
Niniejsza instrukcja obsługi ma służyć jako przewodnik podczas obsługi urządzenia SeamRover. Aby zapewnić optymalną wydajność spawarki, proszę dokładnie przestrzegać zaleceń i specyfikacji.
Spis treści
- Rozdział 1: Przeznaczenie
- Rozdział 2: Wyjaśnienie ostrzeżeń
- Rozdział 3: Wymagania elektryczne i dotyczące powietrza
- Rozdział 4: Zasady uszczelniania termicznego
- Rozdział 5: Definicja kontroli
- Rozdział 6: Zalecane części zamienne
- Rozdział 7: Specyfikacja maszyny
- Rozdział 8: Konserwacja
- Rozdział 9: Specyfikacje dotyczące transportu i przechowywania
- Rozdział 10: Wymagania techniczne
Aby uzyskać więcej informacji technicznych dotyczących tego urządzenia, proszę zadzwonić do naszego Centrum Rozwiązywania Problemów pod numer 1-855-888-WELD lub wysłać wiadomość e-mail na adres service@weldmaster.com.
1.0 Przeznaczenie
Seamrover DD to obrotowa zgrzewarka gorącym powietrzem przeznaczona do zgrzewania termicznego tworzyw sztucznych, takich jak tkaniny lub membrany. Obejmuje PVC, TPO i inne materiały zgrzewalne. Proszę zawsze najpierw przetestować zgrzew.
Producent nie wyraża na to zgody:
- Jakie są inne zastosowania tych maszyn?
- Usunięcie jakichkolwiek osłon bezpieczeństwa podczas pracy.
- Nieautoryzowana modyfikacja urządzeń.
- Używanie części zamiennych niezatwierdzonych przez producenta.
 Tylko odpowiednio przeszkolony technik może obsługiwać i/lub wykonywać rutynową konserwację lubnaprawy maszyn.
Tylko odpowiednio przeszkolony technik może obsługiwać i/lub wykonywać rutynową konserwację lubnaprawy maszyn.
UWAGA: Producent nie ponosi odpowiedzialności za jakiekolwiek szkody lub obrażenia powstałe w wyniku niewłaściwego użytkowania tego urządzenia.
2.0 Wyjaśnienie ostrzeżeń
Na stronie Miller Weldmaster 112 znajduje się kilka różnych symboli ostrzegawczych. Symbole te mają na celu ostrzeganie operatora o potencjalnie niebezpiecznych obszarach maszyny. Proszę zapoznać się z ich rozmieszczeniem i znaczeniem.

Uwaga: Gorąco
Symbol "Uwaga: Gorące" jest umieszczony na osłonie w pobliżu gorących powierzchni.

Uwaga: Proszę odłączyć urządzenie
Naklejka "Uwaga: Proszę odłączyć urządzenie" znajduje się w pobliżu otworu obudowy i wszystkich paneli dostępu. Aby zapobiec porażeniu prądem, urządzenie powinno być zawsze odłączone od zasilania przed otwarciem drzwi obudowy.

Ostrzeżenie: Proszę trzymać ręce z daleka
Naklejka "Ostrzeżenie: Proszę trzymać ręce z daleka" znajduje się na zespole grzałki. Aby zapobiec uszczypnięciom lub oparzeniom, należy zawsze zwracać uwagę na położenie rąk.

Ostrzeżenie: Wysoka temperatura powietrza
Naklejka "Ostrzeżenie: Wysoka temperatura powietrza" jest umieszczona na zespole nagrzewnicy.

Uwaga: Elektryczność
Naklejka "Uwaga: Elektryczność" jest umieszczana w pobliżu obszarów, w których znajdują się urządzenia elektryczne.
3.0 Wymagania elektryczne i dotyczące powietrza
Ostrzeżenie! Tylko wykwalifikowany elektryk może podłączyć zasilanie elektryczne.
Przygotowanie - Światowa potęga
1. Proszę upewnić się, że zasilanie wynosi 230 V, 25 A.
2. Proszę upewnić się, że napięcie i natężenie prądu są odpowiednie dla urządzenia i dla powyższych parametrów.
specyfikacja.
3. Przed uruchomieniem maszyny należy upewnić się, że jej otoczenie jest wolne od łatwopalnych zanieczyszczeń. Tylko upoważnione osoby mogą przebywać w pobliżu maszyny podczas jej użytkowania.
Zasilanie elektryczne
Urządzenie Miller Weldmaster Seamrover DD wymaga spełnienia następujących wymagań elektrycznych:
- 25 A - Jednofazowy - 230 V
- Proszę polecić generator 10k+
4.0 Zasady uszczelniania termicznego
Gorące powietrze
Ciepło wymagane do operacji spawania jest wytwarzane elektrycznie przez dwa elementy grzejne umieszczone wewnątrz obudowy elementu grzejnego. Temperatura gorącego powietrza wynosi od 100 do 1350 stopni Fahrenheita lub od 25 do 730 stopni Celsjusza.
Prędkość
Prędkość rolek spawalniczych określa czas oddziaływania ciepła na spawany materiał. Im wolniejsze ustawienie prędkości, tym więcej materiału zostanie podgrzane. Im szybsze ustawienie prędkości, tym mniej materiału zostanie podgrzane. Aby uzyskać najlepszą spoinę, do materiału należy przyłożyć minimalną ilość ciepła, jednocześnie uzyskując pełną spoinę. Zbyt duża ilość ciepła spowoduje odkształcenie materiału, natomiast zbyt mała ilość ciepła uniemożliwi spawanie materiału.
Ciśnienie
Nacisk rolki zgrzewającej jest ostatnim krokiem podczas tworzenia zgrzewu. Nacisk rolki zgrzewającej ściska rozgrzany materiał, kończąc proces zgrzewania.
Podsumowanie
Podczas zgrzewania właściwa kombinacja ciepła, prędkości i ciśnienia pozwoli Państwu uzyskać prawidłowo zgrzany szew.
5.0 Definicja kontroli
Ekran główny - obsługa HMI

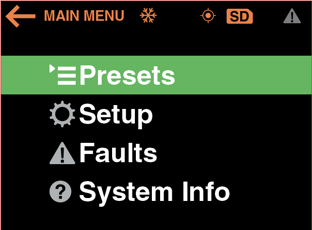
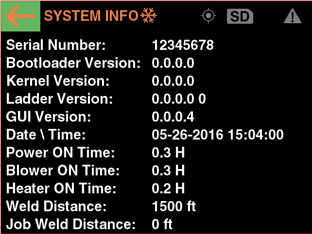
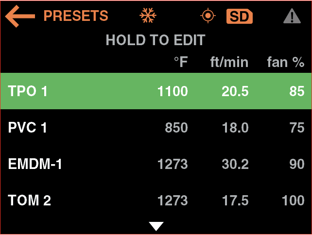
Ekran główny
Ustawienia wstępne: Jest to określona kombinacja parametrów ciepła i prędkości używana do zgrzewania różnych rodzajów tkanin. Pokazuje, która receptura jest aktualnie używana na urządzeniu. 0 - 15 Dostępne ustawienia receptury.
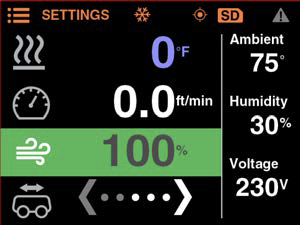
Prędkość maszyny: Jest to prędkość wałka spawalniczego. Prędkość można regulować, obracając pokrętło sterowania. Każde wychylenie pokrętła zwiększa lub zmniejsza prędkość o 0,1 stopy/min.

Rzeczywista temperatura: Jest to aktualna temperatura urządzenia.
Wartość zadana temperatury: Jest to temperatura, jaką ma osiągnąć urządzenie w celu zgrzewania termicznego tworzyw sztucznych.

Ustawić dmuchawę
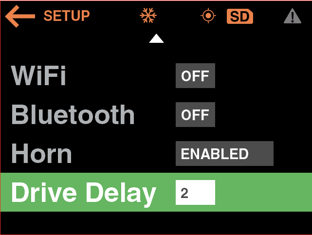
Ustawienia opóźnienia: Służą one do eliminacji pustych przestrzeni w spoinie. Proszę pamiętać o przetestowaniu różnych ustawień opóźnienia, aby zapewnić wysoką jakość spoin. Jeśli opóźnienie napędu jest zbyt długie, materiał może zostać spalony.
Czas opóźnienia uruchomienia napędu: Gdy dysza ustawi się w odpowiedniej pozycji, czas opóźnienia rozpoczęcia jazdy opóźni obrót rolek spawalniczych do momentu osiągnięcia ustawionego punktu. Czas opóźnienia rozpoczęcia jazdy zostanie dostosowany przez operatora do żądanego ustawienia.
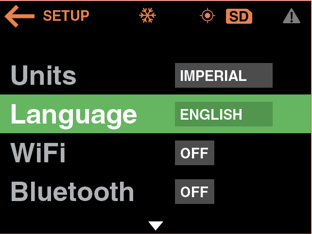
Język: Proszę wybrać język w zależności od potrzeb.
MAX Wydajność: 1350˚F 32ft/min 50-100% Dmuchawa.
Licznik godzin: Licznik godzin zlicza całkowity czas, w którym system ogrzewania jest włączony.
Ustawienia wstępne: Podczas zmiany parametrów naciśnięcie przycisku SAVE spowoduje zapisanie dostosowanych ustawień w wybranej recepturze.
6.0 Zalecane części zamienne
Miller Weldmaster zaleca przechowywanie w magazynie następujących części zamiennych:



![]() UWAGA: Producent nie ponosi odpowiedzialności za jakiekolwiek szkody lub obrażenia powstałe w wyniku użytkowania urządzenia. przed niewłaściwym użytkowaniem tego urządzenia.
UWAGA: Producent nie ponosi odpowiedzialności za jakiekolwiek szkody lub obrażenia powstałe w wyniku użytkowania urządzenia. przed niewłaściwym użytkowaniem tego urządzenia.
Zasady działania
Seamrover DD to zgrzewarka, która zgrzewa termiczne tkaniny lub folie z tworzyw sztucznych za pomocą gorącego powietrza, poprzez zastosowanie ciśnienia, stałej prędkości i dokładnej temperatury w celu idealnego zgrzewania termicznych materiałów z tworzyw sztucznych.
Specyfikacje techniczne
- Natężenie prądu - 25 A przy 230 V
- Moc znamionowa - 4600 W
- Napięcie znamionowe - 230 V AC, 50/60 Hz
- Maksymalna temperatura - 1350°F (730°C)
- Prędkość maszyny - 1-32 ft/min
- Wymiary całkowite - 27" x 14" x 13"
- Szerokość szwu - do 2"
- Waga netto - 88 funtów
Sekcja sterowania operatora
- Panel sterowania: HMI (interfejs człowiek-maszyna)
- Ekran cyfrowy umożliwia ustawienie elementów sterujących systemu.
- Włącznik/wyłącznik zasilania: Przełącznik zasilania włącza i wyłącza urządzenie .

Inne
- Bezpieczniki zewnętrzne zasilania: Używane do kontroli ochronnej ogólnego zasilania całej maszyny.
- Przełącznik Start/Stop: Steruje uruchamianiem i zatrzymywaniem operacji zszywania. (Obrót dyszy)
![]() Ostrzeżenie! Przed przystąpieniem do pracy operator musi odłączyć zasilanie od maszyny.
Ostrzeżenie! Przed przystąpieniem do pracy operator musi odłączyć zasilanie od maszyny.
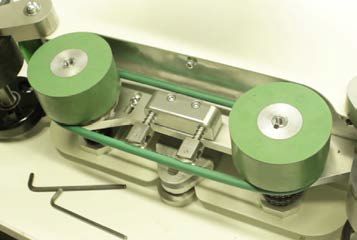

Rolka zgrzewająca: Aby wymienić wałek spawalniczy, należy usunąć elementy mocujące na wale napędowym. Zsunąć rolkę zgrzewającą z wału napędowego i wyjąć wpust z rowka wpustowego. Montaż odbywa się w odwrotny sposób do demontażu.


Rys. 1 Rys. 2
Położenie dyszy (poziome): Aby wyregulować poziome położenie dyszy, należy poluzować cztery śruby z płaskim łbem znajdujące się na wsporniku montażowym dyszy. Gdy wszystkie cztery śruby są lekko poluzowane, proszę wsunąć dyszę na miejsce, jednocześnie wywierając nacisk w dół na wspornik montażowy dyszy. Gdy położenie dyszy jest zadowalające, proszę dokręcić śruby na krzyż, zaczynając od jednej ze śrub znajdujących się najbliżej obudowy elementu (rys. 2).

Pozycja dyszy (pionowa): Aby wyregulować pionowe położenie dyszy, proszę zlokalizować śrubę z łbem gniazdowym i nakrętkę zabezpieczającą pod zespołem pływaka dyszy. Proszę poluzować nakrętkę kontrującą i wkręcić lub wykręcić śrubę z łbem gniazdowym, aby wyregulować położenie spoczynkowe dyszy. Gdy położenie dyszy będzie zadowalające, proszę dokręcić nakrętkę. Proszę dostroić pionową pozycję dyszy tak, aby dysza mogła z łatwością obracać się w kierunku spawanej spoiny.



Termopara: Wymienić termoparę, odkręcając cztery śruby z łbem gniazdowym z boku obudowy elementu. Umożliwi to zdjęcie osłony termopary. Odłamać termoparę za pomocą klucza. Proszę odciąć i usunąć ochronną folię termokurczliwą z wtyczki termopary i odłączyć termoparę. Montaż odbywa się w odwrotny sposób do demontażu.


 Krok 1 Krok 2 Krok 3
Krok 1 Krok 2 Krok 3

 Krok 4 Krok 5
Krok 4 Krok 5
Element: Aby wymienić element, należy poluzować i wykręcić cztery śruby z łbem gniazdowym z górnej części pokrywy obudowy elementu. Powoli wyciągnąć zaślepkę bezpośrednio z obudowy elementu. Zdjąć rurkę izolacyjną elementu i uszczelkę pokrywy obudowy elementu i odłożyć na bok. Teraz można odłączyć element od pokrywy obudowy elementu. Montaż odbywa się w odwrotny sposób do demontażu.
Obwody elektryczne
1. Podczas wymiany części i komponentów należy używać części lub komponentów tego samego typu co oryginalne lub równoważnych oryginalnym. Oryginalne części zamienne należy kupować za pośrednictwem strony Miller Weldmaster lub autoryzowanego dystrybutora Miller Weldmaster .
2. Aby uniknąć uszkodzenia modułu sterującego, wyświetlacza i panelu operacyjnego, nigdy nie należy podłączać ani odłączać kabli łączących PLC, wyświetlacz i panel operacyjny, gdy zasilanie jest włączone.
3. Jeśli wystąpi jakakolwiek usterka, której nie można usunąć, proszę natychmiast skontaktować się z działem serwisu Industrial Heat Sources (IHS) pod numerem +1 (330) 970-9353.
Układ napędowy
1. Sprawdzić, czy koła napędowe nie są przemieszczone lub poluzowane.
2. Sprawdzić, czy łańcuchy nie są zbyt luźne. Dokręcić w razie potrzeby.
UWAGA: Nieprawidłowa konserwacja urządzenia może mieć wpływ na jego wydajność. Proszę skontaktować się z Miller Weldmaster w przypadku jakichkolwiek pytań.
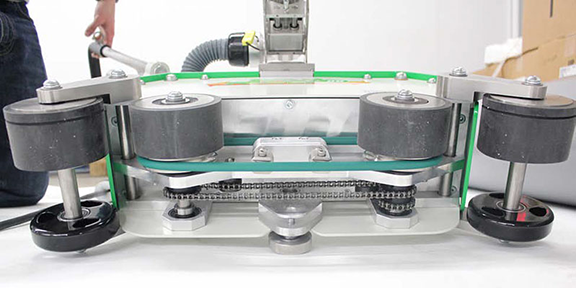
Napinanie/olejowanie łańcuchów
Urządzenie Miller Weldmaster Seamrover DD ma dwa łańcuchy, które są używane do napędzania rolek zgrzewających. Chociaż łańcuchy nie wymagają częstej konserwacji, należy je sprawdzać raz w roku, aby upewnić się, że nie są nadmiernie skorodowane, zardzewiałe lub zabrudzone. Proszę również sprawdzić, czy nie są poluzowane lub luźne. W razie potrzeby łańcuchy należy smarować raz w roku olejem przekładniowym 80w - 90w.
1. Proszę wyłączyć wyłącznik automatyczny.
2. Odłączyć przewód zasilający od źródła zasilania.
3. Proszę przechylić maszynę na bok i sprawdzić łańcuchy. W razie potrzeby przeprowadzić konserwację łańcuchów.
Regulacja systemu ogrzewania gorącym powietrzem
Proszę rozpocząć od włączenia gorącego powietrza i ustawienia żądanej temperatury.
1. Głębokość dyszy powinna znajdować się w odległości około 1 cala od punktu zacisku rolek spawalniczych. Jeśli dysza jest wyrównana, proszę wykonać spoinę próbną. Jeśli nie, proszę wymienić dyszę lub oddać urządzenie do serwisu.
9.0 Specyfikacje dotyczące transportu i przechowywania
Przechowywanie
Producent zaleca, aby zawsze, gdy maszyna nie jest używana, chronić ją przed nadmiernym zapyleniem i wilgocią. Operator powinien zapoznać się z symbolami ostrzegawczymi na maszynie, aby zwracać uwagę na potencjalnie niebezpieczne obszary maszyny.
WSKAZÓWKA: Producent nie ponosi odpowiedzialności za jakiekolwiek szkody lub obrażenia wynikające z niewłaściwego użytkowania urządzenia. niewłaściwego użytkowania tego urządzenia.
10.0 Wymagania techniczneWymagania techniczne
1. Gdy rolki zgrzewające są prawidłowo ustawione, krawędzie obu rolek powinny być równoległe i wyrównane.
2. Ruch wahadłowy układu ogrzewania: Włączanie/wyłączanie systemu ogrzewania powinno być płynne i naturalne przy umiarkowanej prędkości.
3. Przewody powietrza i złącza powietrza powinny być wolne od wycieków.
UWAGA: Zmiany czynników, takich jak grubość materiałów, kwalifikacje operatorów oraz różne warunki środowiskowe i pogodowe mogą mieć bezpośredni wpływ na produkt. Operator powinien być w stanie zrozumieć w szczególności następujące regulowane czynniki:
1. Temperatura ogrzewania
2. Nacisk rolek spawalniczych
3. Objętość powietrza
4. Umieszczenie systemu grzewczego



