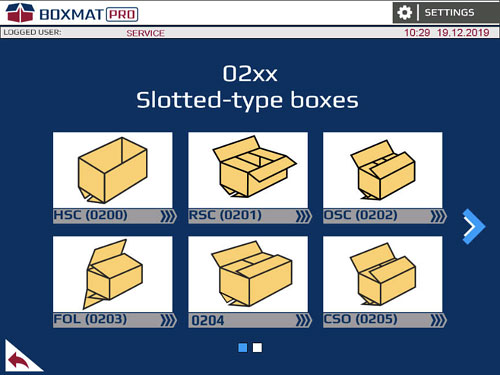
Rys.58. Ekran zawiera szablony dla stylów Flap Box FEFCO 2xx
2. Na pierwszym ekranie proszę wybrać przycisk RSC (0201).
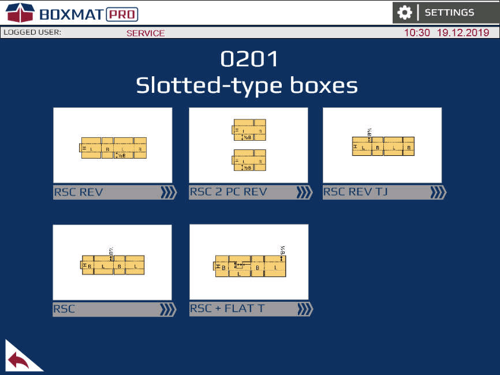
Rys. 59. Ekran zawiera szablony dla stylów Box 0201
3. Na pierwszym ekranie RSC (0201 REV) proszę wybrać przycisk RSC.
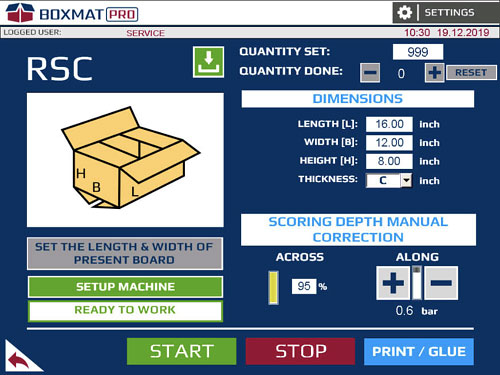
Rys. 60. Główny ekran konfiguracji stylu RSC
4. W głównym oknie konfiguracji stylu RSC proszę wprowadzić następujące parametry:
- Liczba plansz do uzupełnienia;
- Wewnętrzne wymiary pudełka i grubość kartonu;
-
Głębokość punktacji wzdłuż i w poprzek.
5. Proszę nacisnąć przycisk SET CURRENT LENGTH AND WIDTH OF THE BOARD - otworzy się pierwszy ekran ustawień dla stylu RSC. Kolejne ekrany umożliwiają wprowadzenie przesunięć (patrz sekcja 7.6).
6. Proszę nacisnąć przycisk DRUKOWANIE - otworzy się ekran ustawień drukowania. Proszę wprowadzić parametry drukowania. (proszę zapoznać się z sekcją 7.6).
7. Na głównym ekranie konfiguracji Freestyle proszę nacisnąć przycisk "SET THE MACHINE" i poczekać, aż komunikat "MACHINE NOT SET" zmieni się na "READY TO WORK".
8. Ustawić bufory wejściowe w pozycjach roboczych:
-
Proszę rozsunąć bufory tak, aby oba znajdowały się na końcach płytki, a trzeci w środkowej części, nad rolką.
-
Proszę ustawić szczelinę pod zderzakiem, aby umożliwić włożenie jednego arkusza kartonu. Jednocześnie proszę uniemożliwić włożenie dwóch arkuszy kartonu.
9. Ręcznie ustawić prawą prowadnicę tak, aby prawie dotykała płyty
10. Proszę umieścić jedną płytkę na stole i nacisnąć przycisk START na panelu dotykowym.
11. Po przecięciu, nacięciu i wysunięciu płyty proszę sprawdzić, czy długość, szerokość, nacięcia i nacięcia są zgodne z wymaganiami. W razie potrzeby wyregulować.
Procedura wymiany narzędzia
Procedura wymiany narzędzia jest następująca:
 UWAGA: Prace w strefie cięcia, nacinania lub transportu mogą być wykonywane przez wyłącznie przez przeszkolony personel z zachowaniem szczególnej ostrożności. W tych strefach istnieje zwiększone ryzyko obrażeń różnych części ciała.
UWAGA: Prace w strefie cięcia, nacinania lub transportu mogą być wykonywane przez wyłącznie przez przeszkolony personel z zachowaniem szczególnej ostrożności. W tych strefach istnieje zwiększone ryzyko obrażeń różnych części ciała.
 Wszystkie prace wykonywane podczas obsługi maszyny POWINNY być zawsze wykonywane w odpowiednich rękawicach ochronnych.
Wszystkie prace wykonywane podczas obsługi maszyny POWINNY być zawsze wykonywane w odpowiednich rękawicach ochronnych.
1. Proszę otworzyć tylne pokrywy urządzenia.

Rys. 56. Procedura wymiany narzędzia
2. Wysunąć trzpień montażowy. W przypadku trudnego dostępu proszę wysunąć rolki zapobiegające zgnieceniu.

Rys. 57. Procedura wymiany narzędzia
3. Usunąć uchwyt narzędzia.
Rys. 58. Procedura wymiany narzędzia
![]() Podczas wymiany ostrzy maszynki do golenia należy zwrócić szczególną uwagę na ostrze - uderzenie mechaniczne może je uszkodzić.
Podczas wymiany ostrzy maszynki do golenia należy zwrócić szczególną uwagę na ostrze - uderzenie mechaniczne może je uszkodzić.
4. Proszę wymienić narzędzie.

Rys. 59. Procedura wymiany narzędzia
5. Zamknąć tylne pokrywy urządzenia.

Rys. 60. Procedura wymiany narzędzia
6. Proszę nacisnąć przycisk RESET
7. Na ekranie parametrów maszyny proszę wybrać typ i orientację narzędzia, dla którego wprowadzono zmiany na maszynie.
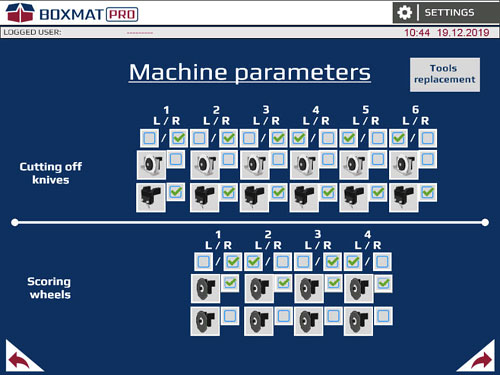
Rys. 61. Ekran parametrów maszyny
Tryb cięcia deski
Poniżej przedstawiono procedurę cięcia płyty:
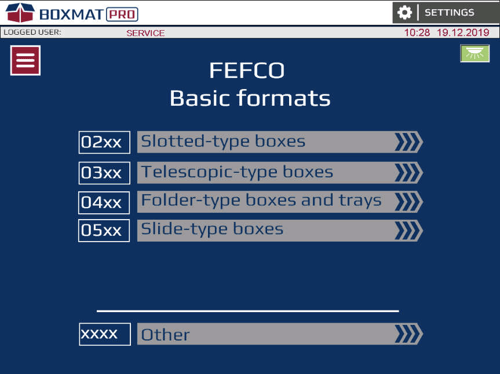
Rys. 62. Ekran "KONSTRUKCJE PODSTAWOWE"
1. Na ekranie głównym - ekranie KONSTRUKCJE PODSTAWOWE - proszę wybrać przycisk INNE.
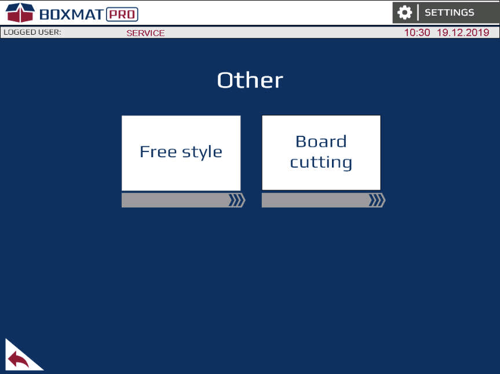
Rys. 63. Ekran "Inne"
2. Na ekranie "Inne" proszę wybrać przycisk cięcia płyty.
3. Aby wyciąć formularz, proszę wprowadzić wartość pozycji dla ogranicznika, a następnie nacisnąć przycisk SET.
4. Ustawić bufory wejściowe w ich pozycjach roboczych:
- Proszę rozsunąć zderzaki tak, aby oba znajdowały się na końcach formy, a trzeci znajdował się w środkowej części nad wałkiem,
- Proszę ustawić szczelinę pod buforem, aby umożliwić włożenie do niego jednego arkusza kartonu, jednocześnie uniemożliwiając włożenie dwóch arkuszy kartonu.
5. Ręcznie ustawić prawy ogranicznik tak, aby prawie przylegał do formy, pozostawiając 0,04" luzu, aby zapobiec zakleszczaniu się form między ogranicznikami.
6. Proszę wprowadzić pozycje noży tnących, odpowiadające szerokościom formularzy wyjściowych, w polach oznaczonych CUTTING KNIVES / SET VALUES .
7. Po wprowadzeniu żądanych pozycji noży, proszę nacisnąć przycisk SETUP (SPACING OF SCORES AND KNIVES).
Rozpoczęcie procedury konfiguracji rowki/wyniki i noże zasygnalizują zmianę na przycisk podświetlenia, oznaczony WYNIKI I NOŻE.
8. Po zakończeniu operacji rozstawiania proszę opuścić noże tnące odpowiedzialne za cięcie formy, naciskając ikonę danego noża. Opuszczany nóż zostanie zaznaczony na zielono.
9. Proszę wprowadzić liczbę formularzy wejściowych.
10. Proszę umieścić jeden formularz na stole i nacisnąć przycisk START na panelu dotykowym.
11. Zakończenie cyklu następuje po wykonaniu ustawionej liczby formularzy wejściowych lub po naciśnięciu przycisku STOP.
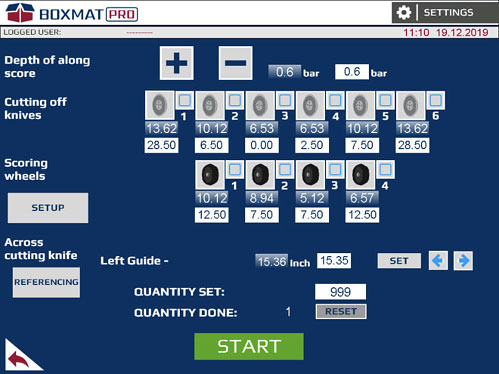
Rys. 64. Ekran do cięcia desek
Przepisy - Opis okna przepisów
Aby otworzyć okno receptury, proszę postępować w następujący sposób:
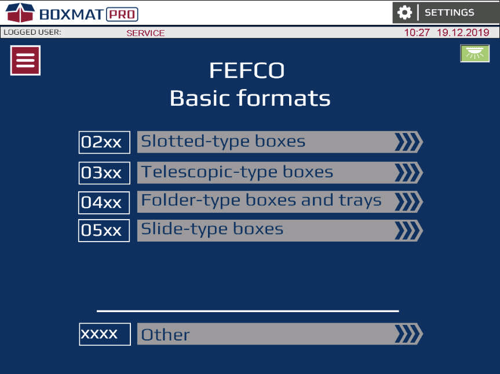
Rys. 65. Ekran "KONSTRUKCJE PODSTAWOWE"
1. Na ekranie głównym - ekranie STRUKTURY PODSTAWOWE - proszę wybrać ikonę logowania
2. Na ekranie logowania proszę wybrać przycisk Recipes.

Rys. 66. Ekrany logowania, receptur i statystyk produkcji
3. Na ekranie Logowanie, formuły i statystyki produkcji proszę wybrać przycisk Receptury.
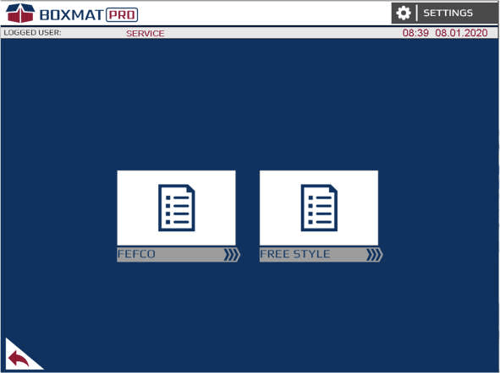
Rys. 67. Receptury FEFCO i ekran wyboru ANY STYLE/FREE STYLE.
4. Na ekranie Receptury proszę wybrać jedną z dostępnych grup receptur, takich jak receptury FEFCO.
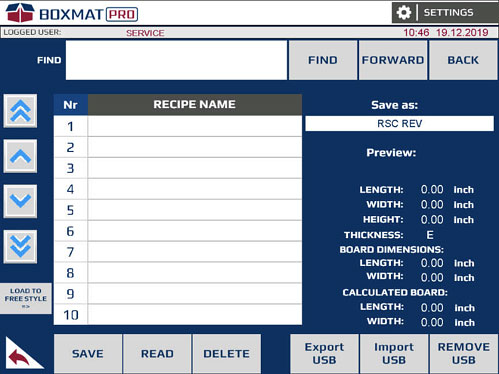
Rys. 68. Ekran przepisów FEFCO
5. Ekran receptur jest podzielony na dwa główne obszary:
- lista przepisów i
- informacje o zapisanym stylu.
6. W lewej części ekranu znajduje się lista receptur z recepturami utworzonymi przez użytkownika, a także przyciski do zapisywania, odczytywania i usuwania receptur. Po lewej stronie listy receptur znajdują się przyciski umożliwiające przewijanie listy receptur w dół.
7. W prawej części ekranu wyświetlane są podstawowe informacje dotyczące:
- wymiary wewnętrzne zapisanego pudełka (długość, szerokość, wysokość i grubość tektury, z której zostało wykonane) - Pola dostępne w RECEPTACH FEFCO.
- wymiary formularza wejściowego (długość, szerokość).
- wymiar obliczanego formularza (długość, szerokość).
8. Opis pól i przycisków na ekranie receptur:
- USB Export - tworzenie kopii receptur na pamięci przenośnej, takiej jak pendrive;
- Import USB - przywracanie kopii receptur zapisanych na pamięci przenośnej, takiej jak pendrive;
- REMOVE USB - bezpieczne usuwanie pamięci przenośnej, takiej jak pen-drive;
- FIND - wyszukiwanie według nazwy receptury określonej w polu wyszukiwania;
- FORWARDS - wyszukiwanie receptury w przód na liście receptur, z nazwą wprowadzoną w polu wyszukiwania;
- BACKWARDS - wyszukiwanie przepisu wstecz na liście przepisów, z nazwą wprowadzoną w polu wyszukiwania;
- SAVE (Zapisz) - umożliwia zapisanie przepisu na liście przepisów;
- READ - Wczytanie receptury i automatyczne przeniesienie jej do okna stylu FEFCO lub stylu Free;
- DELETE - Usuwa wybraną recepturę z listy receptur. Aby usunąć wybraną recepturę, proszę przytrzymać przycisk przez 1 sekundę.
- SAVE AS - Właściwa nazwa utworzonej receptury stylu;
- LOAD TO FREE STYLE - Skopiuj przepis FEFCO do stylu dowolnego (opcja dostępna na ekranie Przepis FEFCO);
- PREVIEW (Podgląd) - wyświetla typ receptury.
Przepisy - Zapisywanie przepisu - Styl FEFCO
Procedura zapisywania receptury w stylu FEFCO jest następująca:
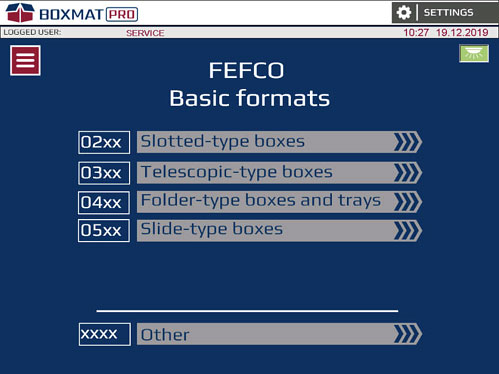
Rys. 69. Ekran "KONSTRUKCJE PODSTAWOWE"
1. Na ekranie głównym - ekranie KONSTRUKCJE PODSTAWOWE - proszę wybrać na przykład 02xx Flap Boxes.
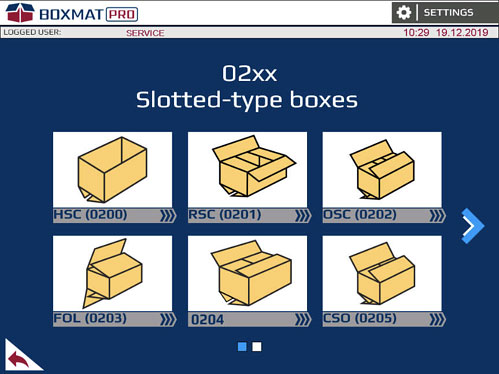
Rys. 70. Ekran 02xx Skrzynki klap
2. Następnie proszę wybrać styl pola, np. RSC (0201)
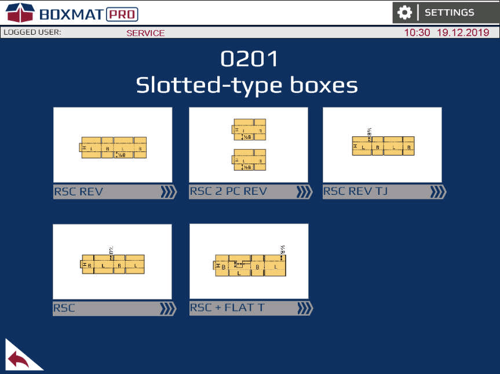
Rys. 71. Ekran stylu 0201
3. Proszę wybrać typ formatu dla pola, np. RSC
4. Po wprowadzeniu wewnętrznych wymiarów skrzynki, proszę nacisnąć przycisk "SET LENGTH AND CURRENT FORM", podając wymiary formy wejściowej, a następnie, po potwierdzeniu przyciskiem OK, "SET THE MACHINE".
Po pojawieniu się komunikatu "GOTOWY DO PRACY" proszę użyć przycisku z białą strzałką na zielonym tle, który znajduje się w górnej części ekranu danego stylu FEFCO, aby zapisać przepis w pamięci urządzenia.
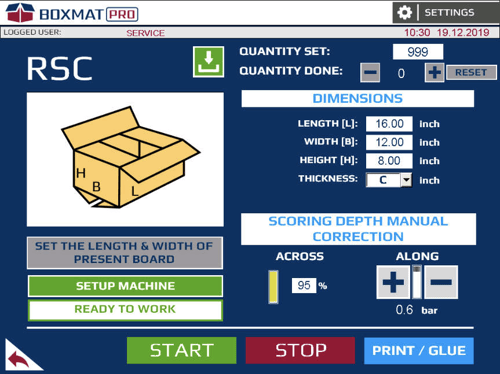
Rys. 72. Ekran przepisów FEFCO
5. Po naciśnięciu przycisku automatycznie otworzy się okno receptury dla stylu FEFCO.
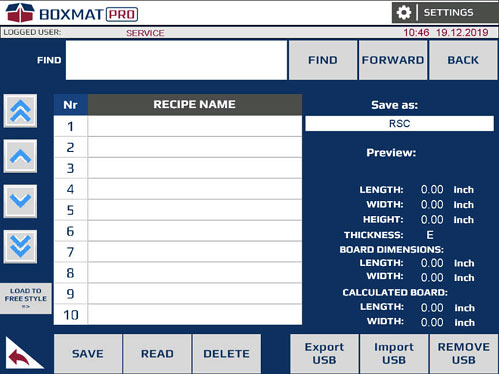
Rys. 73. Ekran przepisów FEFCO
6. Następnie proszę wpisać nazwę receptury w polu "Zapisz pod nazwą", np. "RSC".
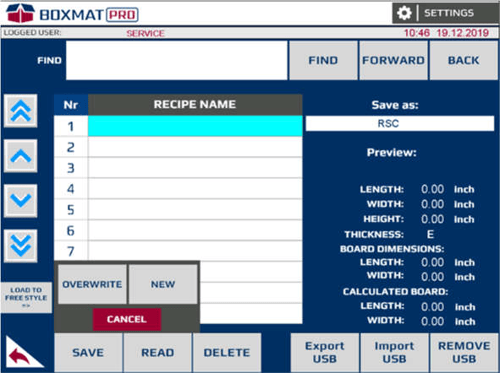
Rys. 74. Ekran przepisów stylu FEFCO
7. Aby zapisać recepturę pod daną nazwą, proszę nacisnąć przycisk SAVE, a następnie wybrać jedną z dwóch dostępnych opcji zapisu. Opcja OVERWRITE zastępuje recepturę lub inny obszar zaznaczony na liście. Opcja NEW zapisuje przepis jako nową pozycję na liście przepisów FEFCO.
Opcja OVERWRITE usuwa nadpisana receptura bez możliwości jej przywrócenia.
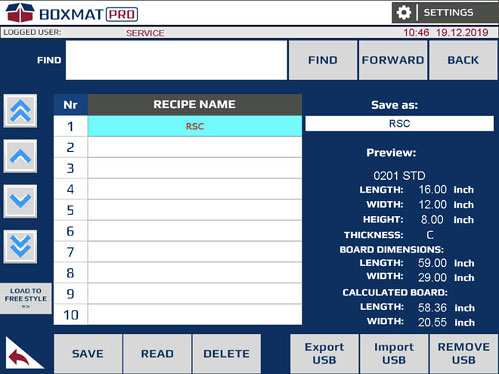
Rys. 75. Ekran FEFCO Style Recipes z zapisaną recepturą
8. Rysunek przedstawia prawidłowo zapisaną recepturę w stylu FEFCO.
Przepisy - Przepisy na oszczędzanie - Free Style
Procedura zapisywania receptury w stylu FREE jest następująca:
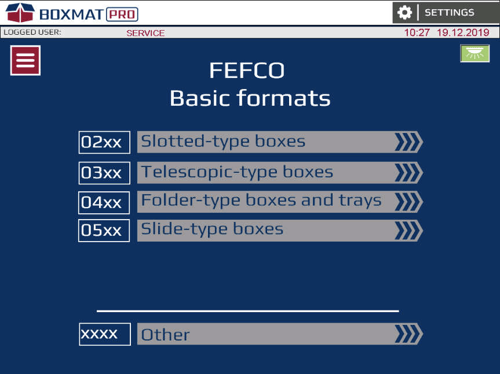
Rys. 76 Ekran "KONSTRUKCJE PODSTAWOWE"
Na ekranie głównym - ekranie KONSTRUKCJE PODSTAWOWE, proszę wybrać przycisk INNE.
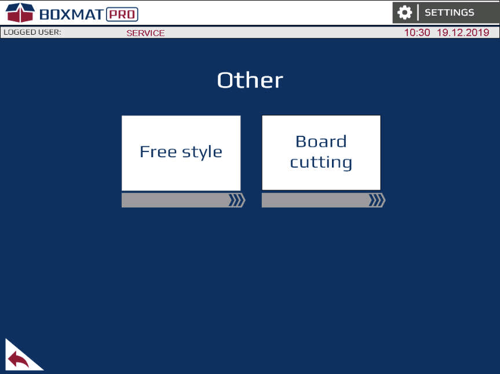
Rys. 77. Ekran "INNE".
1. Na ekranie Inne proszę wybrać przycisk FREE STYLE.
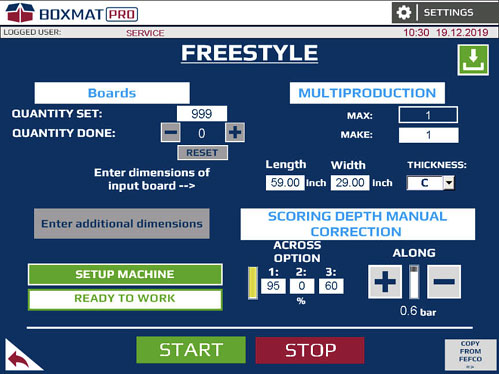
Rys. 78. Widok ekranu Dowolny styl
2. Proszę wprowadzić wartości pozycji dla używanych narzędzi i "USTAWIĆ MASZYNĘ".
3. Następnie proszę nacisnąć przycisk z białą strzałką na zielonym tle, znajdujący się w prawym górnym rogu ekranu Free Style.
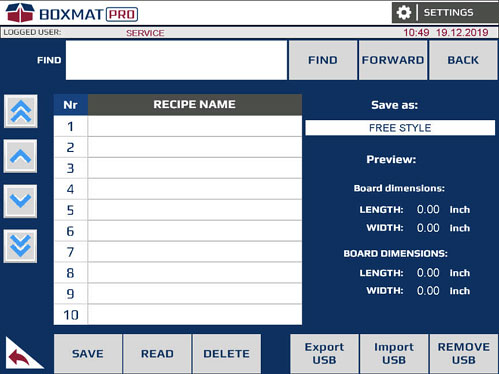
Rys. 79. Ekran receptur stylu dowolnego
4. Po naciśnięciu przycisku automatycznie otworzy się okno receptury dla Free Style.
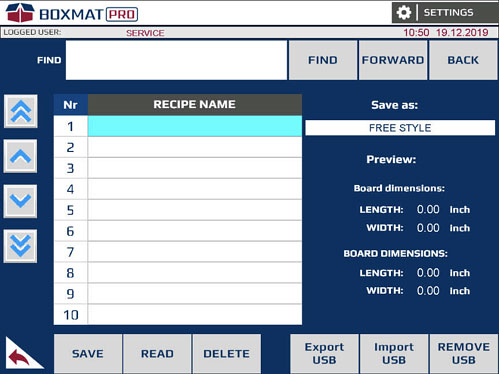
Rys. 80. Ekran receptur stylu dowolnego.
5. Następnie proszę wpisać nazwę przepisu w polu "Zapisz pod nazwą".
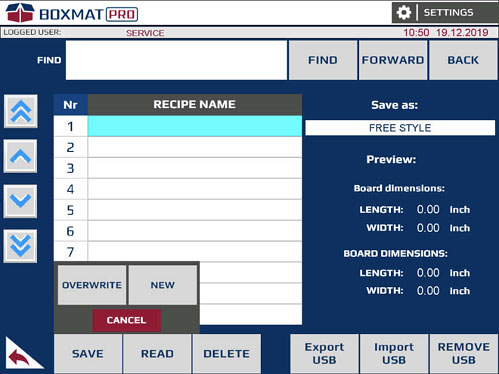
6. Aby zapisać recepturę pod daną nazwą, proszę nacisnąć przycisk ZAPISZ, a następnie wybrać jedną z dwóch dostępnych opcji zapisu. Opcja OVERWRITE zastępuje przepis lub inny obszar zaznaczony na liście. Opcja NEW powoduje zapisanie przepisu jako nowej pozycji na liście przepisów Free Style.
Opcja OVERWRITE usuwa nadpisana receptura bez możliwości jej przywrócenia.
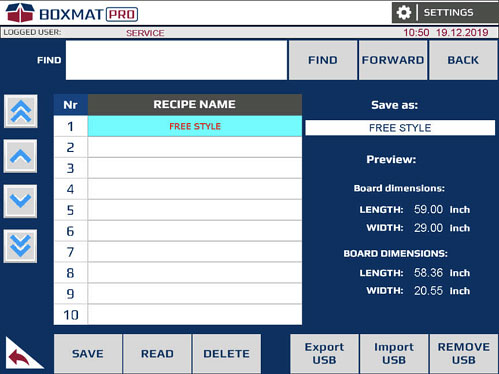
Rys. 82. Ekran receptur Free Style z zapisaną recepturą
8. Przedstawia poprawnie napisany przepis w stylu dowolnym.
Przepisy - Czytanie przepisów
Poniżej przedstawiono procedurę ładowania receptury:
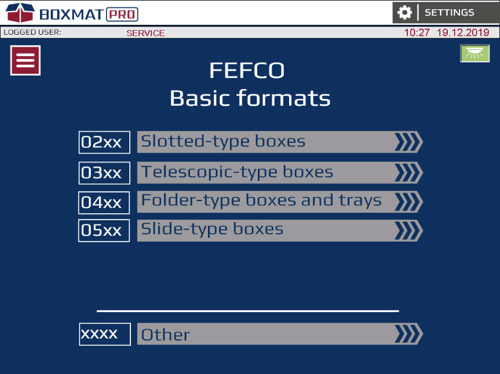
Rys. 83. Ekran "KONSTRUKCJE PODSTAWOWE"
1. Na ekranie głównym - ekranie KONSTRUKCJE PODSTAWOWE - proszę wybrać przycisk MENU.
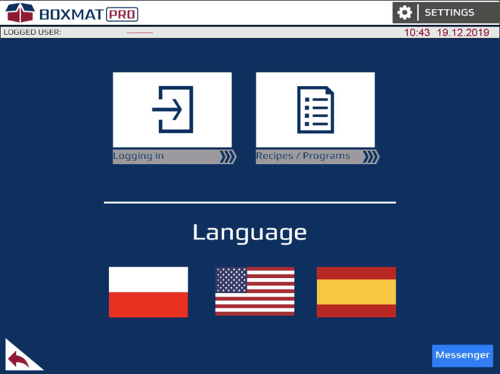
Rys. 84. Ekrany logowania, receptur i statystyk produkcji
2. Na ekranie Logowanie, formuły i statystyki produkcji proszę wybrać przycisk Receptury.
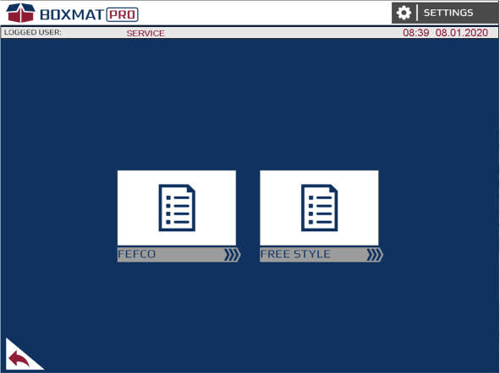
Rys. 85. Ekran wyboru receptur FEFCO i ekran wyboru FREE STYLE
3. Aby odczytać przepis ze Stylu FEFCO lub Stylu Dowolnego, proszę wybrać odpowiednią ikonę.
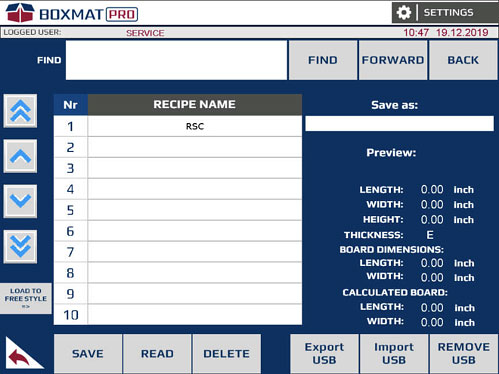
Rys. 86. Ekran przepisów FEFCO.
4. Proszę wybrać recepturę do załadowania. Wybrana receptura zostanie podświetlona na niebiesko.
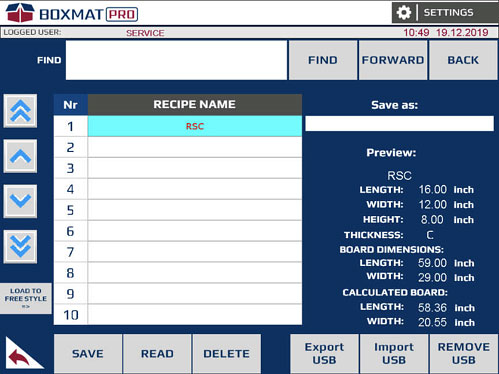
Rys. 87. Ekran przepisów FEFCO
5. Następnie proszę nacisnąć przycisk READ.
6. Po załadowaniu receptury system przenosi użytkownika do aktualnie załadowanego stylu z receptur FEFCO. Jednak odczytanie formuł z receptury Free Style powoduje przejście użytkownika do ekranu Free Style.
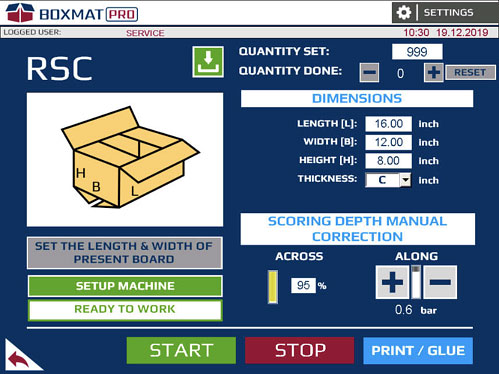
Rys. 88. Ekran RSC
Alarmy, komunikaty o błędach i awarie
Jeśli urządzenie nie działa, gdy jest to wymagane, prawdopodobnie coś zostało przeoczone. W takim przypadku na panelu HMI zostaną wyświetlone komunikaty o błędach.
ZATRZYMANIE AWARYJNE - maszyna została zatrzymana przez aktywację przycisku ZATRZYMANIA AWARYJNEGO lub jednego z wyłączników krańcowych na osłonach ochronnych, aby wyeliminować przyczynę tego alarmu, proszę sprawdzić, czy wszystkie osłony i obudowy maszyny są prawidłowo zamknięte lub obrócić grzybkowy wyłącznik awaryjny zgodnie z ruchem wskazówek zegara (zostanie odblokowany). Następnie proszę nacisnąć zielony przycisk RESET.
NISKIE CIŚNIENIE SPRĘŻONEGO POWIETRZA - brak lub zbyt niskie ciśnienie powietrza w układzie pneumatycznym. Należy upewnić się, że maszyna jest podłączona do układu sprężonego powietrza na odpowiednim poziomie ciśnienia, a następnie należy ustawić odpowiednie ciśnienie w maszynie, obracając zawór redukcyjny układu przygotowania sprężonego powietrza.
TOO LOW AIR PRESSURE FOR SCORING WHEELS - zbyt niskie lub zbyt wysokie ciśnienie powietrza dla punktacji wzdłużnej. Alarm jest kasowany za pomocą przycisku RESET.
ERROR SERVO DRIVE - BOARD - sygnalizuje wystąpienie alarmu w serwonapędzie silnika jezdnego. Alarm jest kasowany za pomocą przycisku RESET.
ERROR SERVO DRIVE - LEFT SCORING BEAM - sygnalizuje wystąpienie alarmu w lewym serwonapędzie silnika belki punktującej. Alarm jest kasowany za pomocą przycisku RESET.
ERROR SERVO DRIVE - RIGHT SCORING BEAM - sygnalizuje wystąpienie alarmu na prawym serwomotorze belki punktującej. Alarm jest kasowany za pomocą przycisku RESET.
ERROR SERVO DRIVE - SCORING WHEELS AND KNIVES - sygnalizuje wystąpienie alarmu w serwonapędzie noży i punktacji. Alarm jest kasowany za pomocą przycisku RESET.
ERROR SERVO DRIVE - ACROSS KNIFE - sygnalizuje problem z serwonapędem silnika noża poprzecznego. Alarm jest kasowany za pomocą przycisku RESET.
SCORING WHEELS SPACING FAULT - sygnalizuje problem z precyzyjnym pozycjonowaniem rolek punktujących w ustawionych pozycjach. Alarm jest kasowany za pomocą przycisku RESET na panelu dotykowym HMI.
KNIVES SPACING FAULT - sygnalizuje problem z precyzyjnym pozycjonowaniem noży wzdłużnych w ustawionych pozycjach. Alarm kasuje się przyciskiem RESET na panelu dotykowym HMI.
ERROR DURING REFERENCING OR SPACING THE ALONG TOOL GRIPPER - sygnalizuje problem z naprowadzaniem lub pozycjonowaniem wzdłużnego wózka narzędziowego. Alarm jest kasowany za pomocą przycisku RESET.
ERROR DURING REFERENCING OR POSITIONING THE ACROSS - wskazuje problem z naprowadzaniem lub pozycjonowaniem narzędzia poprzecznego. Alarm jest kasowany za pomocą przycisku RESET.
ERROR DURING REFERENCING OR POSITIONING THE SCORING BEAM - sygnalizuje problem z naprowadzaniem lub pozycjonowaniem wiązki punktującej. Alarm jest kasowany za pomocą przycisku RESET.
BŁĄD USTAWIENIA LEWEGO OGRANICZNIKA - sygnalizuje problem z precyzyjnym ustawieniem ogranicznika w ustawionej pozycji. Alarm jest kasowany przyciskiem RESET.
SLOTTING KNIVES SETUP FAULT (BŁĄD USTAWIENIA NOŻY DO DŁUTOWANIA) - sygnalizuje problem z precyzyjnym ustawieniem noży do dłutowania w ustawionej pozycji. Alarm jest kasowany za pomocą przycisku RESET.
SLOTTING KNIVES ERROR - END POSITION REACHED - sygnalizuje, że maszyna osiągnęła minimalną pozycję dla noży szczelinujących podczas ich ustawiania. Alarm jest kasowany za pomocą przycisku RESET.
SLOTTING KNIVES ERROR - SCORING BEAM NOT REFERENCED - ustawienie noży szczelinujących jest możliwe po naprowadzeniu belki punktującej. Alarm jest kasowany przyciskiem RESET
BŁĄD USTAWIENIA MASZYNY - sygnalizuje nieprawidłowe ustawienie maszyny dla cyklu produkcyjnego. Alarm jest kasowany za pomocą przycisku RESET
NOT ENOUGH OF SCORING ROLLS - sygnalizuje, że liczba podłużnych rolek punktujących jest niewystarczająca dla danego pola.
NOT ENOUGH OF ALONG CUTTING KNIVES - sygnalizuje, że liczba noży wzdłużnych jest niewystarczająca do wykonania danego boksu.
NOT POSSIBLE TO SET UP SCORING ROLL [1...8] - wprowadzone wymiary skrzynki uniemożliwiają rozstawienie punktacji w danej pozycji ze względu na wymaganą minimalną odległość między narzędziami. Jeśli pojawi się ten komunikat, proszę zmienić orientację narzędzi lub zwiększyć wymiary pudełka. Minimalna odległość między narzędziami znajduje się w załączniku. Alarm jest kasowany przyciskiem RESET.
SET POSITION OUTSIDE WORKING AREA - SCORING WHEEL [1...8] - sygnalizuje ustawienie wyniku wzdłużnego w niedostępnej strefie. Alarm kasuje się przyciskiem RESET
NOT POSSIBLE TO SET UP ALONG KNIFE [1...8] - wprowadzone wymiary skrzynki uniemożliwiają rozstawienie noży w danej pozycji ze względu na wymaganą minimalną odległość między narzędziami. Jeśli pojawi się ten komunikat, proszę zmienić orientację narzędzi lub zwiększyć wymiary skrzynki. Minimalna odległość między narzędziami jest pokazana w załączniku. Alarm jest kasowany przyciskiem RESET.
SET POSITION OUTSIDE WORKING AREA - ALONG KNIFE [1...8] - sygnalizuje ustawienie noża wzdłużnego w strefie niedostępnej. Alarm kasowany jest przyciskiem RESET.
CAN'T SETUP SCORING WHEELS - sygnalizuje próbę ustawienia punktacji wzdłużnej w niedostępnym obszarze. Alarm jest kasowany za pomocą przycisku RESET.
CAN'T SETUP ALONG CUTTING KNIVES - sygnalizuje próbę ustawienia noża wzdłużnego w niedostępnym obszarze. Alarm jest kasowany przyciskiem RESET.
BŁĘDNE DANE DOTYCZĄCE DZIAŁAŃ KOŁÓW SCORINGOWYCH - sygnalizuje, gdy działanie wzdłużne jest zbyt krótkie dla wyniku wzdłużnego. Alarm jest kasowany za pomocą przycisku RESET.
BŁĘDNE DANE DLA DZIAŁANIA NOŻY WZDŁUŻNYCH - sygnalizuje zbyt krótkie działanie wzdłużne dla noża wzdłużnego. Alarm jest kasowany za pomocą przycisku RESET.
BŁĘDNE DANE DLA DZIAŁANIA NARZĘDZIA POPRZECZNEGO - sygnalizuje zbyt krótkie działanie poprzeczne dla narzędzia poprzecznego. Alarm jest kasowany za pomocą przycisku RESET.
BRAK SYGNAŁU, ŻE NÓŻ POPRZECZNY JEST W POZYCJI DOLNEJ lub BRAK SYGNAŁU, ŻE NÓŻ POPRZECZNY JEST W POZYCJI GÓRNEJ - sygnalizuje nieprawidłową pozycję noża poprzecznego. W celu wyeliminowania przyczyny należy sprawdzić dopływ powietrza do siłownika, działanie czujnika indukcyjnego umieszczonego na siłowniku oraz mechaniczne działanie siłownika bez dopływu powietrza do siłownika. Alarm kasuje się przyciskiem RESET.
BŁĄD WYSZUKIWANIA KÓŁ I NOŻY - alarm pojawia się podczas procedury wyszukiwania kół i noży. Proszę sprawdzić system napędowy odpowiedzialny za rozstawienie rolek i noży. Alarm jest kasowany przyciskiem RESET.
WRONG NUMBER OF BOARDS TO MAKE - sygnalizuje format wejściowy, który jest zbyt krótki w stosunku do obliczonego formatu.
INPUT BOARD TOO SHORT - sygnalizuje zbyt krótki format wejściowy w stosunku do obliczonego formatu. Alarm jest kasowany za pomocą przycisku RESET.
INPUT BOARD TOO NARROW - sygnalizuje zbyt wąski format wejściowy w stosunku do obliczonego formatu. Alarm jest kasowany przyciskiem RESET.
INPUT BOARD TOO LONG - sygnalizuje, że długość formatu wejściowego jest większa niż 354". Alarm jest kasowany za pomocą przycisku RESET.
INPUT BOARD TOO WIDE - sygnalizuje, że szerokość formatu wejściowego jest większa niż 94". Alarm jest kasowany za pomocą przycisku RESET.
WYSTĄPIŁ PROBLEM Z RUCHEM KARTONU - sygnalizuje wystąpienie alarmu, gdy format przesunie się w urządzeniu. Alarm jest kasowany za pomocą przycisku RESET.
BOARD INSIDE OF THE MACHINE - komunikat pojawia się po naciśnięciu przycisku START lub przycisku HOME (przycisk naprowadzania gilotyny w oknie SETTINGS), gdy pod wejściowym lub wyjściowym czujnikiem laserowym znajduje się karton lub inny obiekt aktywujący go. Alarm kasuje się przyciskiem RESET.
EMERGENCY STOP IS PRESSED - CONTROL PANEL HMI lub EMERGENCY STOP IS PRESSED - REAR lub EMERGENCY STOP IS PRESSED - RIGHT SIDE - komunikaty wskazują, że jeden z wyłączników bezpieczeństwa maszyny został naciśnięty. Alarm jest kasowany za pomocą przycisku RESET.
OSŁONA BEZPIECZEŃSTWA JEST OTWARTA - Z LEWEJ STRONY Z PRZODU lub Z PRAWEJ STRONY Z PRZODU lub Z LEWEJ STRONY Z TYŁU lub Z PRAWEJ STRONY Z TYŁU lub Z LEWEJ STRONY Z TYŁU - komunikat informuje o otwarciu osłon urządzenia. Aby zresetować alarm, proszę zamknąć pokrywy i nacisnąć przycisk RESET.
WINDOW IS OPENED - LEFT lub WINDOW IS OPENED - RIGHT - otwarcie okna znajdującego się na bocznej ścianie urządzenia. Aby zresetować alarm, proszę zamknąć otwarte okno i nacisnąć przycisk RESET.
TYLNA LEWA OSŁONA BEZPIECZEŃSTWA NIE ZABLOKOWANA lub TYLNA PRAWA OSŁONA BEZPIECZEŃSTWA NIE ZABLOKOWANA - sygnalizuje, że zamek nie jest zamknięty. Aby zresetować alarm, proszę nacisnąć przycisk RESET.
8.0 Konserwacja
Uwagi ogólne
Operatorzy maszyny mogą z łatwością wykonywać większość podstawowych czynności konserwacyjnych i inspekcji zapobiegawczych, ponieważ maszyna została zaprojektowana i zbudowana do pracy przy minimalnej konserwacji, aby skrócić okresy przestojów.
Jednakże, niektóre z wyżej wymienionych czynności są zdecydowanie zalecane do wykonania przez wykwalifikowanych i doświadczonych techników serwisowych Producenta (dotyczy to głównie awarii maszyn).
Złożone czynności konserwacyjne i naprawcze nie powinny być wykonywane bez uzyskania uprzedniej zgody właściciela lub producenta.
Zaleca się prowadzenie dziennika napraw maszyn, w którym rejestrowane będą daty i rodzaje napraw oraz czynności konserwacji zapobiegawczej.
Pod żadnym pozorem nikt nie powinien sięgać do maszyny bez podjęcia wszelkich środków ostrożności w celu wyeliminowania ryzyka poprzez odcięcie wszystkich źródeł zasilania elektrycznego i powietrza.
Zwłaszcza podczas czynności konserwacyjnych lub innych czynności ręcznych, które mogą być wymagane podczas przeglądów zapobiegawczych, nie należy umieszczać żadnych części ciała w rzeczywistych i przewidywalnych strefach zagrożenia przed wyeliminowaniem potencjalnych i przewidywalnych sytuacji awaryjnych.
 UWAGA: Praca wykonany w w strefy z karmienie, cięcie lub punktacja systemy powinien być prowadzony tylko przez wykwalifikowany personel i tylko po podejmowanie wszystko środki ostrożności środki. W w powyżej wspomniany strefy najwyższe poziom potencjału obrażenia ciała jest możliwe.
UWAGA: Praca wykonany w w strefy z karmienie, cięcie lub punktacja systemy powinien być prowadzony tylko przez wykwalifikowany personel i tylko po podejmowanie wszystko środki ostrożności środki. W w powyżej wspomniany strefy najwyższe poziom potencjału obrażenia ciała jest możliwe.
Wszyscy operatorzy maszyny wykonujący konserwację lub czynności zapobiegawcze muszą zawsze nosić odzież i antypoślizgowe buty , aby ograniczyć ryzyko poślizgnięcia się/upadku .
Przed wykonaniem jakiejkolwiek pracy przy maszynie , proszę zawsze sprawdzić , czy mankiety są prawidłowo zapięte, zapięte wokół nadgarstków lub starannie podciągnięte do góry. Personel powinien zawsze pamiętać o ochronie swoich włosów przed wciągnięciem do maszyny przez wałki i paski.
Wszystkie czynności konserwacyjne lub naprawcze powinny być przeprowadzane wyłącznie przez wykwalifikowany personel , który jest przeszkolony do interpretowania awarii maszyny, potrafi odczytywać schematy zainstalowanych systemów oraz rysunki techniczne w taki sposób aby wszystkie możliwe demontaże lub montaże procedury związane ze standardową konserwacją operacje były wykonywane profesjonalnie oraz, przede wszystkim wszystkim, bezpiecznie.
![]() UWAGA: Switchbox inspekcja i elektryczny systemy konserwacja może być wykonany tylko przez certyfikowany elektrycy z ważnymi szkolenie.
UWAGA: Switchbox inspekcja i elektryczny systemy konserwacja może być wykonany tylko przez certyfikowany elektrycy z ważnymi szkolenie.
![]() UWAGA: Pod nie okoliczności powinien jakikolwiek z konserwacja, naprawa lub zapobiegawczy działania być prowadzony kiedy maszyna jest działa lub jest podłączony do moc dostawa jednostka.
UWAGA: Pod nie okoliczności powinien jakikolwiek z konserwacja, naprawa lub zapobiegawczy działania być prowadzony kiedy maszyna jest działa lub jest podłączony do moc dostawa jednostka.
Program zapobiegawczy, kontrola okresowa
NA NA POCZĄTKU KAŻDEJ ZMIANY ROBOCZEJ PROSZĘ SPRAWDZIĆ JEŚLI:
- Przestrzeń robocza jest czysta, przejrzysta i bezpieczna;
- proszę sprawdzić ilość stałych zanieczyszczeń, nieszczelności, i kurzu osiadającego w/na urządzeniu i wszystkich jego komponentach, jeśli konieczne wyczyść je za pomocą odkurzacza lub sprężonego powietrza pistoletu;
- proszę wyczyścić dno noże w blat;
- proszę sprawdzić wzrokowo zamknięcie wszystkich osłon ochronnych ;
- wystarczający poziom oświetlenia jest dostarczany do przestrzeni roboczej ;
- proszę sprawdzić skuteczność bezpieczeństwa wyłączników (ZATRZYMANIEAWARYJNE ), wyłączników krańcowych zabezpieczających ruchome pokrywy i bezpieczeństwa zamki;
- Proszę sprawdzić PO 100 GODZIN PRACY pracy urządzenia - lub co tydzień:
- prawidłowe zamocowanie i dokręcenie śrub nośnych ; proszę sprawdzić napięcie paska napędu transportowego ;
- proszę wyczyścić filtr w zespole przygotowania powietrza
- Proszę sprawdzić PO 1,000 GODZINY PRACY GODZIN z maszyna maszyna - lub co 3 miesięcy:
- proszę sprawdzić skuteczność elektryczną przeciwporażeniową ochronę
- wizualnie sprawdzić stan mechanicznych komponentów
- dokręcić wszystkie połączenia śrubowe
- proszę sprawdzić stan podstawowe styki elementy (styczniki, przekaźniki), wymienić elementy na zużyte połączenia powierzchnie.
9.0 Zasady bezpieczeństwa i higieny pracy
Wbudowane funkcje bezpieczeństwa w maszynie są zaprojektowane w celu zminimalizowania wszelkich awarii i w celu zapewnienia , że wymagania bezpieczeństwa są spełnione w celu zminimalizowania ryzyka obrażeń poprzez utrzymanie wysokiego poziomu xml-ph-0030@dee
Maszyna maszyna ma wiele zintegrowany bezpieczeństwa funkcje dla ochrony operatorów i innych pracowników w tym:
- opóźnienie ochrona przeciwpożarowa ochrona;
- limit przełączniki do wykrywać otwarte/zabezpieczone pokrywy i osłon;
- zamek bezpieczeństwa z a zatrzask
- rozpad faza czujnik;
- osłony i osłony do chronić przed ruchomymi części maszyny;
- łatwo łatwo dostępny AWARYJNY PRZYCISK STOP przycisk zainstalowany na przycisk głównym panelu sterowania;
- dodatkowy ochrona systemy wdrożone w algorytmie sterowania maszyny algorytmu sterowania w w celu zatrzymać maszyna maszyna w potencjalnie niebezpiecznych sytuacjach;
- maszyna maszyna konstrukcja zaprojektowany aby zapewnić maksymalny maksymalny poziom bezpieczeństwa bezpieczeństwa dla swoich operatorów.
Podstawowe zasady bezpieczeństwa
Kwestie związane z bezpieczeństwem zasadami i oceną potencjalnego ryzyka wynikającego z kontaktu człowiek-maszyna zostały dokładnie omówione w poprzednich rozdziałach niniejszego serwisu podręcznika w których podobne sytuacje były . Jednakże, znaczenie personelu bezpieczeństwa jest tak głębokie że producent _COPY9 powtórzył informacje raz więcej tutaj.
- Wszystko BOXMAT PRO operatorzy muszą być zaznajomieni z ogólne zasady bezpieczeństwa zasadami bezpieczeństwa w miejscu pracy miejscu pracy.
- W w celu aby wykonać optymalny i bezpieczny maszyna użytkowania, niniejszy instrukcja serwisowa powinna być być przeczytać dokładnie i użytkownik użytkownik jest ściśle zaleca się proszę przestrzegać wszystkich instrukcji instrukcji ze ze szczególnym naciskiem na bezpieczeństwo i znaki znaki.
- The ostateczny prawny i finansowe odpowiedzialność za wszystkie i wszelkie potencjalne zdarzeń wynikających z albo niewiedzy niewiedzy z tekstu tekstu tego tego instrukcja instrukcja lub bezpieczeństwa i zawodowe zasady leży na nabywca. nabywcy. To jest CAŁKOWICIE I ABSOLUTNIE OBOWIĄZKOWE do przeczytać i przestrzegać niniejszych instrukcji.
- Na na na podstawie z tekst tekst zawartego w tym instrukcja podręcznik oraz wiedza wiedza pochodząca z producenta producenta własny produkt technologia doświadczenie, nabywca jest ściśle zobowiązany do pracować wypracować ich własny PRACA INSTRUKCJE DOTYCZĄCE STACJI dla ich własnych operatorów maszyn.
- Każdy operator powinien przeczytać tekst tekst tego tego instrukcja obsługi instrukcja obsługi przed wykonaniem jakichkolwiek pracy przy maszynie maszynie i powinien przeczytać dowolny PRACA INSTRUKCJĄ STANOWISKA PRACY.
- Pod żadnych okolicznościach proszę maszyna maszyna być obsługiwane przez nieprzeszkolony personel. Maszyna maszyna operatorzy muszą być zaznajomieni z zasady zdrowiem zawodowym i zasady bezpieczeństwa zasadami, oraz z a szczególny nacisk na ryzyko ryzyko stworzone przez urządzenie.
- Okresowy zapobiegawczy inspekcja z pożarowy ochrona przeciwpożarowa ochrona przeciwpożarowa system musi być wykonany w obsługiwanym obsługiwanej maszynie maszynie. Państwo nabywca jest w pełni odpowiedzialny za dokonanie ustaleń za przeprowadzenie takiej inspekcji
- Według według producenta producenta zalecenia, urządzenie maszyna powinna być zainstalowane w środowisku przemysłowym wyłącznie.
- Życie zagrażający poziom wysokiego wysoki moc sieć napięcie z 3 x 480 VAC, 50/60 Hz jest dostarczany do urządzenie urządzenie. Jako a wynik, wszystkie usługa lub działania zapobiegawcze powinny być wykonywane tylko przez dobrze wyszkolony personel z kwalifikacje wymagane przez prawem.
- POD NIE OKOLICZNOŚCI proszę jakiekolwiek środki prowadzące do do zmniejszenia maszyna maszyny bezpieczeństwa status (takich jak jak blokowanie pan przełączniki lub usunięcie osłony itp.) być podejmowane przez nabywca nabywcę lub operatora
- Każdy konserwacja lub inne czynności wykonywane kiedy maszyna maszyna jest działa lub gdy w a obniżony standardzie maszyny maszyna ochrony (podczas gdy osłony są otwarte lub kiedy osłony bezpieczeństwo wyłączniki są pokonany) musi być musi być absolutny absolutne minimum przed pełnego status bezpieczeństwa zostanie przywrócony.
- POD NIE OKOLICZNOŚCI proszę urządzenie maszyna być zmontowane, demontowane lub transportowane przez niewykwalifikowany personel lub osoby niezaznajomiony z zasady bezpieczeństwa zasady zawartych w niniejszej instrukcja instrukcja jako jak wspomniane czynności mogą prowadzić do wypadku lub mogą stać się przyczyną przyczyną strat finansowych strat.
- Maszyna maszyny początkowy uruchomienie powinno być być przeprowadzone w w obecności i pod nadzoru nadzoru agentów Wykonawcy przedstawicieli Wykonawcy.
- Maszyna maszyny test procedura, wdrożona zawsze przed Kupujący jest wejście faza fazę pełnego pełnego użytkowania z maszyna maszyny, proszę być wykonywane tylko przez upoważnioną osobę.
- Każdy zmiana z jakiejkolwiek części, lub użytkowania, z maszyna maszyna który jest niezgodny z tym opisanym w niniejszej instrukcja obsługi instrukcja może prowadzić do maszyny awarii lub stać się przyczyną przyczyną wypadku wypadku.
- Maszyna parametry pracy maszyny parametry pracy były wstępnie ustawione przez producenta Producenta w najbardziej najbardziej optymalny sposób dzięki dzięki zainstalowany zainstalowanym rolki, cięcie lub narzędzia do nacinania i elektroniczny systemy kontroli systemy. Każda zmiana w maszynie maszyny parametry pracy parametry bez wiedzy producenta wiedzy i zgody może prowadzić do wypadku lub słabej wydajności.
Warunki bezpieczeństwa dla personelu bezpośrednio obsługującego maszynę
![]() UWAGA: Do zapobiegać poważny uraz, to jest niezbędny że wszystko osłony i strażnicy są trzymany w miejsce do chronić personel z w niebezpieczeństwa obecny z ruchomy wały, ostrza, noże, itd. podczas obsługi tej maszyny do produkcji pudełek.
UWAGA: Do zapobiegać poważny uraz, to jest niezbędny że wszystko osłony i strażnicy są trzymany w miejsce do chronić personel z w niebezpieczeństwa obecny z ruchomy wały, ostrza, noże, itd. podczas obsługi tej maszyny do produkcji pudełek.
- To jest zaleca się że wszystkie i każdy personel pracujący z tym lub jakąkolwiek inną maszyną proszę być przeszkolony i wyposażone do oferować pierwszej pomoc pomoc osobom w w przypadku upadków upadków lub wypadków.
- Obszar obszar otaczający ten lub jakiejkolwiek maszynę powinien nie być blokowana przez żadnych przeszkód lub odpady produkt podczas jego regularnej cykl pracy cykl jako to może powodować potknięcia, poślizgnięcia, upadki lub inne wypadki.
- Proszę AWARYJNY STOP przycisk jest zaprojektowany aby być wciśnięty w w dowolnym szczególnie kiedy awaryjne wyłączenie jest natychmiast potrzebne.
- POD NIE OKOLICZNOŚCI proszę jakiekolwiek ruchome części z maszyna ruchome części maszyny dotykać podczas pracy.
- POD NIE OKOLICZNOŚCI proszę jakakolwiek woda na bazie wody gaśnica gaśnica sprzęt być używany na lub w pobliżu maszyny maszyny. Proszę używać tylko licencjonowany środki gaśnicze środki gaśnicze i zagrożenie pożarowe ochrona produkty.
- POD NIE OKOLICZNOŚCI proszę żaden strażnicy lub osłony być usunięte podczas maszyny cyklu pracy cykl.
- POD NIE OKOLICZNOŚCI proszę operatorzy operatorzy stać lub wspinać się na osłony osłony lub osłony.
- POD NIE OKOLICZNOŚCI proszę operatorzy operatorzy stać lub wspinać się na osłony osłony lub osłony.
- POD NIE OKOLICZNOŚCI proszę jakikolwiek oleju, rozpuszczalnik lub inny żrący lub substancje toksyczne być dozwolone do wejść w kontakt z maszyną maszyną.
- POD NIE OKOLICZNOŚCI proszę telefony komórkowe telefony komórkowe być używać telefonów komórkowych w pobliżu maszyny bezpośrednie środowisko.
- POD NIE OKOLICZNOŚCI proszę nagi płomienie być używany w maszyna bezpośrednie środowisko.
- POD NIE OKOLICZNOŚCI proszę papierosy być palić papierosy w maszyna bezpośrednie środowisko.
- POD NIE OKOLICZNOŚCI proszę alkohol być spożywać w maszynie bezpośredni środowisko ani powinien personel pod pod pod wpływem alkoholu alkohol proszę obsługiwać maszyny.
- POD NIE OKOLICZNOŚCI proszę personel spożywać posiłki w maszynie maszyna bezpośrednie środowisko.
- IT JEST NIEZBĘDNE aby używać WSZYSTKIE osłon i osłon zaprojektowane dla maszyny.
- IT JEST NIEZBĘDNE że wszelkie wypadki lub awarie maszyny awarie maszyn powinien być niezwłocznie zgłaszane do kierownictwu.
- IT JEST NIEZBĘDNE aby używać odpowiedni odzieży roboczej odzieży roboczej do ograniczyć możliwość możliwość bycia bycia zaczepienia lub wciągnięcia do maszyny.
- JEST NIEZBĘDNE aby nosić rękawice rękawic ochronnych podczas obsługi maszyny.
- JEST NIEZBĘDNE aby nosić antypoślizgowe obuwie ochronne.
- JEST NIEZBĘDNE używanie pokrycie włosów pokrycie włosów, aby zminimalizować możliwość możliwość bycia bycia zaczepienia lub wciągnięcia w maszyna maszynę.
- IT JEST NIEZBĘDNE aby zachować podłoga podłogi wokół maszyna maszyny czysta i czysty ze wszystkich gruzu i odpadów materiałów.
- JEST NIEZBĘDNE aby używać ochrona słuchu ochrony słuchu.
- IT JEST ZALECANE używać używać z AWARYJNY STOP przycisk zawsze, gdy jest a sytuacji w której maszyna lub operator operator są zagrożeni ryzyko.
- Nieostrożne obsługa z maszyna maszyna podczas transportu i/lub przenoszenia może prowadzić do poważne obrażeń lub wypadków.
- Tylko odpowiednio przeszkolony personel biorący specjalne środki ostrożności środki może wykonywać pewne zadania wewnątrz urządzenie maszyny. W tych obszarach jest jest zwiększone ryzyko poważnych obrażeń.
- Przy nie w żadnym momencie powinien operatorzy wspinać się na na maszynę.
- Skrzynka rozdzielcza skrzynka rozdzielcza drzwi powinny zawsze być zamknięte nawet jeśli maszyna maszyna jest nie w działa.
- Maszyna maszyna operatorzy maszyn są zdecydowanie zaleca się pracować tylko w w bezpiecznej pracy która została przedstawiona na poniższym rysunku:
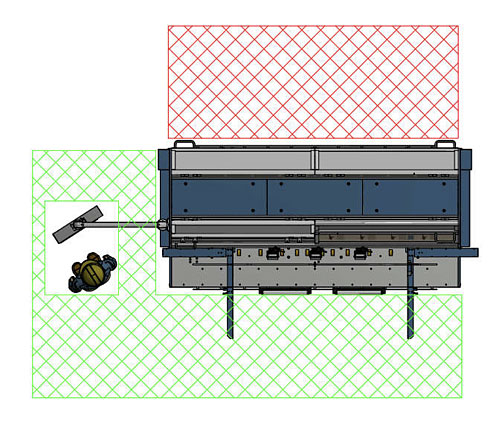
Rys.89. Dopuszczalne granice strefy pracy podczas cyklu roboczego wykonywanego przez Boxmat PRO. Obszar, w którym operatorzy maszyny nie mogą przebywać i wykonywać swoich zadań przy maszynie został oznaczony kolorem czerwonym - strefa wolna wokół maszyny nie powinna być mniejsza niż 59".
Zasady bezpieczeństwa w miejscu pracy podczas konserwacji, napraw i działań zapobiegawczych
- POD NIE OKOLICZNOŚCI proszę jakiejkolwiek serwis, konserwacja lub zapobiegawcze środki być podejmowane bez bez pełnego odłączenia od zasilania sieć
- POD NIE OKOLICZNOŚCI proszę urządzenie maszyna być smarowane, czyścić lub konserwowane podczas jest jest w działać.
- Switchbox i elektryczny systemy konserwacja może być wykonywane tylko przez odpowiednio przeszkoleni i wykwalifikowanych inżynierów elektryków.
- Pod żadnych okolicznościach proszę maszyna maszyna konserwacja być przeprowadzana przez niewykwalifikowany lub niedoświadczonych inżynierów którzy są niezaznajomieni z maszyna okablowanie elektryczne.
- Personel wykonujący konserwacja czynności powinien nosić odpowiednie odzież ochronną odzież ochronną.
- Pod żadnych okolicznościach proszę nie elektryczny system być zmodyfikowany w w jakikolwiek sposób.
- Drzwi drzwi drzwi drzwi system sterowania system szafa powinien być zawsze zamknięta i tylko upoważniony personel powinien mieć dostęp do klucza klucza.
Podsumowanie
Odpowiedni środki powinien być podjęte podczas maszyna eksploatacji, jej transportu i instalacji procedury, oraz procedury naprawy, konserwacja i zapobiegawcze procedury, aby zapobiegać następującym następującym sytuacjom sytuacjom:
- Maszyna maszyna powinno nie być używane w jakikolwiek sposób inny niż opisany w niniejszym dokumencie;
- Maszyna maszyna powinno nie być podłączone elektrycznie z lekceważeniem do przepisów zawartych w niniejszym dokumencie;
- Maszyna maszyna powinno nie być używane niewłaściwie lub używany przez nieprzeszkolony nieprzeszkolony personel;
- Maszyna maszyna powinno nie być używane z nieodpowiednimi materiałami;
- Musi być być wystarczający odpowiednia konserwacji;
- Tam musi być nie nieautoryzowane zmiany lub zmiany przez niewykwalifikowany lub nieprzeszkolony personel;
- Nie może być nie wolno używać nieoryginalnych części zamiennych części zamiennych;
- Tam musi być nie personel działania naruszających prawo prawo i/lub przepisy mających zastosowanie do miejsce pracy miejscu pracy, jak również jak również jak przepisy postanowienia zawarte w niniejszej instrukcji obsługi.
10.0 Dokumentacja elektryczna
10.1 MOC DOSTAWA PARAMETRY - TECHNICZNE DANEZasilanie Napięcie 3 x 480 VAC; 50/60 Hz
Sterowanie Napięcie 24 VDC
Maksymalna moc zużycie 5,5 kW
10.2 WYKAZ URZĄDZEŃ ELEKTRYCZNYCH APARATURAProszę zobaczyć załącznik.
10.3 OKABLOWANIE SCHEMATProszę zobaczyć załącznik.
11.0 Dokumentacja pneumatyczna
11.1. DANE TECHNICZNE
Ciśnienie robocze 0,6 - 0,8 MPa
Dokładność filtracji 20 μм
Wymagana klasa aktywności czynnika roboczego
4-4-4 zgodnie z normami ISO8573-1
11.2 ZASADA DZIAŁANIA
Czynnik roboczy który jest wprowadzany do systemu z pomocą zaworu redukującego ciśnienie jest poddawany do wstępnej filtracji i następnie procedurze redukcji z powodu do który jest jest redukowany do xml-ph-0030@deepl.in. Następnie z pomocą zaworu rozdzielającego sterowanego przez system elektropneumatyczny medium jest dostarczane do odpowiedniego serwomotoru i jako wynik wspomniany serwomotor jest wprowadzany w ruch. Wreszcie, serwomotor ruch spowoduje przemieszczenie żyletki ostrza z powodu którego klej klapa zostanie odcięta.
![]() UWAGA: The nabywca jest mocno zalecane do utrzymać odpowiedni 4-4-4 klasa z powietrze czystość zgodnie z do Wymagania ISO8573-1 nawet choć w Producent wyposażony w maszyna w sprężone powietrze przygotowanie system.
UWAGA: The nabywca jest mocno zalecane do utrzymać odpowiedni 4-4-4 klasa z powietrze czystość zgodnie z do Wymagania ISO8573-1 nawet choć w Producent wyposażony w maszyna w sprężone powietrze przygotowanie system.
Wspomniany powyżej układ pneumatyczny nie wymaga ekstremalnej uwagi , jednak użytkownik jest zobowiązany do kontrolowania poziomu kondensacji wody w filtrze sprężonego powietrza zbiorniku okresowo. W przypadku stwierdzenia obecności wody , należy go opróżnić . W przypadku stwierdzenia znacznej ilości stałych zanieczyszczeń w zbiorniku , zbiornik musi zostać zdemontowany, a następnie wyczyszczony za pomocą odpowiednich środków czyszczących. Po wyczyszczeniu należy go przewietrzyć sprężonym powietrzem i ponownie zamontować. Szczegółowy opis układu sprężonego powietrza można znaleźć w części zatytułowanej STEROWNIKI I WSKAŹNIKI DOSTĘPNE DLA OPERATORA.
11.4. SCHEMAT UKŁADU PNEUMATYCZNEGO
Proszę zobaczyć załącznik.
12.0 Wykorzystanie i łamanie maszyn
12.1 UWAGI OGÓLNEWprowadzone zmiany w prawie przepisach lub w procesie normach, których nie można było wcześniej przewidzieć , mogą stać się przyczyną utylizacji i zepsucia maszyny. Ta kwestia dotyczy również maszyny wymienianych lub naprawianych części i systemów. W konsekwencji nabywca jest wyłącznie odpowiedzialny za przeprowadzenie wyżej wymienionych procedur zgodnie z obowiązującymi przepisami prawa. Należy jednak zauważyć, że wszystkie części maszyny mogą być w pełni poddane recyklingowi.
12.2 ODPADY MATERIAŁOWE
Niebezpieczne odpady powinny być zawsze utylizowane przez firmy które specjalizują się w tego rodzaju zagadnieniach na regularnych zasadach. szczegółowy wykaz rodzajów odpadów produkowanych przez maszyny w xml-ph-0030@deepl.int
- tektura, tektura falista i inne odpady produkty;
- zużyte części zamienne , które są podzielone na rodzaje z materiału z którego są wykonane.
- Wszystkie odpady materiały pochodzące z wymiany części maszyn lub serwisowania nawet częściowo zanieczyszczone smarem nie mogą być wyrzucane wraz z odpadami przemysłowymi produktami.
![]() UWAGA: To jest ściśle zabronione do miejsce niebezpieczny odpady bezpośrednio do w odpady pojemniki lub używać w komunalny zbieracze odpadów pozbyć się tego.
UWAGA: To jest ściśle zabronione do miejsce niebezpieczny odpady bezpośrednio do w odpady pojemniki lub używać w komunalny zbieracze odpadów pozbyć się tego.
12.3 FAZY DEMONTAŻU PROCEDURA DEMONTAŻU PROCEDURA REALIZOWANA W PRZYPADKU ROZBICIA MASZYNY
- Proszę użyć PRZEŁĄCZNIKA GŁÓWNEGO , aby wyłączyć urządzenie;
- Maszyna musi być umieszczona w stabilnej pozycji na podłodze ...;
- Proszę odłączyć maszynę od zarówno pneumatycznego jak i elektrycznego źródła zasilania ;
- Proszę odłączyć od maszyny i zdemontować oba pracować stoły (jeśli były zamówione);
- Proszę rozłączyć elastyczne połączenia wykonane z plastiku i gumy, następnie zutylizować je z pomocą firm które specjalizują się w radzeniu sobie z tego rodzaju odpadami;
- Proszę odłączyć systemy okablowania i urządzenia elektryczne i , a następnie zutylizować je z pomocą firm , które specjalizują się w zajmowaniu się tego rodzaju odpadami .
- Proszę podzielić metalowe odpady na stalowe i nieżelazne i następnie rozbić je na złom z pomocą firm które specjalizują się w zajmowaniu się tym rodzajem odpadów.
13.0 Obudowy
Tabliczka znamionowa