Niniejsza instrukcja obsługi ma służyć jako przewodnik podczas obsługi urządzenia PS150. Aby zapewnić optymalną wydajność spawarki, proszę dokładnie przestrzegać zaleceń i specyfikacji.
Spis treści
- Rozdział 1: Przeznaczenie
- Rozdział 2: Wyjaśnienie ostrzeżeń
- Rozdział 3: Wymagania elektryczne i dotyczące powietrza
- Rozdział 4: Zasady uszczelniania termicznego
- Rozdział 5: Zasady działania
- Rozdział 6: Specyfikacja maszyny
- Rozdział 7: Wymiana i konserwacja podzespołów
- Rozdział 8: Dodatkowe dokumenty maszyny
Aby uzyskać więcej informacji technicznych dotyczących tego urządzenia, proszę zadzwonić do naszego Centrum Rozwiązywania Problemów pod numer 1-855-888-WELD lub wysłać wiadomość e-mail na adres service@weldmaster.com.
1.0 Przeznaczenie
Urządzenie PS150 jest obrotową zgrzewarką gorącego powietrza przeznaczoną do zgrzewania termicznego tworzyw sztucznych, takich jak:
Tkanina powlekana polipropylenem (PP)
Tkaniny powlekane polietylenem (PE)
Producent nie wyraża na to zgody:
Jakie są inne zastosowania tych maszyn?
Usunięcie jakichkolwiek osłon bezpieczeństwa podczas pracy.
Nieautoryzowana modyfikacja urządzeń.
Używanie części zamiennych niezatwierdzonych przez producenta.
![]() Tylko odpowiednio przeszkolony technik może obsługiwać i/lub wykonywać rutynowe czynności konserwacyjne lub naprawy urządzeń.
Tylko odpowiednio przeszkolony technik może obsługiwać i/lub wykonywać rutynowe czynności konserwacyjne lub naprawy urządzeń.
UWAGA: Producent nie ponosi odpowiedzialności za jakiekolwiek szkody lub obrażenia powstałe w wyniku niewłaściwego użytkowania tego urządzenia.
2.0 Wyjaśnienie ostrzeżeń
Na maszynie Miller Weldmaster PS150 znajduje się kilka różnych symboli ostrzegawczych. Symbole te mają ostrzegać operatora o potencjalnie niebezpiecznych obszarach maszyny. Proszę zapoznać się z ich rozmieszczeniem i znaczeniem.

Uwaga: Gorąco
Symbol "Uwaga: Gorące" jest umieszczony na osłonie w pobliżu gorących powierzchni.

Niebezpieczeństwo: Punkty ucisku
Symbol "Niebezpieczeństwo: Punkty uszczypnięcia" jest umieszczony w pobliżu wszelkich potencjalnych punktów uszczypnięcia. Proszę nie umieszczać żadnych części ciała w pobliżu tych sekcji maszyny podczas jej pracy.

Uwaga: Proszę odłączyć urządzenie
Naklejka "Uwaga: Proszę odłączyć urządzenie" znajduje się w pobliżu otworu obudowy i wszystkich paneli dostępu. Aby zapobiec porażeniu prądem, urządzenie powinno być zawsze odłączone od zasilania przed otwarciem drzwi obudowy.

Ostrzeżenie: Proszę trzymać ręce z daleka
Naklejka "Ostrzeżenie: Proszę trzymać ręce z daleka" znajduje się na zespole grzałki. Aby zapobiec uszczypnięciom lub oparzeniom, należy zawsze zwracać uwagę na położenie rąk.

Ostrzeżenie: Wysoka temperatura powietrza
Naklejka "Ostrzeżenie: Wysoka temperatura powietrza" jest umieszczona na zespole nagrzewnicy.

Uwaga: Elektryczność
Naklejka "Uwaga: Elektryczność" jest umieszczana w pobliżu obszarów, w których znajdują się urządzenia elektryczne.
Ostrożnie: Ostre
Naklejka "Ostrożnie: Ostre" jest umieszczana w pobliżu obszarów zawierających ostre elementy.

Lockout Tagout:
Każdy napęd o zmiennej częstotliwości prądu przemiennego jest zasilany przez blok bezpieczników, który można zablokować i oznaczyć. Aby otworzyć uchwyt, należy użyć śrubokręta w szczelinie na powierzchni uchwytu. Po uruchomieniu użytkownik może otworzyć urządzenie ręcznie i zablokować je.
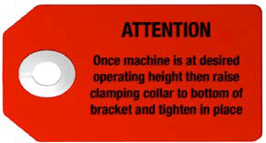
Uwaga:
Znacznik znajduje się w pobliżu dolnej granicy systemu regulacji wysokości. Po wyregulowaniu maszyny do żądanej wysokości roboczej należy podnieść kołnierz zaciskowy do dolnej części wspornika i dokręcić go. W ten sposób tworzy się dolny limit regulacji wysokości, dzięki czemu maszyna obniży się minimalnie w stosunku do wysokości roboczej.
3.0 Wymagania elektryczne i dotyczące powietrza
Ostrzeżenie! Tylko wykwalifikowany elektryk może podłączyć zasilanie elektryczne.
Przygotowanie - zasilanie i powietrze
- Należy upewnić się, że zasilanie wynosi 230 V, 30 A, 50/60 Hz lub 480 V, 30 A, jeśli dostarczono odpowiedni transformator obniżający napięcie, 50/60 Hz, a ciśnienie zasilania wynosi 100 psi (6,9 bara) podczas pracy urządzenia.
- Proszę upewnić się, że napięcie i natężenie prądu są odpowiednie dla urządzenia i zgodne z powyższą specyfikacją.
- Należy wykonać odpowiednie uziemienie do zacisku uziemienia znajdującego się na urządzeniu.
 Przed uruchomieniem urządzenia należy upewnić się, że otoczenie urządzenia jest wolne od łatwopalne odłamki. Tylko upoważnione osoby mogą przebywać w pobliżu maszyny podczas jej użytkowania.
Przed uruchomieniem urządzenia należy upewnić się, że otoczenie urządzenia jest wolne od łatwopalne odłamki. Tylko upoważnione osoby mogą przebywać w pobliżu maszyny podczas jej użytkowania.- W sytuacji awaryjnej proszę nacisnąć przycisk zatrzymania awaryjnego
Zasilanie elektryczne
Ze względu na liczbę dostępnych gniazd w różnych stylach, przewód nie zawiera wtyczki. Zaleca się, aby Państwa elektryk zainstalował wtyczkę, która jest porównywalna z Państwa stylem gniazda zasilania. Mogą Państwo zdecydować się na podłączenie przewodu zasilającego do zasilacza. Zaleca się, aby elektryk użył skrzynki przyłączeniowej z przełącznikiem ON/OFF. Urządzenie Miller Weldmaster PS150 wymaga jednej z następujących instalacji elektrycznych:
30 A - Trójfazowy - 230 V
30 A - trójfazowy - 480 V (jeśli dostarczono odpowiedni transformator obniżający napięcie) został dostarczony)
Dostawa powietrza do sklepu
Model Miller Weldmaster PS150 zawiera zawór zasilania powietrzem w warsztacie, który umożliwia szybkie podłączanie i odłączanie zasilania powietrzem w warsztacie. Ze względu na liczbę różnych stylów złączy pneumatycznych, męskie szybkozłącze nie jest dołączone do zestawu. Należy wybrać szybkozłącze męskie z gwintem 3/8 cala NPT (National Pipe Thread), aby dopasować je do szybkozłącza żeńskiego. Urządzenie Miller Weldmaster PS150 wymaga następujących parametrów powietrza warsztatowego:
- Minimum 20 cfm przy 100 psi
- Nie przekraczać 565 litrów/min przy ciśnieniu 6,9 bara
- Wbudowany separator wody i zanieczyszczeń
4.0 Zasady uszczelniania termicznego
Ogrzewanie: System ogrzewania gorącym powietrzem: Ciepło wymagane do operacji spawania jest wytwarzane elektrycznie przez jeden (lub dwa w zależności od zastosowania) element grzejny umieszczony wewnątrz obudowy elementu grzejnego. Dopływ powietrza w warsztacie dostarcza powietrze nad element grzewczy i przenosi ciepło przez dyszę gorącego powietrza, nakładając ciepło na spawany materiał. Temperatura gorącego powietrza wynosi od 25 do 800 stopni Celsjusza (77 do 1472 stopni Fahrenheita).
Prędkość: Prędkość rolek spawalniczych określa czas oddziaływania ciepła na spawany materiał. Im wolniejsze ustawienie prędkości, tym więcej materiału zostanie podgrzane. Im szybsze ustawienie prędkości, tym mniej materiału zostanie podgrzane. Aby uzyskać najlepszą spoinę, do materiału należy przyłożyć minimalną ilość ciepła, jednocześnie uzyskując pełną spoinę. Zbyt duża ilość ciepła spowoduje odkształcenie materiału, natomiast zbyt mała ilość ciepła uniemożliwi spawanie materiału.
Nacisk: Nacisk rolek spawalniczych ściska rozgrzany materiał, aby zakończyć proces spawania.
Podsumowanie
Prawidłowa kombinacja ciepła, prędkości i nacisku rolki pozwoli Państwu uzyskać prawidłowo zgrzany szew.
5.0 Zasady działania
PS150 to zgrzewarka, która zgrzewa termiczne tkaniny lub folie z tworzyw sztucznych za pomocą gorącego powietrza, poprzez zastosowanie ciśnienia, stałej prędkości i dokładnej temperatury w celu idealnego zgrzewania termicznych materiałów z tworzyw sztucznych.
Kontrole: Cele i funkcje
Ekran sterowania operatora
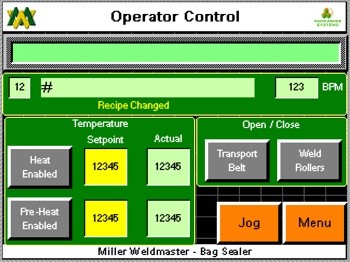
- Środkowe górne pole tekstowe: W polu tekstowym wyświetlana jest lista bieżących alarmów. Przyciski w górę/w dół obok pola tekstowego pozwolą użytkownikowi przewijać listę bieżących alarmów w górę/w dół.
- Pole tekstowe MSG0: Pole tekstowe wskaże bieżący stan urządzenia. System bezczynny, system działa, pauza, zadanie do przodu, otwarte drzwiczki, alarm aktywny, reset EPO, zatrzymanie po stronie operatora i zatrzymanie po stronie nieoperatora.
- Czerwony wskaźnik świetlny: Czerwony wskaźnik świetlny będzie wyświetlany w tym samym kolorze, co światło stosu w trybie jednolitego koloru.
- Bag/Min: Wartość "0" wskazuje aktualną średnią liczbę worków na minutę przechodzących przez urządzenie.
- Feet/Min: "0" wskazuje aktualną średnią liczbę worków na minutę przechodzących przez urządzenie.
- Weld Nozzle OFF (Dysza spawalnicza wyłączona): Naciśnięcie przycisku spowoduje włączenie/wyłączenie systemu podgrzewania. Proszę nacisnąć raz, aby przełączyć na przeciwny stan.
- Rzeczywista (F): Wyświetlana liczba oznacza temperaturę odczytywaną obecnie przez termoparę u podstawy obudowy elementu.
- Wartość zadana (F): Wyświetlana liczba oznacza, przy jakiej temperaturze regulator temperatury ma utrzymywać temperaturę. Po dotknięciu pola tekstowego na ekranie pojawi się klawiatura umożliwiająca użytkownikowi zmianę wartości zadanej.
- Pre-Heat Nozzle OFF: Naciśnięcie przycisku spowoduje włączenie/wyłączenie systemu ogrzewania. Proszę nacisnąć raz, aby przełączyć na przeciwny stan.
- Rolka zgrzewająca: Naciśnięcie przycisku spowoduje otwarcie/zamknięcie rolek spawalniczych. Proszę nacisnąć raz, aby przełączyć na przeciwny stan.
- Taśma transportowa: Naciśnięcie przycisku spowoduje otwarcie/zamknięcie pasów transportowych. Proszę nacisnąć raz, aby przełączyć na przeciwny stan.
- Jog FWD : Naciśnięcie przycisku spowoduje przesuwanie układu napędowego w kierunku do przodu z małą prędkością. Ta funkcja jest przeznaczona wyłącznie do testowania ruchu silników i układu napędowego. Nie jest ona przeznaczona do działania w funkcji synchronizacji. Jog FWD pojawi się tylko wtedy, gdy maszyna jest w stanie wstrzymania.
- Menu: Naciśnięcie przycisku menu spowoduje przejście do ekranu menu głównego.
Ekran menu głównego, poziom operatora
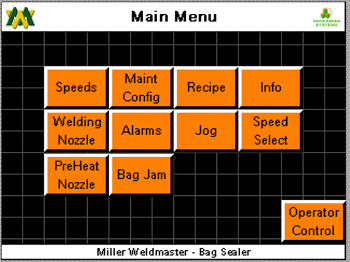
-
- Konfiguracja operatora: Naciśnięcie przycisku Operator Configuration (Konfiguracja operatora) spowoduje przejście do opcji Operator Configuration (Konfiguracja operatora), Operator Level (Poziom operatora).
- Historia alarmów: Naciśnięcie przycisku Historia alarmów spowoduje przejście do ekranu historii alarmów.
- Logowanie: Naciśnięcie przycisku Login spowoduje przejście użytkownika do ekranu logowania.
- Wylogowanie: Naciśnięcie przycisku Wyloguj spowoduje wylogowanie i powrót użytkownika do ekranów widocznych w bazie.
- Obsługa: Naciśnięcie przycisku obsługi spowoduje przejście do ekranu sterowania operatora.
Konfiguracja operatora, poziom operatora
- Numer przepisu: Numer wyświetlany w polu tekstowym jest numerem aktualnie wyświetlanej receptury. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi przejście do żądanego numeru receptury. Strzałka w górę / w dół znajdująca się po prawej / lewej stronie pola tekstowego również dostosuje się do następnej receptury. Jednokrotne dotknięcie strzałki spowoduje przejście do następnej receptury.
- Nazwa przepisu: Wyświetlany tekst jest nazwą bieżącej receptury. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę tekstu.
- Aktywuj: Naciśnięcie przycisku aktywacji spowoduje załadowanie zapisanych ustawień wyświetlanej receptury do odpowiednich punktów nastawy. Na przykład podczas dostosowywania ustawienia prędkości należy zmienić ustawienie prędkości, a następnie nacisnąć przycisk aktywacji, aby przesłać zmianę do określonego punktu nastawy.
- Pas transportowy (FT/MIN): Liczba wyświetlana w polu tekstowym to prędkość, z jaką ustawiony jest pas transportowy. Prędkość transportowa jest główną prędkością maszyny. Liczba jest podawana w stopach na minutę. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę prędkości taśmy transportowej. Po jednokrotnym dotknięciu strzałki prędkość zostanie zwiększona/zmniejszona o 0,01 ft/min. Po wprowadzeniu żądanej wartości zadanej w polu tekstowym użytkownik musi nacisnąć przycisk aktywacji, aby przesłać zmianę do tej konkretnej wartości zadanej.
- Front Weld Roller (FT/MIN): Liczba wyświetlana w polu tekstowym określa prędkość, z jaką ustawiony jest przedni wałek spawalniczy. Prędkość przedniego wałka spawalniczego jest zależna od prędkości transportu, ale może być przesunięta. Liczba jest podawana w stopach na minutę. Po dotknięciu pola tekstowego na ekranie pojawi się klawiatura umożliwiająca użytkownikowi zmianę prędkości przedniej rolki zgrzewającej. Po jednokrotnym dotknięciu strzałki prędkość zostanie zwiększona/zmniejszona o 0,01 ft/min. Po wprowadzeniu żądanej wartości zadanej w polu tekstowym użytkownik musi nacisnąć przycisk aktywacji, aby wysłać zmianę do tej konkretnej wartości zadanej.
- Tylna rolka zgrzewająca: Prędkość tylnego wałka spawalniczego jest zależna od prędkości transportu. Podawana jest w stopach na minutę. Po dotknięciu pola tekstowego na ekranie pojawi się klawiatura umożliwiająca użytkownikowi zmianę prędkości tylnego wałka spawalniczego. Strzałka w górę / w dół znajdująca się po prawej / lewej stronie pola tekstowego również dostosuje prędkość tylnego wałka spawalniczego. Po jednokrotnym dotknięciu strzałki prędkość zostanie zwiększona/zmniejszona o 0,01 ft/min. Po wprowadzeniu żądanego punktu nastawy w polu tekstowym użytkownik musi nacisnąć przycisk aktywacji, aby wysłać zmianę do tego konkretnego punktu nastawy.
- Weld Nozzle Temp (F) (Temperatura dyszy spawalniczej (F)): Wyświetlana liczba oznacza, przy jakiej temperaturze regulator temperatury ma utrzymywać temperaturę. Po dotknięciu pola tekstowego na ekranie pojawi się klawiatura umożliwiająca użytkownikowi zmianę wartości zadanej. Strzałka w górę / w dół znajdująca się po prawej / lewej stronie pola tekstowego również dostosuje wartość zadaną. Po jednokrotnym dotknięciu strzałki temperatura zostanie zwiększona/zmniejszona o 1'f. Po wprowadzeniu żądanej wartości zadanej w polu tekstowym użytkownik musi nacisnąć przycisk aktywacji, aby wysłać zmianę do tej konkretnej wartości zadanej.
- Pre Heat Temp (F): Wyświetlana liczba oznacza, przy jakiej temperaturze regulator temperatury ma utrzymywać temperaturę. Po dotknięciu pola tekstowego na ekranie pojawi się klawiatura umożliwiająca użytkownikowi zmianę wartości zadanej. Strzałka w górę / w dół znajdująca się po prawej / lewej stronie pola tekstowego również dostosuje wartość zadaną. Po jednokrotnym dotknięciu strzałki temperatura zostanie zwiększona/zmniejszona o 1'f. Po wprowadzeniu żądanej wartości zadanej w polu tekstowym użytkownik musi nacisnąć przycisk aktywacji, aby wysłać zmianę do tej konkretnej wartości zadanej.
- Czas braku worka (SEC): Wejściowy czujnik worka kontroluje, kiedy system obrotu dyszy ma być w pozycji zgrzewania i kiedy ma być w pozycji wyjściowej, gdy maszyna jest w trybie pracy. Gdy worek zostanie wprowadzony do maszyny i czujnik go wykryje, system obrotu dyszy zostanie ustawiony w pozycji zgrzewania. Liczba wyświetlana w polu tekstowym to czas, który musi upłynąć, aby worek nie minął wejściowego czujnika worka. Jeśli czas ten zostanie osiągnięty, system obrotu dyszy zostanie ustawiony w pozycji wyjściowej do momentu wykrycia kolejnego worka. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę wartości zadanej.
- Zapisz: Naciśnięcie przycisku Zapisz spowoduje zapisanie/odświeżenie wszystkich bieżących wartości zadanych wprowadzonych w każdym polu tekstowym do aktualnie wyświetlanej receptury.
- Jog FWD: Naciśnięcie przycisku spowoduje przesuwanie układu napędowego w kierunku do przodu z małą prędkością. Ta funkcja jest przeznaczona wyłącznie do testowania ruchu silników i układu napędowego. Nie jest ona przeznaczona do działania w funkcji synchronizacji. Jog FWD pojawi się tylko w stanie wstrzymania
- Poprzedni: Naciśnięcie poprzedniego przycisku spowoduje wyświetlenie poprzedniego ekranu.
Ekran menu głównego, poziom SU:
- Konfiguracja receptury: Naciśnięcie przycisku Recipe Config przeniesie użytkownika do ekranu konfiguracji receptury.
- Recipe Active (Aktywna receptura): Naciśnięcie przycisku Recipe Active (Aktywna receptura) spowoduje przejście użytkownika do ekranu Recipe Active (Aktywna receptura).
- Podgrzewanie/Ręcznie: Naciśnięcie przycisku Heat/Manual spowoduje przejście użytkownika do ekranu Heat Control Weld Nozzle.
- Konfiguracja maszyny: Naciśnięcie przycisku Machine Config przeniesie użytkownika do ekranu sterowania operatora.
- Zdalne informacje: Naciśnięcie przycisku Remote Info spowoduje przejście użytkownika do ekranu Remote Info.
- Konfiguracja HMI: Naciśnięcie przycisku HMI Setup przeniesie użytkownika do ekranu HMI Setup.
- Aktywne alarmy: Naciśnięcie przycisku Alarm Active spowoduje przejście użytkownika do ekranu Alarm Active.
- Informacje: Naciśnięcie przycisku Info spowoduje przejście do ekranu informacyjnego.
- Logowanie: Naciśnięcie przycisku Login spowoduje przejście użytkownika do ekranu logowania.
- Wylogowanie: Naciśnięcie przycisku Wyloguj spowoduje przejście użytkownika do ekranów widocznych w bazie.
- SU Maint: Naciśnięcie przycisku SU Maint spowoduje przejście użytkownika do ekranu konserwacji SU.
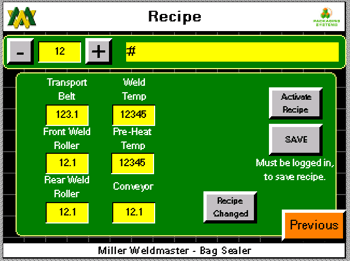
Ekran konfiguracji receptury
- Numer receptury: liczba wyświetlana w polu tekstowym to numer aktualnie wyświetlanej receptury. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi przejście do żądanego numeru receptury. Strzałka w górę / w dół znajdująca się po prawej / lewej stronie pola tekstowego również dostosuje się do następnej receptury. Po jednokrotnym dotknięciu strzałki receptura zostanie zwiększona/zmniejszona o 1.
- Nazwa przepisu: Wyświetlany tekst jest nazwą bieżącej receptury. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę tekstu.
- Aktywuj: Naciśnięcie przycisku aktywacji spowoduje załadowanie zapisanych ustawień wyświetlanej receptury do odpowiednich punktów nastawy. Na przykład podczas dostosowywania ustawienia prędkości, ustawienie prędkości musi zostać zmienione po naciśnięciu przycisku aktywacji, aby przesłać zmianę do tego konkretnego punktu nastawy.
- Taśma transportowa (FT/MIN) : Liczba wyświetlana w polu tekstowym określa prędkość, z jaką ustawiona jest taśma transportowa. Prędkość transportowa jest główną prędkością maszyny. Liczba jest podawana w stopach na minutę. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę prędkości taśmy transportowej. Strzałka w górę/w dół znajdująca się po prawej/lewej stronie pola tekstowego również dostosuje prędkość taśmy transportowej. Po jednokrotnym dotknięciu strzałki prędkość zostanie zwiększona/zmniejszona o 0,01 ft/min. Po wprowadzeniu żądanej wartości zadanej w polu tekstowym użytkownik musi nacisnąć przycisk aktywacji, aby wysłać zmianę do tej konkretnej wartości zadanej.
- Front Weld Roller (FT/MIN) : Liczba wyświetlana w polu tekstowym określa prędkość, z jaką ustawiony jest przedni wałek spawalniczy. Prędkość przedniego wałka spawalniczego jest zależna od prędkości transportu, ale może być przesunięta. Liczba jest podawana w stopach na minutę. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę prędkości przedniej rolki spawalniczej. Strzałka w górę / w dół znajdująca się po prawej / lewej stronie pola tekstowego dostosuje również prędkość tylnego wałka spawalniczego. Po jednokrotnym dotknięciu strzałki prędkość zostanie zwiększona/zmniejszona o 0,01 ft/min. Po wprowadzeniu żądanego punktu nastawy w polu tekstowym użytkownik musi nacisnąć przycisk aktywacji, aby wysłać zmianę do tego konkretnego punktu nastawy.
- Rear Weld Roller (FT/MIN) : Liczba wyświetlana w polu tekstowym określa prędkość, z jaką ustawiony jest tylny wałek spawalniczy. Prędkość tylnego wałka spawalniczego jest zależna od prędkości transportu, ale może być przesunięta. Liczba jest podawana w stopach na minutę. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę prędkości tylnego wałka spawalniczego. Strzałka w górę / w dół znajdująca się po prawej / lewej stronie pola tekstowego również dostosuje prędkość tylnego wałka spawalniczego. Po jednokrotnym dotknięciu strzałki prędkość zostanie zwiększona/zmniejszona o 0,01 ft/min. Po wprowadzeniu żądanego punktu nastawy w polu tekstowym użytkownik musi nacisnąć przycisk aktywacji, aby wysłać zmianę do tego konkretnego punktu nastawy.
- Weld Nozzle Temp (F) (Temperatura dyszy spawalniczej (F)): Wyświetlana liczba oznacza, przy jakiej temperaturze regulator temperatury ma utrzymywać temperaturę. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę wartości zadanej. Strzałka w górę / w dół znajdująca się po prawej / lewej stronie pola tekstowego również dostosuje wartość zadaną. Po jednokrotnym dotknięciu strzałki temperatura prędkości zostanie zwiększona/zmniejszona o 1'f. Po wprowadzeniu żądanej wartości zadanej w polu tekstowym użytkownik musi nacisnąć przycisk aktywacji, aby wysłać zmianę do tej konkretnej wartości zadanej.
- Pre Heat Temp (F): Wyświetlana liczba oznacza, przy jakiej temperaturze regulator temperatury ma utrzymywać temperaturę. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę wartości zadanej. Strzałka w górę / w dół znajdująca się po prawej / lewej stronie pola tekstowego również dostosuje wartość zadaną. Po jednokrotnym dotknięciu strzałki temperatura zostanie zwiększona/zmniejszona o 1'f. Po wprowadzeniu żądanej wartości zadanej w polu tekstowym użytkownik musi nacisnąć przycisk aktywacji, aby wysłać zmianę do tej konkretnej wartości zadanej.
-
- Zapisz: Naciśnięcie przycisku Zapisz spowoduje zapisanie/odświeżenie wszystkich bieżących wartości zadanych wprowadzonych w każdym polu tekstowym do aktualnie wyświetlanej receptury.
- Jog FWD : Naciśnięcie przycisku spowoduje przesuwanie układu napędowego w kierunku do przodu z małą prędkością. Ta funkcja jest przeznaczona wyłącznie do testowania ruchu silników i układu napędowego. Nie jest ona przeznaczona do działania w trybie synchronizacji. Jog FWD pojawi się tylko w stanie wstrzymania.
- Poprzedni: Naciśnięcie poprzedniego przycisku spowoduje wyświetlenie poprzedniego ekranu.
Aktywny ekran przepisu
- Numer przepisu: Numer wyświetlany w polu tekstowym to numer aktualnie wyświetlanej receptury
- Nazwa przepisu: Wyświetlany tekst to nazwa bieżącej receptury.
- Pas transportowy (FT/MIN) : Liczba wyświetlana w polu tekstowym oznacza prędkość, z jaką ustawiony jest transport. Prędkość transportu jest główną prędkością maszyny. Liczba podawana jest w stopach na minutę.
- Front Weld Roller (FT/MIN) : Liczba wyświetlana w polu tekstowym określa prędkość, z jaką ustawiony jest przedni wałek spawalniczy. Prędkość przedniej rolki spoiny jest zależna od prędkości transportu. Liczba jest podawana w stopach na minutę.
- Rear Weld Roller (FT/MIN ): Liczba wyświetlana w polu tekstowym określa prędkość, z jaką ustawiona jest przednia rolka spawalnicza. Prędkość przedniej rolki spawającej jest zależna od prędkości transportu. Liczba jest podawana w stopach na minutę.
- Weld Nozzle Temp (F) (Temperatura dyszy spawalniczej (F)): Wyświetlana liczba oznacza, przy jakiej temperaturze regulator temperatury ma utrzymywać temperaturę.
- Pre Heat Temp (F): Wyświetlana liczba oznacza, przy jakiej temperaturze regulator temperatury ma utrzymywać temperaturę.
- No Bag Time : Wejściowy czujnik worka kontroluje, kiedy system obrotu dyszy ma znajdować się w pozycji zgrzewania, a kiedy w pozycji wyjściowej, gdy maszyna jest w trybie pracy. Gdy worek zostanie wprowadzony do urządzenia i czujnik go wykryje, system obrotu dyszy zostanie ustawiony w pozycji zgrzewania. Liczba wyświetlana w polu tekstowym to czas, który musi upłynąć, aby worek nie minął wejściowego czujnika worka. Jeśli czas ten zostanie osiągnięty, system obrotu dyszy zostanie poproszony o przejście do pozycji wyjściowej do momentu wykrycia kolejnego worka.
- Poprzedni: Naciśnięcie poprzedniego przycisku spowoduje wyświetlenie poprzedniego ekranu.
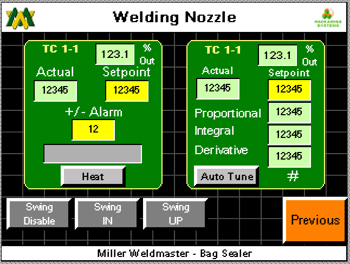
- Rzeczywista (F): Wyświetlana liczba to temperatura, którą termopara aktualnie odczytuje u podstawy obudowy elementu. Po dotknięciu pola tekstowego na ekranie pojawi się klawiatura umożliwiająca użytkownikowi zmianę wartości zadanej.
- Wartość zadana (F): Wyświetlana liczba oznacza temperaturę, którą regulator temperatury ma utrzymywać. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę wartości zadanej.
- Alarm +/- (F): Wyświetlana liczba określa, ile stopni odchylenia jest dozwolone przed aktywacją alarmu wysokiej/niskiej temperatury.
- Wyłączenie ogrzewania: Naciśnięcie przycisku wyłączenia ogrzewania spowoduje wyłączenie/włączenie systemu ogrzewania. Jeśli system ogrzewania jest aktualnie wyłączony, po jednokrotnym naciśnięciu przycisku system ogrzewania zostanie włączony.
- Heat/Manual #2 : Naciśnięcie przycisku spowoduje przejście użytkownika do ekranu sterowania dyszą podgrzewającą.
- Swing In: Naciśnięcie przycisku spowoduje odchylenie dyszy systemu grzewczego do pozycji pionowej. Naciśnięcie przycisku po raz drugi spowoduje obrócenie dyszy systemu grzewczego do pozycji wyjściowej. Przycisk jest przyciskiem przełączającym i posiada jeden przycisk.
-
Swing Up: Aby przycisk Swing Up stał się aktywny, system grzewczy musi znajdować się w pozycji pionowej. Jeśli przycisk Swing Up nie znajduje się w pozycji pionowej, nie będzie on aktywny. Naciśnięcie przycisku spowoduje przesunięcie dyszy systemu grzewczego do pozycji górnej. Naciśnięcie przycisku po raz drugi spowoduje przesunięcie dyszy systemu grzewczego do pozycji dolnej. Przycisk jest przyciskiem przełączającym i po jednym naciśnięciu przycisku system wychylania przesunie się w górę/w dół. OSTRZEŻENIE! Proszę nie pozostawiać dyszy w pozycji górnej na dłużej niż 3 sekundy, ponieważ może to spowodować uszkodzenie rolek spawalniczych!
- Jog FWD : Naciśnięcie przycisku spowoduje przesuwanie układu napędowego w kierunku do przodu z małą prędkością. Ta funkcja jest przeznaczona wyłącznie do testowania ruchu silników i układu napędowego. Nie jest ona przeznaczona do działania w funkcji synchronizacji. Jog FWD pojawi się tylko w stanie wstrzymania.
- Auto Tune Proportion: Wyświetlana liczba to wartość pasma proporcjonalnego, którego regulator temperatury aktualnie używa w pętli regulacji temperatury.
- Auto Tune Integral: Wyświetlana liczba to wartość czasu pośredniego, którego regulator temperatury aktualnie używa dla pętli regulacji temperatury.
- Auto Tune Derivative: Wyświetlana liczba to wartość czasu pochodnej, której regulator temperatury aktualnie używa w pętli regulacji temperatury.
- Automatyczne dostrajanie: Naciśnięcie tego przycisku spowoduje przejście regulatora temperatury w stan automatycznego dostrajania. OSTRZEŻENIE! Przed automatycznym dostrojeniem proszę ustawić wartość zadaną temperatury na 800' f i pozwolić, aby rzeczywista temperatura zbliżyła się do wartości zadanej! Niezastosowanie się do tego zalecenia może spowodować uszkodzenie elementów lub innych komponentów systemu grzewczego. Funkcja automatycznego dostrajania powinna być używana tylko wtedy, gdy temperatura waha się z nieznanego powodu. Należy dołożyć wszelkich starań, aby zidentyfikować wadliwy element systemu grzewczego, ciśnienie powietrza, przepływ powietrza lub jakikolwiek inny powód przed wykonaniem funkcji Auto Tune.
- Menu: Naciśnięcie przycisku menu spowoduje przejście do ekranu menu głównego.
Ekran dyszy podgrzewania wstępnego sterowania ciepłem
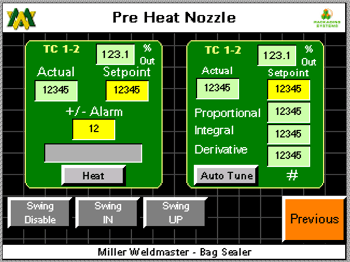
- Rzeczywista (F): Wyświetlana liczba to temperatura, którą termopara aktualnie odczytuje u podstawy obudowy elementu. Po dotknięciu pola tekstowego na ekranie pojawi się klawiatura umożliwiająca użytkownikowi zmianę wartości zadanej.
- Wartość zadana (F): Wyświetlana liczba oznacza, przy jakiej temperaturze regulator temperatury ma utrzymywać temperaturę. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę wartości zadanej.
- Alarm +/- (F): Wyświetlana liczba określa, ile stopni odchylenia jest dozwolone przed aktywacją alarmu wysokiej/niskiej temperatury. Po dotknięciu pola tekstowego na ekranie pojawi się klawiatura umożliwiająca użytkownikowi zmianę wartości zadanej.
- Wyłączenie ogrzewania: Naciśnięcie przycisku wyłączenia ogrzewania spowoduje wyłączenie/włączenie systemu ogrzewania. Jeśli system ogrzewania jest aktualnie wyłączony, po jednokrotnym naciśnięciu przycisku system ogrzewania zostanie włączony.
- Wyłączenie ogrzewania: Naciśnięcie przycisku wyłączenia ogrzewania spowoduje wyłączenie/włączenie systemu ogrzewania. Jeśli system ogrzewania jest aktualnie wyłączony, po jednokrotnym naciśnięciu przycisku system ogrzewania zostanie włączony.
- Heat/Manual #1: Naciśnięcie przycisku przeniesie użytkownika do ekranu Heat Control Weld Nozzle.
- Swing In: Naciśnięcie przycisku spowoduje odchylenie dyszy systemu grzewczego do pozycji pionowej. Naciśnięcie przycisku po raz drugi spowoduje obrócenie dyszy systemu grzewczego do pozycji wyjściowej. Przycisk jest przyciskiem przełączającym i po jednym naciśnięciu przycisku system będzie się obracał do wewnątrz / na zewnątrz.
- Swing Up: Aby przycisk Swing Up stał się aktywny, system grzewczy musi znajdować się w pozycji pionowej. Jeśli nie znajduje się w pozycji pionowej, przycisk Swing Up nie zostanie aktywowany. Naciśnięcie przycisku spowoduje przesunięcie dyszy systemu grzewczego do pozycji górnej. Naciśnięcie przycisku po raz drugi spowoduje przesunięcie dyszy systemu grzewczego do pozycji dolnej. Przycisk jest przyciskiem przełączającym i po jednym naciśnięciu przycisku system odchylania przesunie się w górę/w dół. OSTRZEŻENIE! Proszę nie pozostawiać dyszy w pozycji górnej na dłużej niż 3 sekundy, ponieważ może to spowodować uszkodzenie rolek spawalniczych!
- Jog FWD : Naciśnięcie przycisku spowoduje przesuwanie układu napędowego w kierunku do przodu z małą prędkością. Ta funkcja jest przeznaczona wyłącznie do testowania ruchu silników i układu napędowego. Nie jest ona przeznaczona do działania w funkcji synchronizacji. Jog FWD pojawi się tylko w stanie wstrzymania.
- Auto Tune Proportion: Wyświetlana liczba to wartość pasma proporcjonalnego, którego regulator temperatury aktualnie używa w pętli regulacji temperatury.
- Auto Tune Integral: Wyświetlana liczba to wartość czasu pośredniego, którego regulator temperatury aktualnie używa dla pętli regulacji temperatury.
- Auto Tune Derivative: Wyświetlana liczba to wartość czasu pochodnej, której regulator temperatury aktualnie używa w pętli regulacji temperatury.
- Automatyczne dostrajanie: Naciśnięcie tego przycisku spowoduje przejście regulatora temperatury w stan automatycznego dostrajania. OSTRZEŻENIE! Przed automatycznym dostrojeniem należy ustawić wartość zadaną temperatury na 800' F i pozwolić, aby rzeczywista temperatura zbliżyła się do wartości zadanej!Niezastosowanie się do tego zalecenia może spowodować uszkodzenie elementów lub innych komponentów systemu grzewczego. Funkcja automatycznego dostrajania powinna być używana tylko wtedy, gdy temperatura waha się z nieznanego powodu. Należy dołożyć wszelkich starań, aby zidentyfikować wadliwy element systemu grzewczego, ciśnienie powietrza, przepływ powietrza lub jakikolwiek inny powód przed wykonaniem Auto Tune.
- Menu: Naciśnięcie przycisku menu spowoduje przejście do ekranu menu głównego.
Ekran interfejsu zdalnego
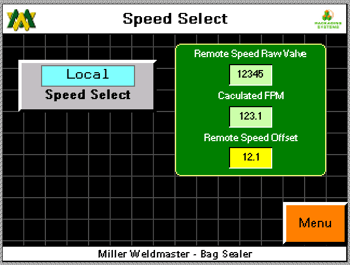
- Kontrola prędkości "Lokalna": Naciśnięcie przycisku spowoduje przełączenie podanej wartości zadanej prędkości między lokalną i zdalną. Proszę nacisnąć raz, aby przełączyć na przeciwny stan.
- Remote SP : W polu tekstowym zostanie wyświetlona prędkość w stopach na minutę, z jaką maszyna ma pracować. Maszyna będzie pracować z tą prędkością tylko wtedy, gdy na ekranie zdalnego interfejsu wybrano zdalne sterowanie prędkością.
- Przesunięcie prędkości zdalnej (FT/MIN): Liczba wyświetlana w polu tekstowym odzwierciedla prędkość wprowadzoną w celu dopasowania dolnej prędkości przenośnika do zgrzewarki. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę wartości zadanej. Wartość zadaną można ustawić na liczbę dodatnią lub ujemną. Na przykład, jeśli worek wchodzi do zgrzewarki, a worki stoją pionowo, gdy worki przesuwają się w dół linii i jeśli worek zaczyna pochylać się do przodu; przesunięcie jest zbyt szybkie, co powoduje, że zgrzewarka działa szybciej niż dolny przenośnik. Proszę ustawić niższą wartość zadaną i obserwować następny worek.
- Poprzedni: Naciśnięcie poprzedniego przycisku spowoduje wyświetlenie poprzedniego ekranu.
UWAGA: Bardzo ważne jest, aby wiedzieć, że przechylenie worka do przodu lub do tyłu wpłynie na prostoliniowość zgrzewu. Zakładając, że worek jest prosty przy wejściu; jeśli worek przechyla się do przodu podczas przemieszczania się przez zgrzewarkę, może to spowodować zwiększenie rozmiaru fałdy od krawędzi prowadzącej do krawędzi spływu. Jeśli worek przechyla się do tyłu podczas przemieszczania się przez zgrzewarkę, może to spowodować zmniejszenie fałdy od krawędzi wiodącej do krawędzi spływu.
Ekran aktywnego alarmu
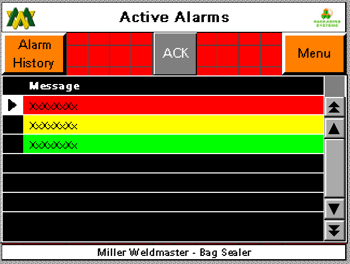
W czarnym polu tekstowym wyświetlony zostanie aktywny alarm. Alarmy te będą wyświetlane do momentu ich usunięcia i naciśnięcia przycisku ACK.
- Historia: Naciśnięcie przycisku Historia spowoduje wyświetlenie ekranu Historia alarmów.
- ACK: Potwierdzenie alarmu, naciśnięcie przycisku ACK spowoduje potwierdzenie alarmu i odpoczynek. Jeśli stan alarmowy nie został rozwiązany, alarm pojawi się ponownie.
- Poprzedni: Naciśnięcie poprzedniego przycisku spowoduje wyświetlenie poprzedniego ekranu.
Ekran historii alarmów
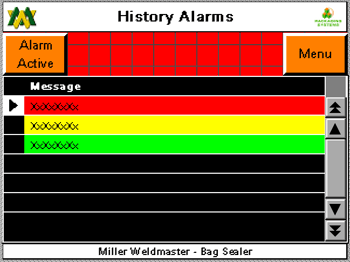
W czarnym polu tekstowym wyświetlone zostaną wszystkie zdarzenia alarmowe, które wystąpiły w przeszłości wraz z datą i godziną.
- Przyciski strzałek w górę/w dół: Umożliwiają użytkownikowi przewijanie strony alarmów w górę/w dół.
- Wyczyść historię: Naciśnięcie przycisku Clear History spowoduje wyczyszczenie historii zapisanej w pamięci. Przycisk Clear History pojawia się tylko po zalogowaniu jako użytkownik SU.
- Poprzedni: Naciśnięcie poprzedniego przycisku spowoduje wyświetlenie poprzedniego ekranu.
Ekran informacyjny

Ekran ten służy jedynie do wyświetlenia informacji kontaktowych Miller Weldmasteri podania konkretnego typu urządzenia, numeru seryjnego i wersji oprogramowania. Dzwoniąc na Miller Weldmaster w sprawie jakichkolwiek pytań, proszę podać typ maszyny, numer seryjny i wersję oprogramowania, aby przekazać je przedstawicielowi Miller Weldmaster .
- Poprzedni: Naciśnięcie poprzedniego przycisku spowoduje wyświetlenie poprzedniego ekranu.
Ekran logowania
Aby uzyskać dostęp do zablokowanych lub poziomowanych ekranów dostępu, należy wprowadzić odpowiedni identyfikator użytkownika i hasło. W razie jakichkolwiek pytań prosimy kontaktować się z przełożonym.
Ekran konfiguracji maszyny
- Jog Speed (FT/MIN) : Wyświetlana liczba odzwierciedla, ile stóp na minutę będzie działał układ napędowy po naciśnięciu przycisku jog. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę prędkości impulsowania.
- Czas opóźnienia pauzy (SEC): Wyświetlana liczba określa, ile czasu upłynie po podaniu sygnału pauzy lub naciśnięciu przycisku pauzy. Funkcja ta umożliwia wyczyszczenie systemu PS400 z worków. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę czasu opóźnienia pauzy.
- Czas zacięcia worka (SEC): Wyświetlana liczba określa, ile sekund upłynie, gdy worek zostanie wyświetlony przez wejściowy czujnik worka i kiedy zostanie ustawiony alarm zacięcia worka, jeśli worek nie zostanie wyświetlony przez wyjściowy czujnik worka. Na przykład, gdy worek wejdzie do urządzenia, zakładając prawidłową prezentację, czujnik wejściowy worka zobaczy worek i podobnie, gdy worek wyjdzie z urządzenia, czujnik wyjściowy worka zobaczy worek. Po dotknięciu pola tekstowego na ekranie pojawi się klawiatura umożliwiająca użytkownikowi zmianę czasu zacięcia worka.
- Swing In Time i Swing Out Time (SEC): System obrotu dyszy został zaprojektowany z dwoma ruchami i dwoma siłownikami pneumatycznymi wykonującymi ruchy. Z pozycji wyjściowej dysza obraca się w kierunku rolek spawalniczych, a następnie przesuwa się w górę; a z pozycji spawania dysza przesuwa się w dół, a następnie obraca się. Konstrukcja ta została stworzona, aby umożliwić położenie dyszy w bliskiej odległości od systemu prowadzącego, rolki zgrzewającej i samego worka.
- Swing In Time (Sec): Wyświetlana liczba to czas, po jakim rozpocznie się drugie działanie systemu obrotu dyszy. Na przykład, gdy nakazuje się uruchomienie obrotu dyszy, działanie obrotowe rozpoczyna się natychmiast, ale drugie działanie, przesuwanie, w górę nie rozpoczyna się, dopóki czas nie osiągnie wartości zadanej. Ten czas ma na celu umożliwienie, aby obrót dyszy znalazł się bezpośrednio pod rolkami spawalniczymi i prowadnicą przed rozpoczęciem przesuwania w górę. Po dotknięciu pola tekstowego na ekranie pojawi się klawiatura umożliwiająca użytkownikowi zmianę czasu obrotu.
- Swing Out Time (SEC): Wyświetlana liczba to czas drugiego działania systemu obrotu dyszy. Działanie i sekwencja zdarzeń są dokładnie odwrotne do Swing In Time. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę czasu Swing Out Time.
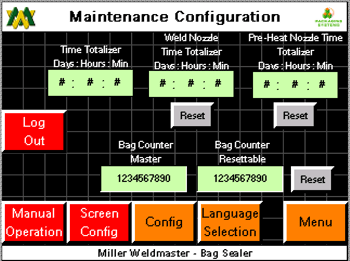
- Drzemka powiadomienia elementu (HRS): Po aktywowaniu powiadomienia o zakończeniu okresu eksploatacji i naciśnięciu przycisku ACK powiadomienie o zakończeniu okresu eksploatacji przechodzi w tryb drzemki. Wyświetlana liczba oznacza liczbę godzin drzemki. Liczba godzin jest regulowana w zakresie od 0 do 99 godzin. Po dotknięciu pola tekstowego na ekranie pojawi się klawiatura umożliwiająca użytkownikowi zmianę liczby godzin.
- Maszyna: Całkowity czas zasilania urządzenia. Czas jest wyświetlany w godzinach.
- Weld Nozzle: Całkowity czas zasilania systemu Weld Heat. Czas jest wyświetlany w godzinach.
- Pre-Heat Nozzle: Całkowity czas, przez jaki system Pre-Heat jest włączony. Czas jest wyświetlany w godzinach.
- Licznik worków: Całkowita liczba worków, które przeszły przez wejściowe i wyjściowe czujniki worków.
- Weld Nozzle Active Element (HRS): Całkowity czas, przez jaki dysza spawalnicza jest włączona od ostatniego resetowania.
- Komunikat o zakończeniu eksploatacji: Wyświetlana liczba oznacza, po ilu godzinach system grzewczy będzie włączony do momentu wyświetlenia komunikatu KONIEC EKSPLOATACJI. Komunikat można potwierdzić, naciskając przycisk Wstecz, co spowoduje zresetowanie komunikatu na 24 godziny. Komunikat End of Life będzie wyświetlany do momentu, aż upoważniona osoba zaloguje się do użytkownika SU i zresetuje licznik godzin dyszy spawalniczej i dyszy podgrzewania wstępnego. Liczbę godzin można ustawić w zakresie od 0 do 99 godzin. Po dotknięciu pola tekstowego na ekranie pojawi się klawiatura umożliwiająca użytkownikowi zmianę liczby godzin.
- Pre-Heat Nozzle Active Element: Całkowity czas, przez jaki dysza spawalnicza jest włączona od ostatniego resetowania.
- Resetowalny licznik worków: Całkowita liczba worków, które przeszły przez czujniki wejściowe i wyjściowe. Po naciśnięciu przycisku resetowania wartość licznika zostanie wyzerowana.
- Poprzedni: Naciśnięcie poprzedniego przycisku spowoduje wyświetlenie poprzedniego ekranu.
Ustawianie prędkości
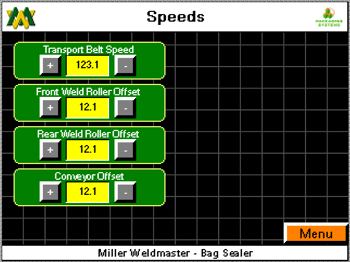
- Pas transportowy (FT/MIN): Liczba wyświetlana w polu tekstowym to prędkość, z jaką ustawiony jest pas transportowy. Prędkość transportowa jest główną prędkością maszyny. Liczba jest podawana w stopach na minutę. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę prędkości taśmy transportowej. Strzałka w górę/w dół znajdująca się po prawej/lewej stronie pola tekstowego również dostosuje prędkość taśmy transportowej. Po jednokrotnym dotknięciu strzałki prędkość zostanie zwiększona/zmniejszona o 0,01 ft/min. Po wprowadzeniu żądanej wartości zadanej w polu tekstowym użytkownik musi nacisnąć przycisk aktywacji, aby wysłać zmianę do tej konkretnej wartości zadanej.
- Front Weld Roller (FT/MIN) : Liczba wyświetlana w polu tekstowym określa prędkość, z jaką ustawiony jest przedni wałek spawalniczy. Prędkość przedniego wałka spawalniczego jest zależna od prędkości transportu, ale może być przesunięta. Liczba jest podawana w stopach na minutę. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę prędkości przedniej rolki spawalniczej. Strzałka w górę / w dół znajdująca się po prawej / lewej stronie pola tekstowego dostosuje również prędkość tylnego wałka spawalniczego. Po jednokrotnym dotknięciu strzałki prędkość zostanie zwiększona/zmniejszona o 0,01 ft/min. Po wprowadzeniu żądanego punktu nastawy w polu tekstowym użytkownik musi nacisnąć przycisk aktywacji, aby wysłać zmianę do tego konkretnego punktu nastawy.
- Rear Weld Roller (FT/MIN) : Liczba wyświetlana w polu tekstowym określa prędkość, z jaką ustawiony jest tylny wałek spawalniczy. Prędkość tylnego wałka spawalniczego jest zależna od prędkości transportu, ale może być przesunięta. Liczba jest podawana w stopach na minutę. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę prędkości tylnego wałka spawalniczego. Strzałka w górę / w dół znajdująca się po prawej / lewej stronie pola tekstowego również dostosuje prędkość tylnego wałka spawalniczego. Po jednokrotnym dotknięciu strzałki prędkość zostanie zwiększona/zmniejszona o 0,01 ft/min. Po wprowadzeniu żądanego punktu nastawy w polu tekstowym użytkownik musi nacisnąć przycisk aktywacji, aby wysłać zmianę do tego konkretnego punktu nastawy.
- Weld Nozzle Temp (F) (Temperatura dyszy spawalniczej (F)): Wyświetlana liczba oznacza, przy jakiej temperaturze regulator temperatury ma utrzymywać temperaturę. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę wartości zadanej. Strzałka w górę / w dół znajdująca się po prawej / lewej stronie pola tekstowego również dostosuje wartość zadaną. Po jednokrotnym dotknięciu strzałki temperatura zostanie zwiększona/zmniejszona o 1'f. Po wprowadzeniu żądanego punktu nastawy w polu tekstowym użytkownik musi nacisnąć przycisk aktywacji, aby wysłać zmianę do tego konkretnego punktu nastawy.
- Pre Heat Temp (F): Wyświetlana liczba oznacza, przy jakiej temperaturze regulator temperatury ma utrzymywać temperaturę. Dotknięcie pola tekstowego na ekranie spowoduje wyświetlenie klawiatury umożliwiającej użytkownikowi zmianę wartości zadanej. Strzałka w górę / w dół znajdująca się po prawej / lewej stronie pola tekstowego również dostosuje wartość zadaną. Po jednokrotnym dotknięciu strzałki temperatura zostanie zwiększona/zmniejszona o 1'f. Po wprowadzeniu żądanego punktu nastawy w polu tekstowym użytkownik musi nacisnąć przycisk aktywacji, aby wysłać zmianę do tego konkretnego punktu nastawy.
Ekran menu ręcznego
![]() Jest to narzędzie testowe przeznaczone wyłącznie dla techników. Przed uruchomieniem wyjścia należy upewnić się, że wykonanie danej czynności jest bezpieczne. W przeciwnym razie może dojść do uszkodzenia operatora lub maszyny. Maszyna musi być w trybie ręcznym, aby wykonać ten test!
Jest to narzędzie testowe przeznaczone wyłącznie dla techników. Przed uruchomieniem wyjścia należy upewnić się, że wykonanie danej czynności jest bezpieczne. W przeciwnym razie może dojść do uszkodzenia operatora lub maszyny. Maszyna musi być w trybie ręcznym, aby wykonać ten test!
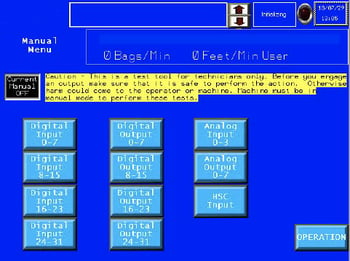
Bieżąca instrukcja Wył.
Naciśnięcie tego przycisku spowoduje przełączenie funkcji urządzenia na ręczne włączanie/wyłączanie.
Widok wejścia ręcznego 0-7

Czarne pole obok tekstu podświetli się, gdy wejście jest włączone. Jest to tylko widoczny ekran. Proszę odnieść się do schematu elektrycznego i tekstu napisanego na ekranie, aby upewnić się, że żądane wejście jest włączone/wyłączone.
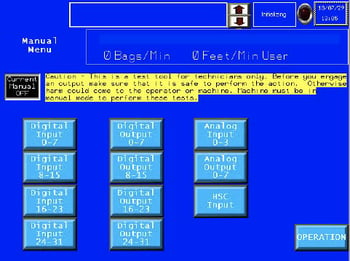
Widok wejścia ręcznego 8-15
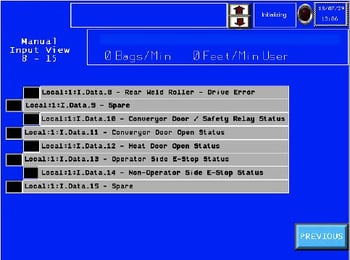
Czarne pole obok tekstu podświetli się, gdy wejście jest włączone. Jest to tylko widoczny ekran. Proszę odnieść się do schematu elektrycznego i tekstu napisanego na ekranie, aby upewnić się, że żądane wejście jest włączone/wyłączone.
Widok wejścia ręcznego 13-23

Czarne pole obok tekstu podświetli się, gdy wejście jest włączone. Jest to tylko widoczny ekran. Proszę odnieść się do schematu elektrycznego i tekstu napisanego na ekranie, aby upewnić się, że żądane wejście jest włączone/wyłączone.
Widok wejścia ręcznego 23-31

Czarne pole obok tekstu podświetli się, gdy wejście jest włączone. Jest to tylko widoczny ekran. Proszę odnieść się do schematu elektrycznego i tekstu napisanego na ekranie, aby upewnić się, że żądane wejście jest włączone/wyłączone.
Widok ręcznego wejścia analogowego
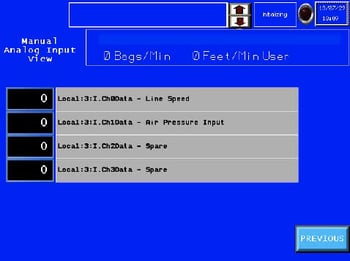
Czarne pole wyświetli dane inżynieryjne przychodzące do wejścia. Jest to tylko widoczny ekran. Proszę odnieść się do schematu elektrycznego i tekstu zapisanego na ekranie, aby upewnić się, że żądane wejście wyświetla dane.
Widok ręcznego wyjścia analogowego

Czarne pole wyświetli dane inżynieryjne przychodzące do wyjścia. Jest to tylko widoczny ekran. Proszę odnieść się do schematu elektrycznego i tekstu zapisanego na ekranie, aby upewnić się, że żądane wyjście wyświetla dane.
Widok ręcznego wejścia HSC
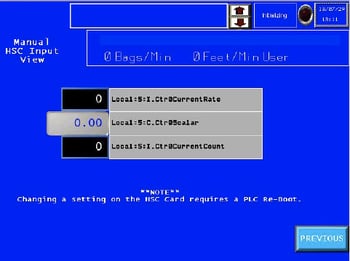
Wyświetlana liczba to zliczenia inżynieryjne szybkiego licznika. Jest to ekran tylko do podglądu.
Wyjście ręczne 0-7

Dotknięcie czarnego pola na ekranie obok wyjścia spowoduje włączenie/wyłączenie wyjścia. Proszę odnieść się do schematu elektrycznego i tekstu napisanego na ekranie, aby upewnić się, że żądane wyjście jest faktycznie włączane/wyłączane.
Wyjście ręczne 8-15
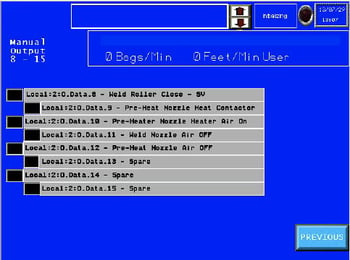
Dotknięcie czarnego pola na ekranie obok wyjścia spowoduje włączenie/wyłączenie wyjścia. Proszę odnieść się do schematu elektrycznego i tekstu napisanego na ekranie, aby upewnić się, że żądane wyjście jest faktycznie włączane/wyłączane.
Wyjście ręczne 16-23

Dotknięcie czarnego pola na ekranie obok wyjścia spowoduje włączenie/wyłączenie wyjścia. Proszę odnieść się do schematu elektrycznego i tekstu napisanego na ekranie, aby upewnić się, że żądane wyjście jest faktycznie włączane/wyłączane.
Wyjście ręczne 24-31

Dotknięcie czarnego pola na ekranie obok wyjścia spowoduje włączenie/wyłączenie wyjścia. Proszę odnieść się do schematu elektrycznego i tekstu napisanego na ekranie, aby upewnić się, że żądane wyjście jest faktycznie włączane/wyłączane.
Cechy
- Nadaje się do worków z włókniny o wielu rozmiarach z kilkoma rodzajami zamknięć.
- Przyjazny dla użytkownika interfejs HMI umożliwia operatorom łatwe dostosowanie maszyny do szerokiej gamy produktów.
- Automatyczny regulator temperatury umożliwia systemowi dokładne dostarczanie ciepła do wytwarzanych produktów.
Specyfikacje techniczne
- Amperaż = 30 A przy 230 V / 30 A przy 480 V
- Moc znamionowa = 9000 W
- Napięcie znamionowe = 230 V AC, 50/60 Hz lub 480 V AC, 50/60 Hz
- Maksymalna temperatura = 800°C (1472°F)
- Ogólne ciśnienie powietrza = 100 psi (6,9 bar)
- Prędkość maszyny = od 20 ft/min do 150 ft/min (od 6 m/min do 45 m/min)
- Wymiary całkowite = 116 cali długości x 54 cale szerokości x 68 cali wysokości (2946 mm x 1372 mm x 1727 mm)
- Szerokość uszczelnienia = od 1 do 2 cali (od 25 mm do 50 mm)
- Maksymalny hałas = 75 dbA
- Numer dokumentacji elektrycznej: MWC-0100-1200 (Numer dokumentacji to numer seryjny urządzenia. Numer ten znajduje się na etykiecie seryjnej urządzenia).
Specyfikacje techniczne
Sekcja mechaniczna
Źródło ciepła

- Gorące powietrze - obudowa elementu grzejnego zawiera element grzejny i sprzęgło termiczne.
Jednostka górna/dolna

- Górna rolka zgrzewająca, umieszczona z przodu maszyny, porusza się poziomo w celu otwierania i zamykania rolek zgrzewających.
- Dolna rolka zgrzewająca, znajdująca się z tyłu maszyny, jest nieruchoma.
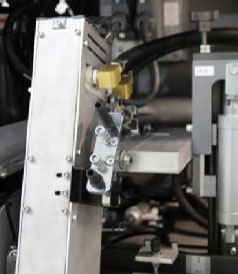
Zespół regulacji systemu grzewczego

- Umożliwia dokładne pozycjonowanie dyszy gorącego powietrza.
System prowadzący
- Służy do tworzenia fałdy zamknięcia torby.
Sekcja sterowania operatora
Panel sterowania (przycisk resetowania, przycisk pauzy, wyłącznik awaryjny)

Panel sterowania: Cyfrowy ekran dotykowy HMI (Human Machine Interface) umożliwia ustawienie elementów sterujących systemu.
Przycisk resetowania: Naciśnięcieumożliwi pracę przy uruchomieniu maszyny lub po naciśnięciu wyłącznika awaryjnego.
Przycisk pauzy: Naciśnięcie przycisku pauzy spowoduje kontrolowane zatrzymanie maszyny.
Zatrzymanie awaryjne: Naciśnięcie przycisku zatrzymania awaryjnego (Estop) spowoduje ustawienie maszyny w stan zatrzymania awaryjnego. Ogrzewanie zostanie wyłączone, silniki zatrzymają się, a dysza przejdzie do pozycji wyjściowej. Stan zatrzymania awaryjnego musi zostać usunięty, maszyna musi zostać sprawdzona pod kątem gotowości do zresetowania, a następnie można nacisnąć przycisk resetowania.
System pneumatyczny
Filtr powietrza wlotowego i separator wody

Filtruje wodę i zanieczyszczenia z powietrza.
Manometr

Służy do wyświetlania ustawień ciśnienia. Miernik Weld Roller służy na przykład do wyświetlania ustawień ciśnienia Weld Roller.
Siłownik pneumatyczny / zawór elektromagnetyczny

Siłownik pneumatyczny: Siłowniki pneumatyczne jednostki górnej/transportu służą do otwierania i zamykania rolki zgrzewającej i taśmy transportowej. Siłownik systemu grzewczego steruje wsuwaniem i wysuwaniem systemu grzewczego.
Zawory elektromagnetyczne: kilka zaworów elektromagnetycznych jest używanych do obsługi cylindrów powietrznych, powietrza spawalniczego i agregatów chłodniczych.
![]() Ostrzeżenie! Przed przystąpieniem do pracy operator musi odłączyć zasilanie od maszyny.
Ostrzeżenie! Przed przystąpieniem do pracy operator musi odłączyć zasilanie od maszyny.
- Poluzować i zdjąć pokrywę ochronną z obudowy elementu.
- Rozpakować izolację z włókna szklanego wokół przedniej części obudowy elementu. Podczas obchodzenia się z izolacją należy zachować ostrożność, aby uniknąć kontaktu z oczami.
- Odkręcić i wyjąć dwie śruby ze wspornika mocującego obudowę elementu.
- Usunąć śrubę mocującą element w obudowie.
- Poluzować 2 górne śruby ustalające (po 1 z każdej strony) na elemencie zabezpieczającym przewody elektryczne i wyjąć przewody.
- Wyciągnąć element pionowo
- Wymienić stary element na nowy, wykonując procedurę w odwrotnej kolejności. Podczas ponownej instalacji elementu, proszę upewnić się, że klucz jest dopasowany do szczeliny w obudowie elementu.
UWAGA: Rurka kwarcowa łatwo się łamie i może już zostać złamana, proszę być bardzo ostrożnym.
Konserwacja
Obwody elektryczne

- Podczas wymiany części i komponentów należy używać części lub komponentów tego samego typu co oryginalne. Oryginalne części zamienne należy kupować za pośrednictwem strony Miller Weldmaster lub autoryzowanego dystrybutora Miller Weldmaster .
- Szafkę elektryczną należy czyścić co trzy miesiące. Aby prawidłowo wyczyścić szafkę elektryczną: wyłączyć zasilanie, użyć sprężonego powietrza i pistoletu do przedmuchiwania, delikatnie przedmuchać powietrzem komponent elektryczny i szafkę sterowniczą, usuwając kurz i zanieczyszczenia z obszaru.
- Aby uniknąć uszkodzenia sterownika PLC, wyświetlacza i panelu operacyjnego, nigdy nie należy podłączać ani odłączać kabli łączących sterownik PLC, wyświetlacz i panel operacyjny przy włączonym zasilaniu.
- Jeśli wystąpi jakakolwiek usterka, której nie można usunąć, proszę natychmiast skontaktować się z działem serwisu pod adresem Miller Weldmaster.
Napęd bezpośredni
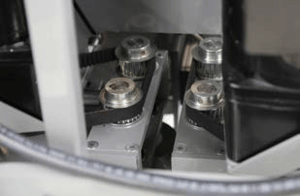
- Sprawdzić, czy koła napędowe i paski są prawidłowo ustawione, zużyte i zamocowane na wale.
- Sprawdzić, czy paski nie są zbyt luźne. Dokręcić w razie potrzeby.
- Sprawdzić, czy dysza jest równoległa do rolki spawalniczej i znajduje się na jej środku. Jeśli nie, należy ją wyregulować zgodnie z sekcją 3.3.1.
- Sprawdzić, czy ruch otwierania/zamykania zespołu rolki zgrzewającej i transportu jest płynny.
UWAGA: Niewłaściwa konserwacja urządzenia może wpłynąć na jego wydajność. mieć wpływ. Proszę skontaktować się z Miller Weldmaster w przypadku jakichkolwiek pytań.
Konserwacja pasków i kół pasowych

- Urządzenie Miller Weldmaster PS150 ma kilka pasów i kół pasowych, które są używane do napędzania rolek zgrzewających, bigówki, trymera i systemu transportowego. Chociaż pasy i koła pasowe nie wymagają częstej konserwacji, należy je sprawdzać raz w miesiącu, aby upewnić się, że nie są nadmiernie zakurzone lub zabrudzone. Proszę również sprawdzić, czy nie ma luzów. W przypadku nowo zainstalowanych maszyn paski i koła pasowe powinny być sprawdzane raz w tygodniu przez pierwsze dwa tygodnie pracy.
- Proszę wyłączyć wyłącznik automatyczny.
- Odłączyć przewód zasilający od źródła zasilania. Jeśli przewód zasilający jest podłączony na stałe, proszę odłączyć zasilanie w skrzynce przyłączeniowej.
- Otworzyć drzwi obu szafek i sprawdzić paski i koła pasowe. W razie potrzeby przeprowadzić konserwację pasów i kół pasowych.
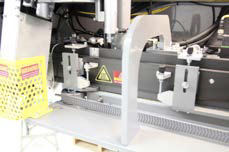
Regulacja maszyny




(Rys. 55) (Rys. 56) (Rys. 57) (Rys. 58) (Rys. 59)
Proszę rozpocząć od włączenia gorącego powietrza i ustawienia żądanej temperatury. Ustawić rolki zgrzewające w pozycji zamkniętej, naciskając przycisk Weld Roller na interfejsie HMI.
UWAGA: Przyciski ręcznego obrotu znajdują się na ekranie HMI "Heat Control Weld Nozzle" lub "Heat Control Pre Heat Nozzle".
- Proszę sprawdzić położenie dyszy od lewej do prawej, naciskając przycisk "Swing In" na interfejsie HMI. Dysza powinna być wyśrodkowana na końcówkach prowadnicy (patrz rys. 57), jeśli tak, proszę przejść do następnego kroku wyrównania. Jeśli nie, proszę zlokalizować nakrętkę kontrującą śruby regulacyjnej od lewej do prawej i poluzować ją (patrz rys. 55). Umożliwi to regulację położenia dyszy od lewej do prawej. Obracanie śruby regulacyjnej od lewej do prawej (patrz rys. 55) zgodnie z ruchem wskazówek zegara/odwrotnie do ruchu wskazówek zegara spowoduje przesunięcie końcówki dyszy w lewo lub w prawo. Po wyśrodkowaniu dyszy na końcówkach prowadnicy, proszę dokręcić nakrętkę kontrującą.
- Proszę sprawdzić położenie dyszy w górę i w dół, naciskając przycisk "Swing Up" na interfejsie HMI. Końcówka dyszy powinna znajdować się 1/16" do 1/8" poniżej górnej części nosków prowadnicy (patrz rys. 58), jeśli tak, proszę przejść do następnego kroku wyrównywania. Jeśli nie, proszę zlokalizować pokrętło regulacji wysokości i poluzować nakrętkę kontrującą (patrz rys. 56). Pozwoli nam to dostosować wysokość położenia dyszy, przesuwając końcówkę dyszy w górę lub w dół. Gdy dysza znajdzie się 1/16" do 1/8" poniżej górnej części noska prowadnicy, proszę dokręcić nakrętkę kontrującą.
- Głębokość dyszy powinna wynosić około 1/16 - 1/8 cala od punktu zacisku rolek spawalniczych i z minimalną szczeliną między dyszą Pre Heat a końcówkami (patrz rys. 58). Proszę sprawdzić położenie dyszy wgłębnej, naciskając przycisk "Swing In" i "Swing Up" na interfejsie HMI. Jeśli dysza jest wyrównana, wykonać spoinę próbną. Jeśli głębokość dyszy nie jest wyrównana, proszę zlokalizować szczeliny regulacji głębokości i poluzować śruby (patrz rys. 59). Po poluzowaniu śrub cały system grzewczy można przesunąć do przodu lub do tyłu, aby prawidłowo ustawić dyszę. Gdy dysza jest ustawiona, proszę wykonać spawanie testowe.
UWAGA: Końcówka dyszy przesunie się w górę / w dół lub w prawo / w lewo po zmianie temperatury. Po zmianie temperatury o ponad 200 stopni należy sprawdzić położenie końcówki dyszy.
OSTRZEŻENIE! Gdy dysze osiągną żądaną temperaturę i zostaną ręcznie ustawione w pozycji zgrzewania, może dojść do uszkodzenia rolek zgrzewających!
Regulacja wysokości urządzenia


(Rys. 60) (Rys. 61)
- Wysokość maszyny jest regulowana za pomocą korby
- Przełączając przełącznik zapadkowy, użytkownik może regulować wysokość w górę/w dół. (patrz rys. 60)
OSTRZEŻENIE! Proszę nie próbować regulować wysokości maszyny powyżej maksymalnego limitu. Obok korby regulacji wysokości znajduje się skala wysokości. W górnej części skali użytkownik znajdzie czerwoną strefę. Nie należy regulować wysokości maszyny wewnątrz czerwonej strefy. Uszkodzenie maszyny lub obrażenia użytkownika mogą wystąpić, jeśli maszyna zostanie ustawiona wyżej niż jej maksymalny limit! - Po wyregulowaniu maszyny do żądanej wysokości roboczej należy wyregulować dwa dolne kołnierze zaciskowe, aby ograniczyć skok w dół systemu podnoszenia. (rys. 61)
- Użytkownik znajdzie czerwony znacznik przypominający w pobliżu kołnierzy zaciskowych używanych do ograniczenia skoku w dół systemu podnoszenia. (rys. 61)
Transport i magazynowanie
OSTRZEŻENIE! Zaleca się korzystanie z wózka widłowego podczas przenoszenia lub zdejmowania zapakowanej maszyny z palety. Zaleca się korzystanie z wózka widłowego podczas przemieszczania maszyny po zakładzie. Bardzo ważne jest, aby regulacja wysokości maszyny została ustawiona w najniższym punkcie przed jakimkolwiek przemieszczaniem maszyny!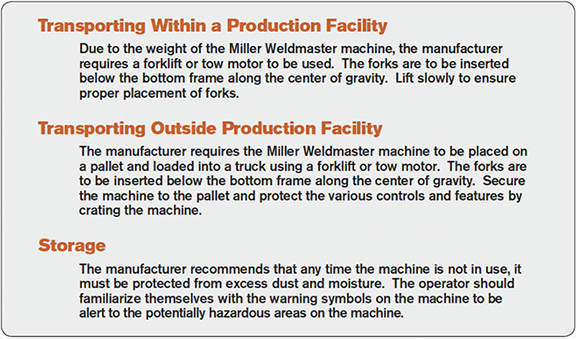
UWAGA: Producent nie ponosi odpowiedzialności za jakiekolwiek szkody lub obrażenia powstałe w wyniku niewłaściwego użytkowania tego urządzenia.
Wymagania techniczne
- Całkowite ciśnienie powietrza powinno wynosić co najmniej 6,9 bara (100 psi) i 10,3 bara (150 psi).
- Ciśnienie rolek zgrzewających powinno wynosić od 40 psi do 50 psi (2,8 bara do 3,4 bara).
- Otwieranie i zamykanie rolek zgrzewających i taśm transportowych musi być płynne i swobodne, bez widocznych wibracji.
- Gdy górne/dolne rolki zgrzewające są prawidłowo ustawione, krawędzie obu rolek powinny być równoległe i wyrównane.
- Obrót układu ogrzewania: Włączanie/wyłączanie systemu ogrzewania powinno być płynne i naturalne przy umiarkowanej prędkości.
- Przewody powietrza i złącza powietrza powinny być wolne od wycieków.
- Wszystkie łożyska i bloki łożysk powinny być sprawdzane raz w miesiącu i smarowane w razie potrzeby. Podczas 24-godzinnej pracy przez 5 do 7 dni w tygodniu niewielka ilość smaru może być wymagana raz w miesiącu.
- Pozycję dysz należy sprawdzać na początku każdej zmiany i po każdym zakleszczeniu się worka w pobliżu dysz.
UWAGA
Zmiany czynników, takich jak grubość materiałów, kwalifikacje operatorów oraz różne warunki środowiskowe i pogodowe mogą mieć bezpośredni wpływ na produkt. Operator powinien być w stanie zrozumieć w szczególności następujące regulowane czynniki:
- Temperatura ogrzewania
- Ciśnienie powietrza
- Nacisk górnej rolki zgrzewającej
- Objętość powietrza
- Umieszczenie systemu grzewczego
14.0 Dodatkowe dokumenty maszyny