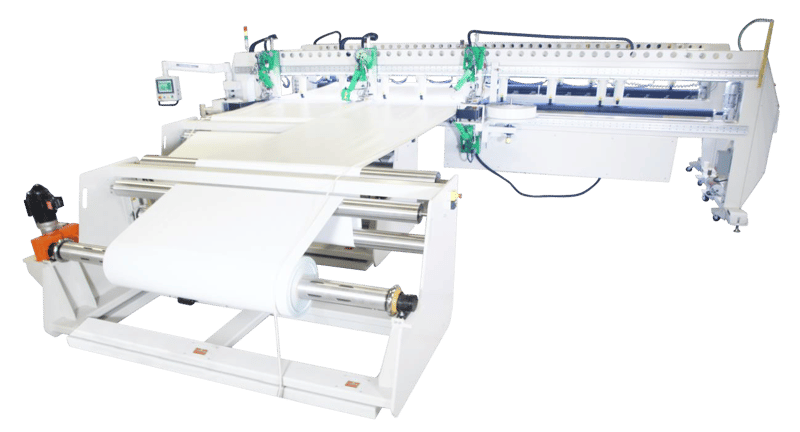
Niniejsza instrukcja obsługi ma służyć jako przewodnik podczas obsługi zgrzewarki Moduline Gen II Multi Sealer. Aby zapewnić optymalną wydajność zgrzewarki, prosimy dokładnie przestrzegać zaleceń i specyfikacji.
Spis treści
- Rozdział 1: Przeznaczenie
- Rozdział 2: Wymagania elektryczne i dotyczące powietrza
- Rozdział 3: Wyjaśnienie ostrzeżeń
- Rozdział 4: Zasady uszczelniania termicznego
- Rozdział 5: Procedura uruchamiania
- Rozdział 6: Procedura wyłączania
- Rozdział 7: Regulacja systemu grzewczego
- Rozdział 8: Definicja kontroli
- Rozdział 9: Definicja pneumatyki
- Rozdział 10: Definicja komponentów
- Rozdział 11: Unwind Stand
- Rozdział 12: Zrzuty ekranu
- Rozdział 13: Konserwacja
- Rozdział 14: Rozwiązywanie problemów
- Rozdział 15: Części zamienne
- Rozdział 16: Wskazówki dotyczące spawania
Aby uzyskać więcej informacji technicznych dotyczących tego urządzenia, proszę zadzwonić do naszego Centrum Rozwiązywania Problemów pod numer 1-855-888-WELD lub wysłać wiadomość e-mail na adres service@weldmaster.com.
1.0 Przeznaczenie
Zgrzewarka Miller Weldmaster Moduline Gen II Multi Sealer przeznaczona jest do zgrzewania termicznego tworzyw sztucznych takich jak :
- Włóknina polipropylen
- Winyl (PVC) laminowany tkaniny
- Winyl (PVC) powlekany tkaniny
- Winyl (PVC) folie
- Poliuretan (PU) powlekany tkaniny
- Poliuretan (PU) folie
- Polipropylen (PP) powlekany tkaniny
- Polietylen (PE)
- Kauczuk termoplastyczny (TPR) folia
- Kauczuk termoplastyczny (TPR) tkaniny
- Sztywne Wytłaczane Produkty
Producent nie zatwierdza żadnych innych zastosowań dla tego urządzenia.
Producent nie zatwierdza usunięcia jakichkolwiek osłon bezpieczeństwa podczas pracy Moduline Gen II Multi Sealer w trybie pracy.
Producent nie zatwierdza żadnych nieautoryzowanych modyfikacji Moduline Gen II Multi Sealer.
Tylko odpowiednio przeszkolony technik może obsługiwać Moduline Gen II Multi Sealer.
Tylko odpowiednio przeszkolony technik może wykonywać rutynową konserwację Moduline Gen II Multi Sealer.
Tylko odpowiednio przeszkolony technik może wykonywać wszelkie naprawy Moduline Gen II Multi Sealer.
Uszczelniacz tylko zatwierdzone przez producenta części zamienne mogą być używane do Moduline Gen II Multi Sealer.
Producent nie ponosi odpowiedzialności za jakiekolwiek szkody lub obrażenia powstałe w wyniku jakiegokolwiek niewłaściwego użytkowania tego urządzenia .
2.0 Wymagania elektryczne i dotyczące powietrza
Ostrzeżenie! Tylko wykwalifikowany elektryk może podłączyć elektryczne zasilanie.
Elektryczny zasilanie:
Moduline Gen II Multi Sealer posiada następujące wymagania elektryczne :
- 220 woltów
- 50/60 Hz
- 125 Amper
- 3 Faza
Sklep Powietrze Dostawa:
Moduline Gen II Multi Sealer zawiera w sklepie powietrze zasilanie zawór , który umożliwia szybkie połączenia i rozłączenia do Państwa sklepu powietrza zasilania. Ze względu na liczbę różnych stylów linii złączy, męskie szybkie połączenie nie jest dołączone. będą Państwo chcieli wybrać męskie szybkie połączenie z a ¼ cala NPT (National Pipe xml-ph-0031@d
Moduline Gen II Multi Sealer wymaga następujących sklep wymagań dotyczących powietrza :
- Minimum z 100 psi przy 10 sześciennym stóp na minutę.
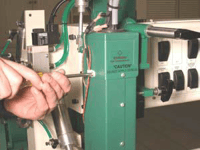
3.0 Wyjaśnienie ostrzeżeń
Istnieje kilka różnych ostrzegawczych symboli umieszczonych na Miller Weldmaster Moduline
Gen II Multi Sealer. Te symbole mają na celu ostrzeżenie operatora o potencjalnie niebezpiecznych obszarach na maszynie. Proszę zapoznać się z ich rozmieszczeniem i znaczeniem.
Uwaga Gorąco:

Symbol "Uwaga: Gorące" jest umieszczony na osłonie w pobliżu gorących powierzchni.
Uwaga: Blokada:
Naklejka "Uwaga: Lockout" jest umieszczona w pobliżu otworu szafki i wszystkich paneli dostępu .
Ostrzeżenie: Ruchome Części:

Naklejka "Ostrzeżenie: Ruchome części" jest umieszczona na całej maszynie . Proszę uważać na wyrostki wokół ruchomych części , gdy maszyna jest w ruchu.
Ostrzeżenie: Proszę trzymać Ręce Wyczyść:
Naklejka "Warning: Keep Hands Clear" jest umieszczona na zespole grzałki . Aby zapobiec jakimkolwiek uszczypnięciom lub oparzeniom, należy pamiętać o położeniu swoich rąk zawsze.
Uwaga: Elektryczność:

Naklejka "Uwaga: Elektryczność" jest umieszczona w pobliżu obszarów , które zawierają komponenty elektryczne . Zasilanie powinno być usunięte przed otwarciem drzwi szafy . .
Uwaga: Powietrze Sprężarka:

Naklejka "Uwaga: Sprężarka powietrza " jest umieszczona na sprężarkach powietrza . Te są w miejscu aby przypomnieć operatorom o zapobiegawczej konserwacji.
Niebezpieczeństwo: Uszczypnięcie Punkty:

Symbol "Niebezpieczeństwo: Punkty uszczypnięcia " jest umieszczony w pobliżu wszelkich potencjalnych punktów uszczypnięcia . Proszę nie umieszczać żadnych części ciała w pobliżu tych sekcji maszyny , gdy maszyna jest uruchomiona.
Uwagi dotyczące bezpieczeństwa
Nie należy regulować materiału, gdy maszyna jest w ruchu. Ręce, długie włosy, luźne ubrania i przedmioty takie jak krawaty należy trzymać z dala od rolek z punktami zacisku, aby uniknąć zaplątania i uwięzienia, które mogą uwięzić części ciała lub ubrania i spowodować poważne obrażenia. Należy zapewnić wystarczającą ilość miejsca wokół maszyny, aby zapewnić jej bezpieczną i efektywną pracę. Przed przystąpieniem do czyszczenia, oliwienia, regulacji, naprawy lub konserwacji jakiejkolwiek części maszyny, urządzenie musi być nieruchome, a ruchome części zablokowane.
Proszę zawsze nosić środki ochrony indywidualnej. (PPE) odnosi się do odzieży ochronnej, kasków, gogli lub innej odzieży zaprojektowanej w celu ochrony ciała użytkownika przed obrażeniami.
4.0 Zasady uszczelniania termicznego
Hot Air:
Ciepło wymagane do operacji spawania jest wytwarzane elektrycznie przez dwa elementy grzewcze umieszczone wewnątrz obudowy elementu grzewczego . Temperatura gorącego powietrza waha się od 100 do 1350 stopni Fahrenheita xml-ph-0030@de
Prędkość:
Prędkość rolek spawalniczych określa ilość czasu ciepła jest stosowane do materiału spawanego . Im wolniejsza prędkość ustawienie , tym więcej materiału zostanie podgrzane . Aby uzyskać najlepszą spoinę, minimalną ilość ciepła należy zastosować do materiału , nadal uzyskując pełną spoinę. Zbyt dużo ciepła spowoduje odkształcenie materiału podczas xml-ph-00
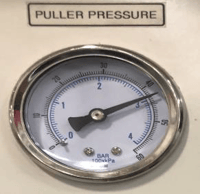
Ciśnienie:
Nacisk rolki spoiny jest końcowym krokiem podczas tworzenia spoiny . Nacisk rolki spoiny ściska podgrzany materiał razem kończąc proces spawania .
Podsumowanie:
Podczas zgrzewania , prawidłowe połączenie ciepła, prędkości i ciśnienia pozwoli Państwu uzyskać prawidłowo zgrzany szew.
5.0 Procedura uruchamiania
Start Do góry Procedura
- Proszę upewnić się, że wszystkie drzwi szafki są zamknięte i zablokowane.
- Proszę upewnić się, że wszystkie osłony bezpieczeństwa są na miejscu .
- Proszę obrócić in-shop air supply valve do open position.
- Proszę przekręcić główne zasilanie odłączenie na włączone pozycję.
- Proszę nacisnąć niebieski przycisk resetowania .
- Sprawdzić pod kątem prawidłowego wyrównania spoiny rolek. Wykonać wszelkie regulacje konieczne.
- Proszę sprawdzić pod kątem prawidłowego wyrównania prowadnic tkaniny . Proszę dokonać wszelkich regulacji niezbędnych.
- Proszę włączyć ogrzewanie i wyregulować temperaturę do żądanej temperatury .
- Proszę sprawdzić pod kątem prawidłowej regulacji ogrzewania systemu dysz.
- Proszę przekręcić przycisk swing na przycisk na .
- Proszę obrócić przycisk silnika do pozycji on .
- Proszę załadować cały materiał , który jest potrzebny do Państwa spawania operacji na odwijania stojaki.
- Prawidłowo umieścić materiał przez maszynę z odwijaka stojaka(ów) .
- Gdy materiał jest do komórki z ściągaczem rolkami, proszę użyć HMI do zamknięcia ściągacza rolek.
- Proszę włączyć wszelkie pozostałe funkcje które będą potrzebne dla procesu spawania .
- Państwa maszyna jest teraz przygotowana do spawania!
6.0 Procedura wyłączania
Zamknięte Wyłączyć Procedura
- Zacisnąć materiał na wyjściu końcu maszyny . To zapewnia, że materiał będzie w właściwej pozycji dla następnej produkcji .
- Proszę upewnić się, że przycisk ogrzewania jest wyłączony. Temperatura powinna zacząć spadać.
- Maszyna maszyna będzie nie wyłączyć się wyłączy się natychmiast! Sprężarki przejdą przez 3-minutowy cykl chłodzenia w dół , aby pozwolić elementom grzewczym na schłodzenie . Te następnie wyłączą .
- Proszę upewnić się, że napięcie z odwijania jest zwolnione przez do przodu lub do tyłu jogging odwijania . To zapewni materiał nie wyciągnąć z maszyny lub prowadnic , gdy obwód xml-ph.
- Po wyłączeniu sprężarek , proszę przekręcić główny wyłącznik zasilania do pozycji off .
- Po tym, jak maszyna zostanie wyłączona , proszę obrócić w sklepie powietrze zasilanie zawór do wyłączonej pozycji .

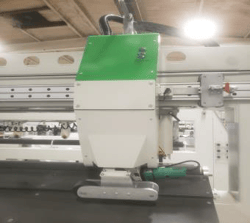
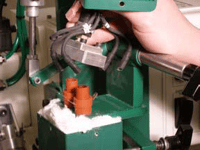
Regulacja dyszy z boku na bok: Przesuwa dyszę w lewo i w prawo względem rolek spawalniczych.
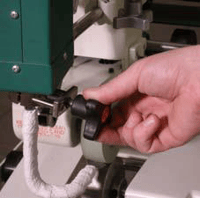
Zacisk blokujący głowicę: Blokuje głowicę we właściwej pozycji spawania.
Regulacja dyszy w górę i w dół: Przesuwa dyszę w górę i w dół. Obracanie pokrętła regulacji dyszy zgodnie z ruchem wskazówek zegara powoduje podnoszenie dyszy. Obracanie pokrętła w kierunku przeciwnym do ruchu wskazówek zegara powoduje opuszczanie dyszy.
Siłownik pneumatyczny górnej jednostki: Przesuwa górną jednostkę w górę i w dół, wywierając nacisk na dolne rolki zgrzewające.
Regulacja dyszy do wewnątrz i na zewnątrz: Przesuwa dyszę do wewnątrz i na zewnątrz. Obracanie pokrętła regulacji zgodnie z ruchem wskazówek zegara przesuwa dyszę do wewnątrz, a w kierunku przeciwnym do ruchu wskazówek zegara przesuwa dyszę na zewnątrz.
Zacisk dyszy: Blokuje dyszę w obudowie podwójnego elementu.
Uwaga: Strona z rowkiem zacisku dyszy musi być skierowana w górę w kierunku obudowy podwójnego elementu.

8.0 Definicja kontroli

Główny Moc Odłącz: W razie potrzeby odłączy maszynę od źródła zasilania . Ten jest również blokadą poza znacznikiem poza punktem dla elektrycznego źródła na maszynie .

Nagły wypadek Proszę zatrzymać: Ta funkcja jest używana tylko w sytuacji awaryjnej . Ta funkcja zatrzyma wszystkie funkcje maszyny i przeniesie ją do bezpiecznego stanu . Ta funkcja wyłączy zasilanie do każdej ruchomej części x

Reset Przycisk: Ten przycisk jest używany za każdym razem, gdy maszyna jest włączona w rano lub awaryjnym zatrzymaniu przycisk został naciśnięty . Ten jest do oznaczenia maszyna jest czysta i może uruchomić się.

Start Przycisk: Uruchamia ruch do maszyny .
Pauza Przycisk: Wstrzymuje działanie urządzenia.

Myld Roller Otwarte/Close: Czy otwiera i zamyka spaw rolki dla konkretnej głowicy. Tam jest również otwiera zamyka przycisk znajduje się na każdej indywidualnej głowicy.

Jog Do przodu: Ten przycisk uruchomi odwijanie rolek do przodu, lub w kierunku przesuwania materiału .
Jog Wstecz: Ten przycisk uruchomi odwijanie rolek w odwrotnym, lub w przeciwnym kierunku materiału ruchu.
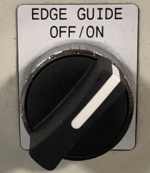
Krawędź Przewodnik Wył/Wł: Ten przełącznik aktywuje foto oko i siłownik liniowy .

Over/Under: Ten przełącznik będzie określać jak materiał się opłaca rozwija . Ten pozwoli Państwu załadować materiał w dowolny sposób .
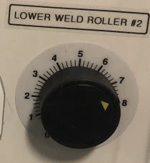
Górny/Dolny Spaw Rolka Prędkość Sterowanie: Ta kontrola pozwoli Państwu dostosować prędkość górnych i dolnych rolek spawalniczych . To zapewni dobrą spoinę .
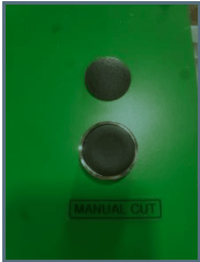
Podręcznik Cięcie Przycisk: Po naciśnięciu przycisk ręcznego cięcia wyśle nóż w ruchu w ustawionym zakresie .

Spawanie Walec Ciśnienie: Celem zgrzewania ciśnienia rolki regulatora jest zmieniać ilość pneumatycznego ciśnienia między zgrzewania rolkami.
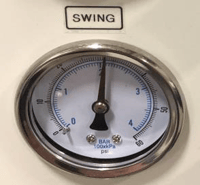
Dysza Swing: Reguluje ilość powietrza ciśnienie używane do obrotu dyszy w i na zewnątrz.
Górny Sprzęgło Ciśnienie: Przykłada moment obrotowy do górnego spawu wałka. Lub zwiększa prędkość górnego spawu wałka. To jest używane aby pomóc kontrolować materiał.
Niższy Sprzęgło Ciśnienie: Przykłada moment obrotowy do dolnego spawu wałka. Lub zwiększa prędkość dolnego spawu wałka. To jest używane aby pomóc kontrolować materiał.
Chiller Ciśnienie: Ciśnienie agregatu chłodniczego , reguluje ilość powietrza ciśnienie dostarczane do agregatu chłodniczego .
Tancerz Ciśnienie: Ten regulator kontroluje ilość naprężenia na w górę i w dół ciśnienia z dancer rolki na odwijania stojaka. Ten jest używany do utrzymania wstęgi naprężenia w maszyny podczas xml-ph-0031@d
Ściągacz Ciśnienie: Celem ściągacza regulatora ciśnienia jest zmiana ilości pneumatycznego ciśnienia pomiędzy ściągaczami .

Zimno Pistolety: Celem pistoletu zimnego pistoletu ciśnieniowego regulatora jest zróżnicowanie ilości pneumatycznego ciśnienia od zimnego pistoletu kiedy w użyciu podczas spawania.
10.0 Definicja komponentów
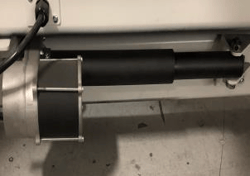
Odpocząć Stojak: Stojaki do odwijania są zaprojektowane do odprowadzania materiału z kontrolowaną prędkością prędkością , aby umożliwić naprężenie materiału do głowic spawalniczych.
Automatyczny Materiał Przecinarka: Automatyczny obcinacz materiału jest zaprojektowany do obcinania materiału na dowolnej długości , której operator sobie życzy.
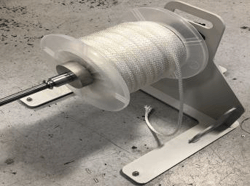
Lina Unwind Stojak: Ten stojak umożliwi linę materiał do wypłaty prawidłowo i płynnie przechodząc do spawu głowic.
Keder wypłata: Wypłata Keder służy jako sposób dozowania Keder materiału płynnie do prowadzącej głowicy spawalniczej .

Ściągacz Rama: Ściągacze wyjściowe są wyposażone w napędzany wałek dociskowy . Górny wałek dociskowy będzie otwierał i zamykał.
Materiał filmowy Licznik: Gdy w miejscu pozwala maszynie na liczenie ile materiału zostało uruchomione .

Zdjęcie Oko: To urządzenie jest używane na liniowym uruchamianym odwijanym stojaku , aby pomóc utrzymać materiał stale śledzący w tym samym miejscu .
Liniowy Siłownik: Jest używany do przesuwania rozwijania stania do utrzymywania materiału umieszczania. Ten działa bezpośrednio z zdjęciem okiem do utrzymywania śledzenia materiału materiału .

Chiller: Po aktywacji będzie używany do utrzymywania materiału przed przegrzaniem.
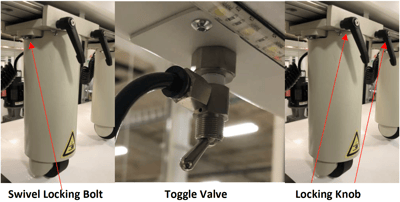
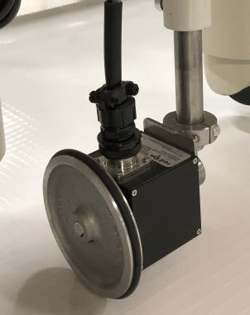
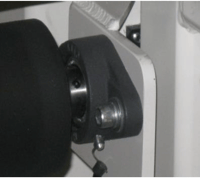
Ściągacz Rama Komponenty: Wywiera nacisk na rolkę , która przeciąga materiał przez maszynę . Poprzez poluzowanie obrotowej śruby blokującej , koło ściągacza może obracać się w prawo i w lewo dla lepszej kontroli materiału . Pokrętło blokujące zablokuje ściągacz system w miejscu. Po umieszczeniu w odpowiednim miejscu proszę zamknąć ściągacz kołem za pomocą przełącznika zaworu .
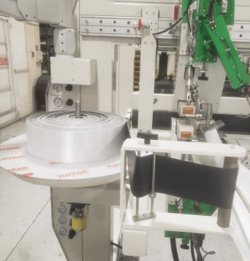
11.0 Unwind Stand
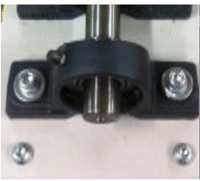
Bezpieczeństwo Uchwyt: Uchwyt bezpieczeństwa pozwala na szybką zmianę materiału . Naciskając na górną uchwyt bezpieczeństwa pozwalamy na zatrzaśnięcie otwarcie tak aby wałek mógł zostać wyjęty lub włożony. Gdy wał jest włożony proszę nacisnąć na górną część uchwytu bezpieczeństwa , aby go zamknąć .
Usuwanie z Wał: Aby wyjąć wałek należy mieć zabezpieczenie uchwyt górny martwy środek do otwarcia. Aby otworzyć obrócić wałek do gdzie otwór uchwytu bezpieczeństwa jest górny martwy środek. Następnie należy otworzyć obrócić uchwyt. Gdy oba uchwyty bezpieczeństwa zostaną otwarte użyć dźwigu lub wózka widłowego , aby wyjąć wał .
12.0 Zrzuty ekranu
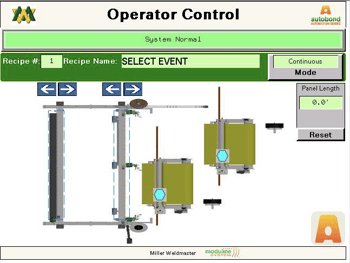
Operator Kontrola Ekran: Ten to główny ekran operator będzie używał; ten to ekran początkowy maszyna będzie ładować.
Przepis #/Name: Wyświetla aktualnie wybraną recepturę .
Panel Długość: Górna liczba pokaże aktualną długość panelu . Dolna liczba to wartość zadana dla panelu , ta jest dostosowana w Przepis Aktywny ekran.
Reset: Ten przycisk zresetuje licznik enkodera dla bieżącego panelu .
Tryb: Wyświetli do operatora aktualny tryb maszynę uruchomioną :
Ciągły- Urządzenie będzie działać do momentu wstrzymania lub naciśnięcia przycisku E-stop .
Proszę biec Do Proszę ustawić Punkt: Maszyna uruchomi się do określonej długości ustawionej przez operatora .
Partia: Maszyna będzie automatycznie uruchamiać określoną liczbę partii .
Aby zmienić jakiekolwiek parametry urządzenia, muszą być Państwo zalogowani jako operator;
Nazwa użytkownika: oper
Hasło: 6789
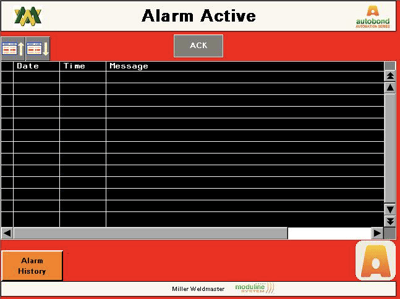
Alarm Aktywny Ekran: Na tym ekranie wyświetlane są bieżące aktywne alarmy, jeśli istnieją.
Proszę potwierdzić: Ten przycisk służy do potwierdzania wszelkich aktywnych alarmów.
Alarm Historia: Ta jest używana do wyciągnięcia w górę dowolnego i wszystkich starych alarmów kiedykolwiek obecnych na maszynie .
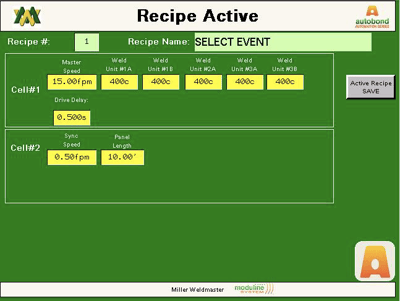
Przepis Aktywny Ekran: Wyświetla wszystkie bieżące parametry dla wybranej receptury.
Przepis #/Name: Ta strona pokazuje aktualny przepis według numeru i według nazwy.
Aktywny Przepis Zapisz: Naciśnięcie tego przycisku spowoduje zapisanie wszystkich bieżących parametrów dla bieżącej receptury.
Napęd Opóźnienie: Jest to ilość czasu między rozpoczęciem Państwa spawania głowicą i dyszami do wychylenia w zanim spawanie trzymane się rozpocznie.
Spawanie Jednostka # 1-3 To jest temperatura zestaw punkt jesteśmy ustawienie każdy spawanie głowica na.
Komórka #1 Mistrz Prędkość: Kontroluje ogólną prędkość maszyny .
Komórka #2 Panel Długość: Ta strona pozwoli Państwu ustawić pożądaną długość panelu dla każdego przepisu.
Komórka #2 Synchronizacja Prędkość: Ta prędkość jest slave off of the master speed.
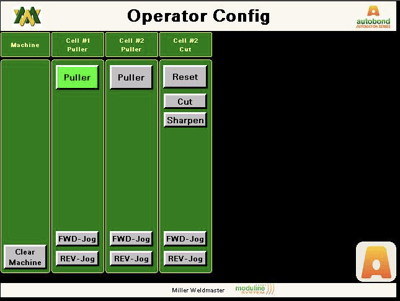
Operator Konfiguracja Ekran: Wyświetla każdą komórkę z ich odpowiednimi funkcjami.
Wyczyść Maszyna: Czy otworzy spaw rolki, ściągacz, i wyłącza ciepło systemy.
Komórka #1 Ściągacz: Po podświetleniu , ten aktywuje ściągacz na ogniwie #1.
Komórka #2 Ściągacz: Po podświetleniu , ten aktywuje ściągacz na ogniwie #2.
FWD/REV Jog: Te przyciski będą przesuwać komórkę do przodu lub do tyłu.
Komórka #2 Cięcie:
Reset: Ta funkcja wyśle obcinarkę do pozycji wyjściowej , jeśli zatrzymała podczas cyklu .
Cięcie: Ta funkcja ustawi obcinarkę w ruch .
Ostrzenie: Ta funkcja pozwoli przecinakowi pracować , podczas gdy operator wciska ostrzałkę.
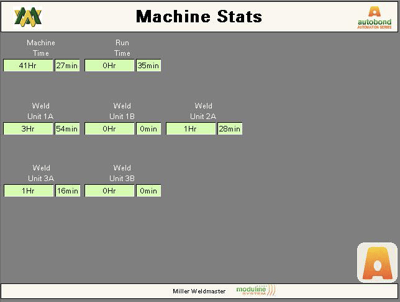
Maszyna Statystyki: Wyświetla licznik godzin dla maszyny jak jak wszystkie poszczególne głowice spawalnicze . Licznik godzin jest resetowalny gdy zalogowany pod poziom Tech .
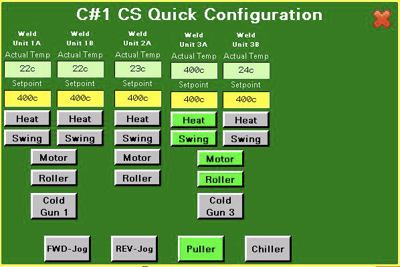
C#1 CS Szybko Konfiguracja Ekran: Ten ekran wyświetli każdą głowicę spawalniczą aktualny stan nagrzewania .
Rzeczywisty Temperatura: Ta strona pokazuje rzeczywistą aktualną temperaturę maszyny spawalniczej głowicy.
Wartość zadana: Ta strona pokazuje wartość zadaną , którą chcemy, aby maszyna osiągnęła .
+/- Alarm Pasmo: Używany do ustawienia alarmów dla poniżej/powyżej ustawienia ustawienia ustawienia punktu temperatury.
Ciepło: Ten przycisk włącza ogrzewanie na do wybranego ogrzewania systemu na wybranej komórki .
Swing: Ten przycisk włącza ogrzewanie system swing.
Silnik: Ten przycisk włącza silnik dla wybranego systemu ogrzewania na wybranej komórki .
Rolka: Ten przycisk spowoduje opuszczenie lub podniesienie spawanych rolek .
Zimno Pistolet 1, 3: Włącza pomocniczy agregat chłodniczy powietrza , ten będzie używany do chłodzenia szwu .
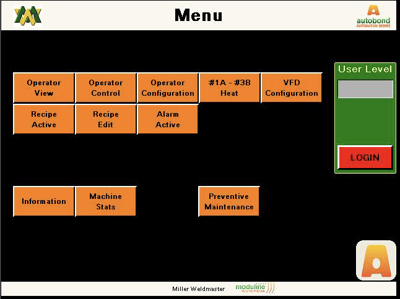
Menu Ekran Ekran główny wyświetla wszystkie dostępne podmenu dla sterowania urządzeniem .
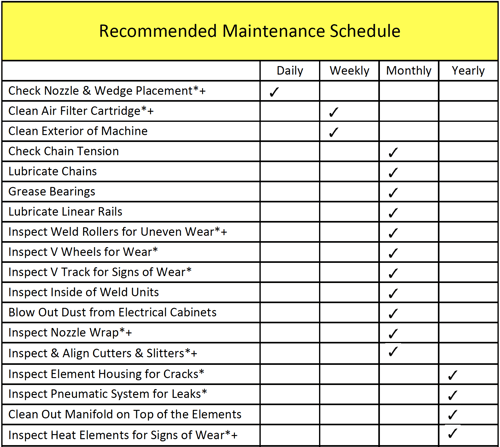
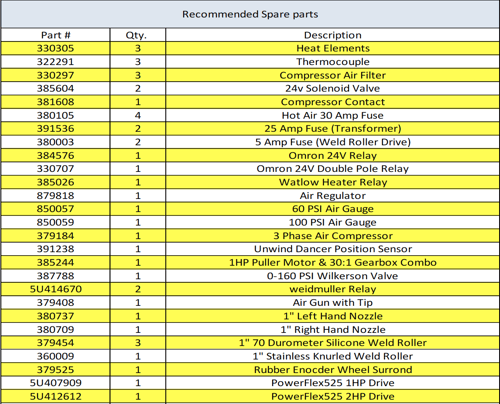
*W razie potrzeby proszę wymienić części zgodnie z inspekcją.
+Wskazuje części, które powinny być przechowywane na miejscu.
13.0 Konserwacja
OSTRZEŻENIE! Tylko wykwalifikowany technik może wykonywać konserwację na tej maszynie. To może być Miller Weldmaster lub ktoś przeszkolony przez przedstawiciela Miller Weldmaster .
OSTRZEŻENIE! Maszyna musi być odłączona od zasilania źródła zanim jakakolwiek konserwacja może być wykonana.
Łożyska
Miller Weldmaster Moduline Gen II Multi Sealer ma kilka łożysk, chociaż nie jest wymagającym konserwacji elementem, łożyska powinny być sprawdzane raz na miesiąc aby upewnić się, że nie występuje nie nadmierna korozja, xml-ph-0030@deeplProszę również sprawdzać pod kątem jakichkolwiek luzów lub zużycia. W razie potrzeby, smarować łożyska raz co 6 miesięcy olejem 80w-90w przekładniowym .
Powietrze Filtr Wkład
Urządzenie Miller Weldmaster Moduline Gen II Multi Sealer posiada sprężarkę powietrza , która dostarcza strumień powietrza do elementów grzewczych. Okresowe czyszczenie i wymiana filtra powietrza wkładu jest konieczne do xml-ph-0030@deepl.inte Niewystarczający przepływ powietrza lub jakiekolwiek zanieczyszczenia w przepływie powietrza skrócą żywotność elementów grzewczych lub wbudowanej sprężarki .
Proszę czyścić filtr powietrza co tydzień dla najlepszej wydajności . Kiedy nie mogą już Państwo czytać czarnego tekstu na stronie filtra wkładu to czas na wymianę filtra .
Wspólne Składniki
Ciepło Elementy
Elementy grzewcze używane przez Miller Weldmaster Moduline Gen II Multi Sealer są oceniane na1000 godzin użytkowania w temperaturze 1000 stopni F (537 stopni C). Chociaż dłuższa ciepła elementu żywotność jest możliwe z właściwej konserwacji, 1000 godzin jest średnia Jeśli ciepła elementy awarii przedwcześnie, skontaktować Miller Weldmaster przedstawiciela przed wymiany.
Łańcuchy
Urządzenie Miller Weldmaster Moduline Gen II Multi Sealer posiada kilka łańcuchów , które są używane do napędu spawania rolek i ściągaczy. Chociaż nie jest elementem wymagającym konserwacji , łańcuchy powinny być sprawdzane raz na miesiąc w celu upewnienia się, że nie występuje nadmierna korozja, rdza, lub brud. Proszę również sprawdzać pod kątem jakichkolwiek luzów lub luzów. W razie potrzeby proszę smarować łańcuchy raz na miesiąc olejemprzekładniowym 80w - 90w.
Regulacja górny Górny Jednostka Spawanie Rolka Napęd Łańcuch
Jednostka górna
Podczas napinania górnej jednostki łańcucha, należy sprawdzić rolkę spawaną pod kątem luzu. Rolka spawana powinna tylko poruszać się do tyłu i do przodu o 1/8cala. Poluzować nakrętkę na śrubie napinającej . Po poluzowaniu nakrętki przekręcić śrubę zgodnie z ruchem wskazówek zegara do momentu, aż rolka napinająca nie poruszy się. Następnie z powrotem odkręcić śrubę napinającą przeciwnie do ruchu wskazówek zegara do momentu, aż rolka napinająca osiągnie 1/8 xml-p
Główny Napęd Łańcuch
Łańcuch główny do sprzęgła powinien być trochę luźny. Proszę zdjąć pokrywę z górnej części głowicy . Proszę wyregulować łańcuch przez poluzowanie napędu silnika mocowania po stronie o Łańcuch powinien odciągać od koła zębatego koła zębatego około 3/16 cala , ale nie wystarczająco , aby zszedł z zębów . Jeśli łańcuch jest zbyt napięty, sprzęgło nie będzie działać prawidłowo.
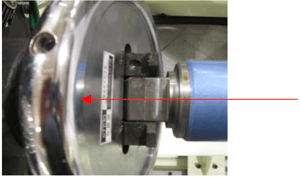
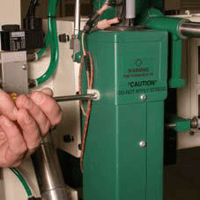
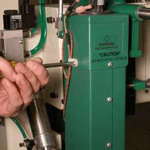
Zmiana Termopara
Zgrzewarka Moduline Gen II Multi Sealer wykorzystuje termoparę do odczytu temperatury powietrza tuż przed dotarciem do dyszy . Typowa żywotność termopary jest różna. Termopara powinna zostać wymieniona , jeśli urządzenie nie utrzymuje stałej temperatury +/- 2 stopnie F (+/- 1 stopień C) lub elementy grzewcze wypalają się przedwcześnie.
Ostrzeżenie! Tylko wykwalifikowany technik może wykonywać jakąkolwiek konserwację na maszynie. Ten może być Miller Weldmaster przedstawicielem lub kimś przeszkolonym przez Miller Weldmaster przedstawiciela.
Ostrzeżenie! Maszyna musi być odłączona od zasilania źródła zanim jakakolwiek konserwacja może się rozpocząć.
1. Proszę obrócić w główny moc rozłączenie do w wyłączony stanowisko.
2. Odłączyć przewód zasilający od zasilacza. Jeśli przewód zasilający jest podłączony do zasilacza, proszę wyłączyć zasilanie w skrzynce przyłączeniowej.

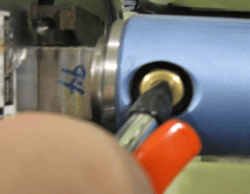
3. Odłączyć 2 przewody termopary.
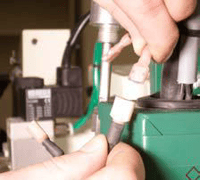
4. Zdjąć dyszę gorącego powietrza, poluzowując zacisk.

7. Używając klucza 7/16 , ostrożnie poluzować i zdjąć nakrętkę termopary .



12. Zainstalować oba termopary przewody mocowania.


Zmiana Ciepło Elementy
Elementy grzewcze używane przez maszynę Miller Weldmaster są przystosowane do 1000 godzin użytkowania w temperaturze 1000 stopni F (537 stopni C). Chociaż dłuższa żywotność elementu jest możliwa przy prawidłowym xml Jeśli elementy grzewcze ulegną awarii przedwcześnie, proszę skontaktować się z przedstawicielem Miller Weldmaster przed wymianą. Zaleca się , aby oba elementy zostały wymienione nawet jeśli tylko jeden się przepali.
1. Proszę obrócić w główny moc rozłączenie do w wyłączony stanowisko.

3. Odłączyć przewody 2 termopary .



8. Poluzować 4 śruby mocujące aluminiowy rozdzielacz powietrza.

9. Zdjąć aluminiowy rozdzielacz powietrza.
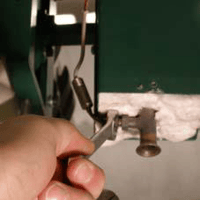
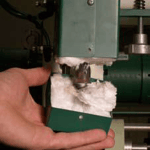
10. Ostrożnie wyjąć elementy grzejne z obudowy elementu.
UWAGA: Sprawdzić każdy element pod kątem jakichkolwiek odłamanych fragmentów szkła lub drutu. Wszelkie brakujące fragmenty będą w podwójnym elemencie obudowie lub dyszy. Te fragmenty muszą zostać usunięte przed instalacją nowego xml-ph-0030@deepl.inter.
11. Ostrożnie zainstalować 2 nowy ciepło elementy do w podwójny element obudowa.



Rozwiązywanie problemów z wielofunkcyjną zgrzewarką Moduline Gen II
Często zadawane pytania
Nie jest to dobry spaw?
Proszę sprawdzić temperaturę, prędkość i docisk rolki spawalniczej oraz umiejscowienie dyszy. Napięcie na stojakach odwijających również może mieć wpływ na spawanie.
Wypalam dziurę za każdym razem, gdy zaczynam.
Czas opóźnienia napędu jest ustawiony na wysoki.
Mam niespawaną część między początkiem a końcem.
Czas opóźnienia wysterowania jest ustawiony na niski.
Materiał nie przepływa płynnie przez prowadnicę.
Sprawdzić wyrównanie każdej prowadnicy.
Kiedy włączam główny odłącznik zasilania, zasilanie wydaje się nie włączać?
Proszę sprawdzić, czy wyłącznik jest włączony, upewnić się, że przewód powietrza warsztatowego jest podłączony do maszyny, a zawór jest otwarty. Proszę sprawdzić, czy nie został naciśnięty żaden z przycisków e-stop. Po znalezieniu wciśniętego przycisku e-stop proszę sprawdzić, czy maszyna jest w stanie umożliwiającym bezpieczną pracę, a wszystkie osoby stoją w bezpiecznej odległości. Proszę przekręcić przycisk e-stop zgodnie z ruchem wskazówek zegara, aby go zwolnić. Nacisnąć przycisk resetowania na głównym panelu sterowania.
Przycisk silnika jest ustawiony w pozycji włączonej, a po naciśnięciu przycisku start nie porusza się?
Proszę poprosić elektryka o sprawdzenie skrzynki sterowniczej, aby upewnić się, że wszystkie falowniki są gotowe do pracy.
Temperatura nie wzrośnie.
Proszę zlecić elektrykowi sprawdzenie bezpiecznika przekaźnika nagrzewnicy, czy nie uległ przepaleniu. Sprawdzić elementy grzewcze, upewniając się, że nie uległy przepaleniu. Jeśli wszystkie bezpieczniki i elementy grzejne są sprawne, proszę wymienić przekaźnik grzałki.
Materiał nie przemieszcza się przez maszynę.
Proszę sprawdzić, czy ściągacz jest zamknięty.
Materiał nie pozostanie w prowadnicy
Sprawdzić ciśnienie hamulca na stanowisku odwijania. Jeśli ciśnienie jest prawidłowe, proszę zwiększyć ciśnienie górnego sprzęgła.
15.0 Części zamienne
16.0 Wskazówki dotyczące spawania
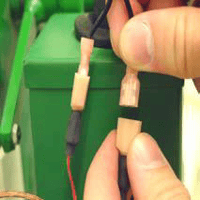
Spawanie Wskazówki

Zły spaw: To nie jest dobry zgrzew. Chociaż tkanina jest w pewnym stopniu zgrzana, nie jest to coś, co można by uznać za 100%. Jedna z dwóch rzeczy musi się wydarzyć, aby ten zgrzew został zaakceptowany. Należy zmniejszyć prędkość lub zwiększyć temperaturę.

Dobrze Zgrzew: Ten jest dobrym zgrzewem. Tkanina jest zgrzana w 100%. mogą Państwo zobaczyć , że tkanina rozwarstwia się na całej szerokości szwu .

Górny Spaw Rolka Iść Zbyt Wolno: To jest przykładem górnego spawu rolki jadącej zbyt wolno. zielony panel przechodzi przez lewą stronę spawacza i żółty panel przechodzi przez prawą stronę. Górny zgrzew rolka jest idzie wolniej niż dolny zgrzew rolka. To pokazuje w marszczenie dolnego lub lewego panelu. Górny zgrzew rolka sprzęgło ciśnienie potrzebuje do być xml-ph-0031@d

Górny Spaw Rolka Iść Zbyt Szybko: To jest przykładem górnego spawu rolki jadącej zbyt szybko. zielony panel przechodzi przez lewą stronę spawacza i żółty panel przechodzi przez prawą stronę. Górny spaw rolka jest idzie szybciej niż dolny spaw rolka. To pokazuje w marszczenie górnego lub prawego panelu. Górny spaw rolka sprzęgło ciśnienie potrzebuje do być xml-ph-0031@d

Zbyt Za dużo Skurcz: To jest przykładem zbyt dużego skurczu w materiale . Wiele tworzyw termoplastycznych ma tendencję do kurczenia się po podgrzaniu. To jest spowodowane przez przegrzanie.

Doskonale Szew: Ten jest przykładem idealnego szwu. nie ma falowania, zmarszczek, lub fałd.
