
Niniejsza instrukcja obsługi ma służyć jako przewodnik podczas obsługi zgrzewarki T3 Extreme Seam. Aby zapewnić optymalną wydajność spawarki, prosimy dokładnie przestrzegać zaleceń i specyfikacji.
Spis treści
- Rozdział 2: Wyjaśnienie ostrzeżeń
- Rozdział 3: Wymagania elektryczne i dotyczące powietrza
- Rozdział 4: Zasady uszczelniania termicznego
- Rozdział 5: Definicja kontroli
- Rozdział 6: Obsługa
- Rozdział 7: Dostosowanie
- Rozdział 8: Wskazówki dotyczące spawania
- Rozdział 9: Akcesoria
- Rozdział 10: Konserwacja
- Rozdział 11: Zalecane części zamienne
- Rozdział 12 : Transport i magazynowanie
- Rozdział 13: Dodatkowe dokumenty maszyny
Aby uzyskać więcej informacji technicznych dotyczących tego urządzenia, proszę zadzwonić do naszego Centrum Rozwiązywania Problemów pod numer 1-855-888-WELD lub wysłać wiadomość e-mail na adres service@weldmaster.com.
1.0 Przeznaczenie
T3 to obrotowa zgrzewarka klinowa przeznaczona do zgrzewania termicznego tworzyw sztucznych, takich jak:
- Tkaniny winylowe (PVC) laminowane i powlekane
- Folie winylowe (PVC) i poliuretanowe (PU)
- Tkanina powlekana poliuretanem (PU) i polipropylenem (PP)
- Polietylen (PE)
- Folia i tkaniny z gumy termoplastycznej (TPR)
- Włóknina poliestrowa i polipropylenowa
- Różne taśmy klejące
- Taśma zgrzewalna
- Sztywne produkty wytłaczane
Producent nie wyraża na to zgody:
- Jakie są inne zastosowania tych maszyn?
- Usunięcie jakichkolwiek osłon bezpieczeństwa podczas pracy.
- Nieautoryzowana modyfikacja urządzeń.
- Używanie części zamiennych niezatwierdzonych przez producenta.
![]() Tylko odpowiednio przeszkolony technik może obsługiwać i/lub wykonywać rutynową konserwację lubnaprawy maszyn.
Tylko odpowiednio przeszkolony technik może obsługiwać i/lub wykonywać rutynową konserwację lubnaprawy maszyn.
UWAGA: Producent nie ponosi odpowiedzialności za jakiekolwiek szkody lub obrażenia powstałe w wyniku niewłaściwego użytkowania tego urządzenia.
2.0 Wyjaśnienie ostrzeżeń
Na maszynie Miller Weldmaster T3 znajduje się kilka różnych symboli ostrzegawczych. Symbole te mają na celu ostrzeganie operatora o potencjalnie niebezpiecznych obszarach maszyny. Proszę zapoznać się z ich rozmieszczeniem i znaczeniem.

Uwaga: Proszę odłączyć urządzenie
Naklejka "Uwaga: Proszę odłączyć urządzenie" znajduje się w pobliżu otworu obudowy i wszystkich paneli dostępu. Aby zapobiec porażeniu prądem, urządzenie powinno być zawsze odłączone od zasilania przed otwarciem drzwi obudowy.

Uwaga: Elektryczność
Naklejka "Uwaga: Elektryczność" jest umieszczana w pobliżu obszarów, w których znajdują się urządzenia elektryczne.

Proszę zachować ostrożność: Proszę przeczytać dokument
Przed użyciem należy przeczytać dołączoną dokumentację.
3.0 Wymagania elektryczne i dotyczące powietrza
Ostrzeżenie! Tylko wykwalifikowany elektryk może podłączyć zasilanie elektryczne.
Zasilanie elektryczne
Ze względu na liczbę dostępnych gniazd w różnych stylach, przewód nie zawiera wtyczki. Zaleca się, aby Państwa elektryk zainstalował wtyczkę zgodną z Państwa stylem gniazdka. Mogą Państwo zdecydować się na podłączenie przewodu zasilającego do źródła zasilania. Zaleca się
, aby Państwa elektryk użył skrzynki przyłączeniowej z przełącznikiem ON/OFF z zabezpieczeniem przeciwzwarciowym, zgodnie z wymaganiami lokalnych przepisów elektrycznych. Urządzenie Miller Weldmaster T-3 wymaga następującego źródła zasilania.
-16 amperów - jednofazowy - 230 V
Dostawa powietrza do sklepu
Model Miller Weldmaster T-3 zawiera zawór zasilania powietrzem w warsztacie, który umożliwia szybkie
podłączanie i odłączanie zasilania powietrzem w warsztacie. Ze względu na liczbę różnych stylów złączy pneumatycznych, szybkozłącze męskie nie jest dołączone do zestawu. Należy wybrać szybkozłącze męskie z gwintem 1⁄4 cala NPT (National Pipe Thread), aby dopasować je do szybkozłącza żeńskiego. Urządzenie Miller Weldmaster T-3 wymaga następujących parametrów powietrza warsztatowego:
-Minimum 3 cfm przy 120 psi (standardowo) lub 85 litrów/min przy 8,3 bar (metrycznie)
4.0 Zasady uszczelniania termicznego
Ciepło
System ogrzewania gorącym powietrzem
Ciepło wymagane do spawania jest wytwarzane elektrycznie przez jeden element grzejny umieszczony wewnątrz obudowy elementu grzejnego. Wewnętrzna sprężarka powietrza pompuje powietrze nad element grzewczy i przenosi ciepło przez dyszę gorącego powietrza, nakładając ciepło na spawany materiał. Temperatura gorącego powietrza wynosi od 25 do 730 stopni Celsjusza (od 100 do 1350 stopni Fahrenheita).
System ogrzewania gorącym klinem
System grzewczy Hot Wedge wykorzystuje cztery wkłady grzewcze do elektrycznego podgrzewania klina. Temperatura Hot Wedge wynosi od 25 do 490 stopni Celsjusza (od 100 do 915 stopni Fahr- enheita).
Prędkość
Prędkość rolek spawalniczych określa czas oddziaływania ciepła na spawany materiał. Im wolniejsze ustawienie prędkości, tym więcej materiału zostanie podgrzane. Im szybsze ustawienie prędkości, tym mniej materiału zostanie podgrzane. Aby uzyskać najlepszą spoinę, do materiału należy przyłożyć minimalną ilość ciepła, jednocześnie uzyskując pełną spoinę. Zbyt duża ilość ciepła spowoduje odkształcenie materiału, natomiast zbyt mała ilość ciepła uniemożliwi spawanie materiału.
Ciśnienie
Nacisk rolki zgrzewającej jest ostatnim krokiem podczas tworzenia zgrzewu. Nacisk rolki zgrzewającej ściska rozgrzany materiał, kończąc proces zgrzewania.
Podsumowanie
Podczas zgrzewania właściwa kombinacja ciepła, prędkości i ciśnienia pozwoli Państwu uzyskać prawidłowo zgrzany szew.
5.0 Definicja elementów sterujących
Producent sugeruje, aby wszyscy operatorzy zapoznali się ze wszystkimi elementami sterującymi maszyny. W najlepszym interesie w najlepszym interesie operatora jest poznanie przeznaczenia wszystkich tych elementów sterujących i ich funkcji.

Przycisk Start: Przycisk uruchamiania inicjuje obrót klina i sterowanie silnikiem. Po naciśnięciu przycisku start rozpocznie się proces spawania.
Przycisk Stop: Przycisk zatrzymania wstrzymuje operację spawania. Naciśnięcie przycisku zatrzymania spowoduje zatrzymanie operacji spawania.

Otwieranie/zamykanie rolki spawalniczej: Pokrętło otwiera lub zamyka rolki zgrzewające. Naciśnięcie pokrętła spowoduje zamknięcie rolek spawalniczych. Pociągnięcie pokrętła spowoduje otwarcie rolek spawalniczych.

Przycisk zatrzymania awaryjnego: Przycisk zatrzymania awaryjnego zatrzyma działanie systemu w przypadku sytuacji awaryjnej. Proszę wcisnąć przycisk zatrzymania awaryjnego w przypadku zagrożenia. Przekręcić, aby zwolnić przycisk zatrzymania awaryjnego.

Przycisk resetowania: Przycisk resetowania włącza zasilanie systemu sterowania maszyny. Przycisk resetowania należy nacisnąć po włączeniu odłącznika zasilania oraz po obróceniu i zwolnieniu przycisku zatrzymania awaryjnego.

Regulator temperatury: Regulator temperatury służy do ustawiania żądanej temperatury klina. Zakres temperatury wynosi 0OC do 430OC. Strzałka w górę zwiększa ustawioną temperaturę, strzałka w dół zmniejsza ustawioną temperaturę. Przyciski EZ, przewijania i podwójnego kółka służą do programowania funkcji. Górny wyświetlacz pokazuje aktualną temperaturę, a dolny wyświetlacz pokazuje ustawioną temperaturę. Jeśli wyświetlacz nie pokazuje ustawionej i rzeczywistej temperatury, proszę wyłączyć zasilanie na 30 sekund, a następnie włączyć je ponownie.

Manometr i regulator ciśnienia: Manometr i regulator wyświetlają i kontrolują ciśnienie rolki spawalniczej. Aby zwiększyć lub zmniejszyć ciśnienie rolki zgrzewającej, należy wyciągnąć pokrętło regulatora, a następnie obrócić je. Obrócić w prawo, aby zwiększyć ciśnienie i w lewo, aby je zmniejszyć. Proszę wcisnąć regulator, aby zablokować pokrętło na miejscu.

Kontrola prędkości: Regulator prędkości dostosowuje prędkość rolek spawalniczych. 0 to najniższa prędkość, a 10 to najszybsza prędkość. Proszę obrócić pokrętło do żądanego ustawienia prędkości.

Sterownik opóźnienia jazdy: Regulator opóźnienia jazdy opóźnia uruchomienie rolek spawalniczych do momentu naciśnięcia przycisku startu lub pedału nożnego. Opóźnienie napędu należy ustawić tak, aby klin znalazł się we właściwej pozycji, zanim rolki spawalnicze zaczną się obracać. Regulacja będzie wymagana dla poszczególnych spawanych produktów.

Odłącznik zasilania: Odłącznik zasilania włącza/wyłącza zasilanie maszyny. Aby włączyć zasilanie, należy obrócić dźwignię do pozycji ON, a aby wyłączyć zasilanie, należy obrócić dźwignię do pozycji OFF. Odłącznik zasilania powinien być zawsze wyłączony, gdy urządzenie nie jest używane lub serwisowane.

Wtyczka pedału nożnego: Wtyczka pedału nożnego łączy pedał nożny z systemem sterowania maszyny. Proszę włożyć męski koniec wtyczki do żeńskiego końca wtyczki, a następnie dokręcić gwintowaną nakrętkę palcem. Pedał nożny powinien być podłączony tylko wtedy, gdy maszyna jest używana w trybie stacjonarnym.

Zasilanie powietrzem: Dopływ powietrza należy podłączyć do zaworu kulowego po stronie zasilania, 1/4" NPT. Zawór kulowy powinien być obrócony do pozycji poziomej, gdy maszyna nie jest używana i zablokowany w pozycji OFF, gdy maszyna jest serwisowana.

Pedał nożny: Pedał nożny inicjuje obrót klina i sterowanie silnikiem. Naciśnięcie pedału nożnego rozpocznie operację spawania.
6.0 Działanie
UWAGA: Przed uruchomieniem urządzenia proszę je dokładnie sprawdzić i upewnić się, że pod obszarem spawania nie znajdują się żadne ciała obce. Proszę upewnić się, że w pobliżu urządzenia nie ma łatwopalnych zanieczyszczeń. Tylko upoważnione osoby mogą korzystać z urządzenia.
Uruchomienie
1. Proszę podłączyć przewód zasilający do odpowiedniego źródła zasilania.
2. Podłączyć powietrze do odpowiedniego źródła zasilania powietrzem i przekręcić zawór kulowy zasilania powietrzem do pozycji OTWARTEJ.
3. Proszę ustawić odłącznik zasilania w pozycji ON. Spowoduje to włączenie urządzenia i systemu ogrzewania.
4. Upewnić się, że przycisk zatrzymania awaryjnego jest zwolniony.
5. Nacisnąć przycisk resetowania. Naciśnięcie przycisku resetowania powoduje włączenie systemu sterowania urządzenia.
6. Zakładając, że regulacja maszyny i ustawienia sterowania są zgodne z oczekiwaniami, maszyna jest gotowa do pracy.
Wyłączenie:
1. Proszę ustawić odłącznik zasilania w pozycji OFF. Spowoduje to wyłączenie urządzenia i systemu ogrzewania.
2. Przekręcić zawór kulowy zasilania powietrzem do pozycji OFF.
Regulacja klina

Umieszczenie klina jest najważniejszym elementem spawania klinowego. Gdy ramię klina odchyla się i przesuwa do przodu, konieczne jest, aby punkt sworznia wyrównującego pasował do wgłębienia ramienia klina. Przed regulacją systemu klinowego należy upewnić się, że docisk rolki zgrzewającej jest ustawiony na żądane ustawienie docisku. Dla większości zastosowań docisk rolki zgrzewającej powinien być ustawiony na 40-50 psi. Proszę to sprawdzić, wciskając pedał nożny. Prawidłowe ustawienie zapewni prawidłowy zgrzew.
Regulacja wysokości klina
Przed sprawdzeniem wyrównania klina należy ustawić regulator prędkości na najniższe ustawienie, opóźnienie napędu na najwyższe ustawienie i zamknąć rolki spawalnicze.
1. Wprowadzić klin na miejsce, naciskając pedał nożny lub przycisk uruchamiania. Gdy klin osiągnie pozycję zgrzewania, proszę sprawdzić położenie klina względem rolek zgrzewających, a następnie zwolnić pedał nożny lub nacisnąć przycisk zatrzymania.
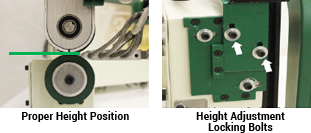
2. Wysokość klina musi być równa z punktem docisku rolek spawalniczych.
3. Jeśli wysokość klina jest wysoka lub niska w stosunku do punktu zacisku, konieczna będzie regulacja.
4. Aby wyregulować wyrównanie wysokości klina, klin musi najpierw znajdować się w pozycji wyjściowej.
5. Zlokalizować i poluzować śruby blokujące regulacji wysokości i wyregulować system klinowy w górę lub w dół w zależności od wymaganego położenia klina względem punktu zacisku.
6. Po dokonaniu regulacji należy ponownie sprawdzić położenie klina względem punktu docisku rolki spawalniczej. Patrz krok pierwszy.

Wyrównanie kwadratowości klina
Przed sprawdzeniem wyrównania klina należy ustawić regulator prędkości na najniższe ustawienie, opóźnienie napędu na najwyższe ustawienie i zamknąć rolki spawalnicze.
1. Wprowadzić klin na miejsce, naciskając pedał nożny lub przycisk uruchamiania. Gdy klin osiągnie pozycję zgrzewania, proszę sprawdzić położenie klina względem rolek zgrzewających, a następnie zwolnić pedał nożny lub nacisnąć przycisk zatrzymania.
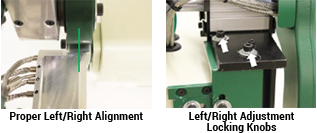
2. Prostopadłe ustawienie klina musi znajdować się na linii środkowej z rolkami spawalniczymi.
3. Jeśli prostopadłość klina jest obrócona poza linię środkową rolek spawalniczych, wymagana będzie regulacja.
4. Aby wyregulować prostopadłość klina, musi on najpierw znajdować się w pozycji wyjściowej.
5. Zlokalizować i poluzować lewe/prawe śruby blokujące regulację i wyregulować obrót systemu klina w zależności od wymaganego położenia klina względem rolek spawalniczych.
6. Po dokonaniu regulacji należy ponownie sprawdzić położenie klina względem rolek zgrzewających. Patrz krok pierwszy.

Wyrównanie pochylenia klina
Przed sprawdzeniem wyrównania klina należy ustawić regulator prędkości na najniższe ustawienie, opóźnienie napędu na najwyższe ustawienie i zamknąć rolki spawalnicze.
1. Wprowadzić klin na miejsce, naciskając pedał nożny lub przycisk uruchamiania. Gdy klin osiągnie pozycję zgrzewania, proszę sprawdzić położenie klina względem rolek zgrzewających, a następnie zwolnić pedał nożny lub nacisnąć przycisk zatrzymania.
2. Pochylenie klina najlepiej jest obserwować z perspektywy operatora, na wysokości oczu z klinem i punktem docisku rolki spawalniczej, gdy klin odchyli się na miejsce.
3. Jeśli wyrównanie nachylenia klina nie jest poziome z punktem zacisku rolek spawalniczych, wymagana będzie regulacja.
4. Aby wyregulować wyrównanie nachylenia klina, klin musi najpierw znajdować się w pozycji wyjściowej.
5. Zlokalizować i poluzować/dokręcić pokrętła blokujące regulacji nachylenia
i wyregulować system klina w lewo lub w prawo w zależności od wymaganego położenia klina względem rolek spawalniczych. Na przykład, jeśli pochylenie klina wymaga ruchu w lewo, należy najpierw poluzować pokrętło pochylenia po lewej stronie o jeden lub dwa obroty, a następnie dokręcić pokrętło pochylenia po prawej stronie. Spowoduje to dostosowanie nachylenia klina w lewo.
6. Po dokonaniu regulacji należy ponownie sprawdzić położenie klina względem rolek zgrzewających. Patrz krok pierwszy.
Wyrównanie klina lewo/prawo
Przed sprawdzeniem wyrównania klina należy ustawić regulator prędkości na najniższe ustawienie, opóźnienie napędu na najwyższe ustawienie i zamknąć rolki spawalnicze.
1. Wprowadzić klin na miejsce, naciskając pedał nożny lub przycisk uruchamiania. Gdy klin osiągnie pozycję zgrzewania, proszę sprawdzić położenie klina względem rolek zgrzewających, a następnie zwolnić pedał nożny lub nacisnąć przycisk zatrzymania.
2. Prostopadłe ustawienie klina musi znajdować się na linii środkowej z rolkami spawalniczymi.
3. Jeśli prostopadłość klina jest obrócona poza linię środkową rolek spawalniczych, wymagana będzie regulacja.
4. Aby wyregulować prostopadłość klina, musi on najpierw znajdować się w pozycji wyjściowej.
5. Zlokalizować i poluzować lewe/prawe śruby blokujące regulację i wyregulować obrót systemu klina w zależności od wymaganego położenia klina względem rolek spawalniczych.
6. Po dokonaniu regulacji należy ponownie sprawdzić położenie klina względem rolek zgrzewających. Patrz krok pierwszy.
Wyrównanie głębokości klina
Przed sprawdzeniem wyrównania klina należy ustawić regulator prędkości na najniższe ustawienie, opóźnienie napędu na najwyższe ustawienie i zamknąć rolki spawalnicze.
1. Wprowadzić klin na miejsce, naciskając pedał nożny lub przycisk uruchamiania. Gdy klin osiągnie pozycję zgrzewania, proszę sprawdzić położenie zgrzewu względem rolek zgrzewających, a następnie zwolnić pedał nożny lub nacisnąć przycisk zatrzymania.
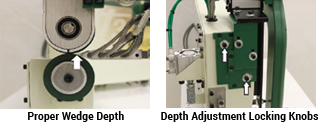
2. Wyrównanie głębokości klina musi stykać się z rolkami zgrzewającymi, aby umożliwić kontakt i przenoszenie ciepła na tkaninę.
3. Jeśli wyrównanie głębokości klina jest cofnięte zbyt daleko lub zbyt daleko do punktu zacisku rolek spawalniczych, wymagana będzie regulacja.
4. Aby wyregulować wyrównanie głębokości klina, klin musi najpierw znajdować się w pozycji wyjściowej.
5. Zlokalizować i poluzować śruby blokujące regulacji głębokości i wyregulować głębokość systemu klina w zależności od wymaganej pozycji klina do punktu zacisku rolki spawalniczej.
6. Aby uzyskać odpowiednią głębokość klina, należy najpierw wyregulować końcówkę klina tak, aby stykała się z punktem zacisku rolek spawalniczych. Po wyregulowaniu końcówki klina do tego punktu, należy wsunąć system klina o 1/8" więcej do punktu zacisku rolek zgrzewających. Umożliwi to prawidłowy docisk klina do tkaniny i rolek zgrzewających.
7. Po dokonaniu regulacji należy ponownie sprawdzić położenie klina względem rolek zgrzewających. Patrz krok pierwszy.

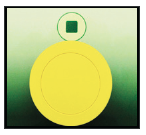
Zły spaw
To nie jest dobry zgrzew. Chociaż tkanina jest nieco zgrzana, nie można tego uznać za 100%. Jedna z dwóch rzeczy musi się wydarzyć, aby ten spaw został zaakceptowany. Należy zmniejszyć prędkość lub zwiększyć temperaturę.

Dobry spaw
To jest dobry zgrzew. Tkanina jest zgrzana w 100%. Widać, że tkanina rozwarstwia się na całej szerokości szwu.

Nierówne naprężenie tkaniny
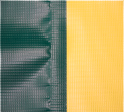
Jest to przykład zbyt dużego naprężenia utrzymywanego na górnym panelu materiału. Ważne jest, aby operator utrzymywał równomierne (równe) napięcie zarówno na górnym, jak i dolnym panelu tkaniny podczas zgrzewania. Jak pokazano na ilustracji, zielony panel przechodzi przez lewą (górną) stronę zgrzewarki, a żółty panel przechodzi przez prawą (dolną) stronę zgrzewarki. Gdy na górnym panelu zostanie utrzymane większe napięcie, na dolnym panelu obok zgrzewu pojawią się zmarszczki. Proszę wyregulować napięcie, aby uzyskać gładsze wykończenie.
Nierówne naprężenie tkaniny
Jest to przykład zbyt dużego naprężenia utrzymywanego na dolnym panelu materiału. Ważne jest, aby operator utrzymywał równomierne (równe) napięcie zarówno na górnym, jak i dolnym panelu tkaniny podczas zgrzewania. Jak pokazano na ilustracji, zielony panel przechodzi przez lewą (górną) stronę zgrzewarki, a żółty panel przechodzi przez prawą (dolną) stronę zgrzewarki. Gdy na dolnym panelu zostanie utrzymane większe napięcie, na górnym panelu obok zgrzewu pojawią się zmarszczki. Proszę wyregulować napięcie, aby uzyskać gładsze wykończenie.

Perfect Seam
To jest przykład idealnego szwu. Nie ma falistości, zmarszczek ani fałd. Ciepło, prędkość i ciśnienie w połączeniu z zastosowanym naprężeniem operatora są idealne.

10.0 Konserwacja
Maszyna Miller Weldmaster T3 ma pewne elementy, które należy konserwować, aby zapewnić jej jak najbardziej efektywną pracę. T3 ma trzy łańcuchy, które są używane do napędzania rolek spawalniczych i rolek jezdnych maszyny. Chociaż nie są to elementy wymagające częstej konserwacji, łańcuchy należy sprawdzać co 3 miesiące
, aby upewnić się, że nie ma nadmiernej korozji, rdzy lub brudu. Należy również sprawdzić, czy łańcuch, koła łańcuchowe lub przekładnie nie są poluzowane. W razie potrzeby należy smarować łańcuchy i koła zębate raz na 3 miesiące olejem przekładniowym 80-90W.
1. Przed rozpoczęciem inspekcji lub jakiejkolwiek konserwacji należy wyłączyć zasilanie i zawór powietrza.
2. Zdjąć tylną pokrywę maszyny i sprawdzić łańcuchy, koła łańcuchowe, koła zębate i wszystkie inne części mechaniczne. Podczas kontroli należy zwrócić uwagę na zużyte powierzchnie, ciemny pył pod zębatkami i kołami zębatymi, suche łańcuchy lub inne oznaki zużycia.
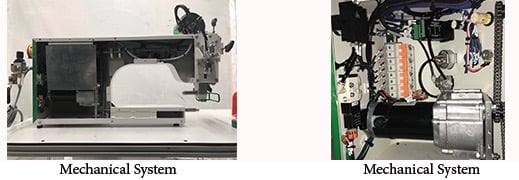
3. W razie potrzeby naoliwić łańcuchy, koła zębate i przekładnie. W razie potrzeby wymienić zużyte części.
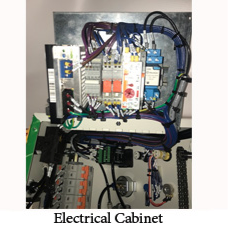
4. Po sprawdzeniu i konserwacji układu mechanicznego należy sprawdzić układ elektryczny. Kontrolę należy rozpocząć od lekkiego przedmuchania wnętrza maszyny za pomocą pistoletu na sprężone powietrze (należy upewnić się, że sprężone powietrze jest całkowicie suche i czyste). Sprawdzić komponenty elektryczne, przewody i zaciski przewodów pod kątem ciemnych/odbarwionych obszarów.
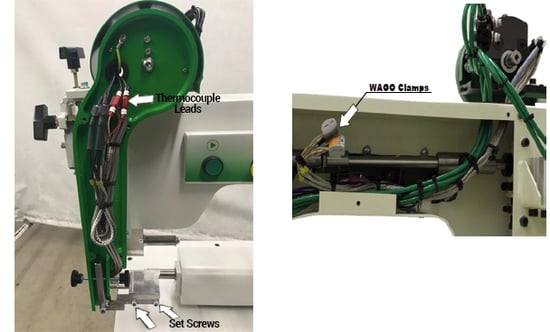
- Poluzować i zdjąć pokrywę obudowy.
- Odłączyć męskie i żeńskie przewody termopary.
- Odłączyć przewody wkładu grzałki od zacisku WAGO.
- Poluzować dwie śruby ustalające znajdujące się z boku klina.
- Odkręcić obie śruby z tylnego wspornika montażowego.
- Zamontować nowy zespół klina, wykonując powyższe instrukcje w odwrotnej kolejności.
- Podczas dokręcania śrub na tylnym wsporniku montażowym należy poluzować je o 1/8 obrotu, aby klin miał pewien luz.
6. Proszę skontaktować się z przedstawicielem serwisu Miller Weldmaster w przypadku jakichkolwiek pytań lub w celu omówienia obszaru niepewności.
7. Po zakończeniu kontroli i konserwacji proszę założyć tylną pokrywę i dokręcić wszystkie śruby mocujące.
11.0 Zalecane części zamienne
Miller Weldmaster Zalecamy przechowywanie w magazynie następujących części zamiennych:

UWAGA: Producent nie ponosi odpowiedzialności za jakiekolwiek szkody lub obrażenia powstałe w wyniku niewłaściwego użytkowania tego urządzenia.
12.0 Transport i magazynowanie
Transport w obrębie zakładu produkcyjnego
Ze względu na wagę urządzenia Miller Weldmaster , producent wymaga dwóch osób do jego przenoszenia. Podczas podnoszenia maszyny należy chwycić za podstawę, a nie za jakiekolwiek niezabezpieczone części, a także podnosić powoli i ostrożnie, aby wyeliminować potencjalne obrażenia. Przed podniesieniem należy zabezpieczyć wszystkie elementy.
Transport poza zakładem produkcyjnym
Producent wymaga, aby maszyna Miller Weldmaster została umieszczona na palecie i załadowana na ciężarówkę za pomocą wózka widłowego lub silnika holowniczego. Widły należy umieścić poniżej dolnej ramy wzdłuż środka ciężkości. Przed podniesieniem maszyny należy zabezpieczyć wszystkie komponenty. Podnosić powoli, aby zapewnić prawidłowe umieszczenie wideł. Przymocować maszynę do palety lub przyczepy i zabezpieczyć różne elementy sterujące i funkcje, umieszczając maszynę w skrzyni.
Przechowywanie
Producent zaleca, aby zawsze, gdy maszyna nie jest używana, chronić ją przed nadmiernym zapyleniem i wilgocią. Operator powinien zapoznać się z symbolami ostrzegawczymi na maszynie, aby zwracać uwagę na potencjalnie niebezpieczne obszary maszyny.
13.0 Dodatkowe dokumenty maszyny





