Niniejsza instrukcja obsługi ma służyć jako przewodnik podczas obsługi zgrzewarki Triad Extreme Seam. Aby zapewnić optymalną wydajność spawarki, proszę dokładnie przestrzegać zaleceń i specyfikacji.
Spis treści
- Rozdział 1: Wprowadzenie
- Rozdział 2: Konfiguracja materiału
- Rozdział 3: Instrukcja obsługi
- Rozdział 4: Przewodniki po materiałach
- Rozdział 5: Spawanie
- Rozdział 6: Ogólna konserwacja
- Rozdział 7: Czyszczenie i honowanie klina
- Rozdział 8: Regulacja klina
- Rozdział 9: Wymiana klina
- Rozdział 10: Instalacja klina
- Rozdział 11: Rozwiązywanie problemów
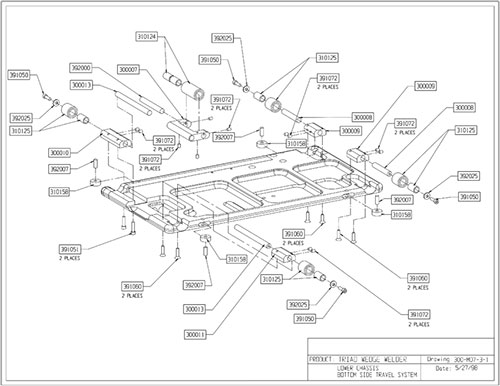
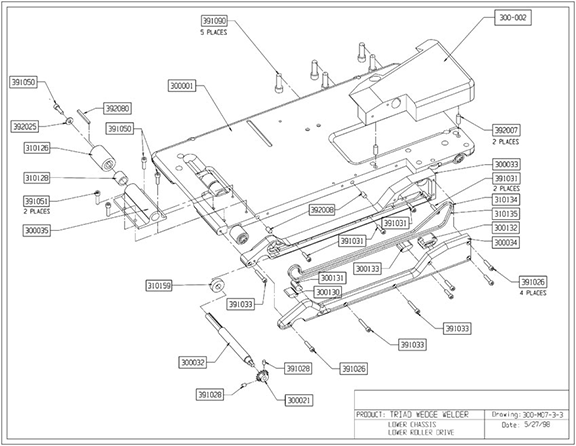
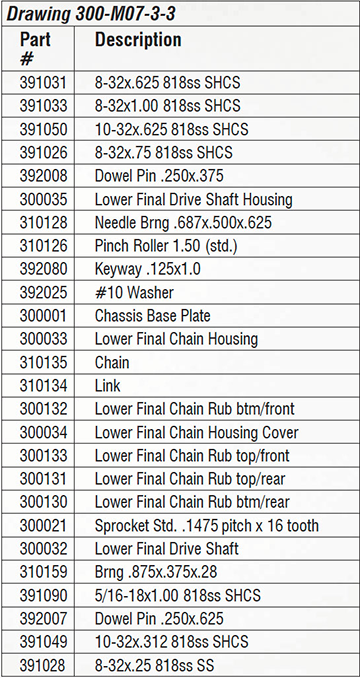
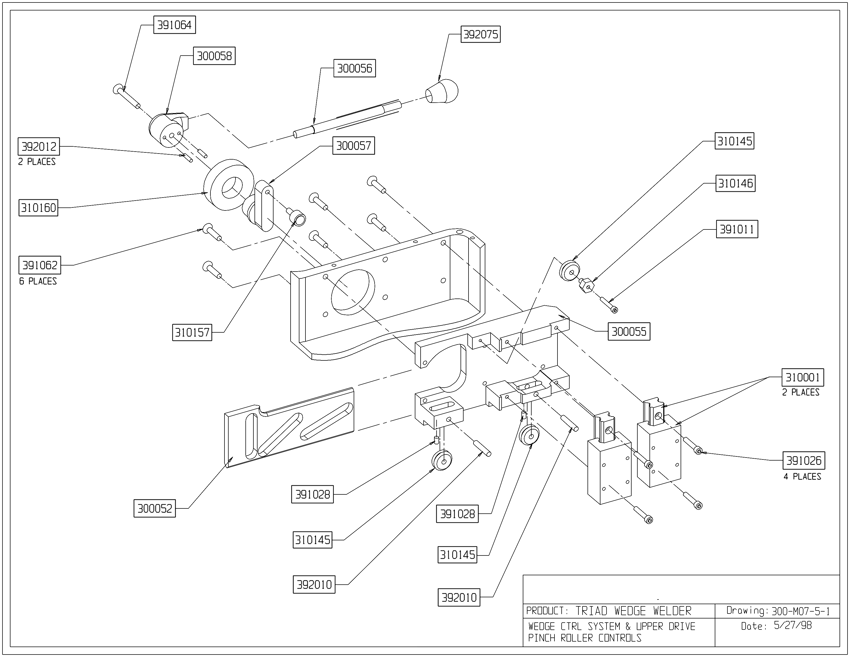
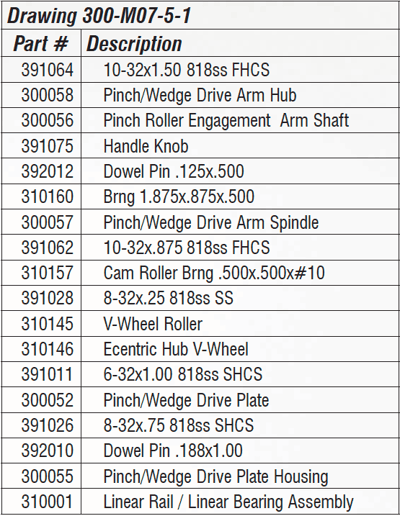
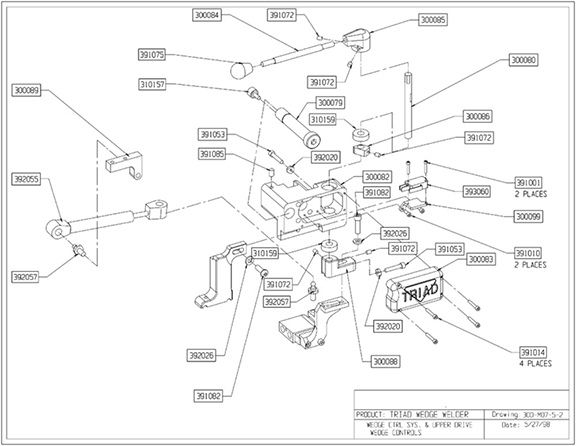
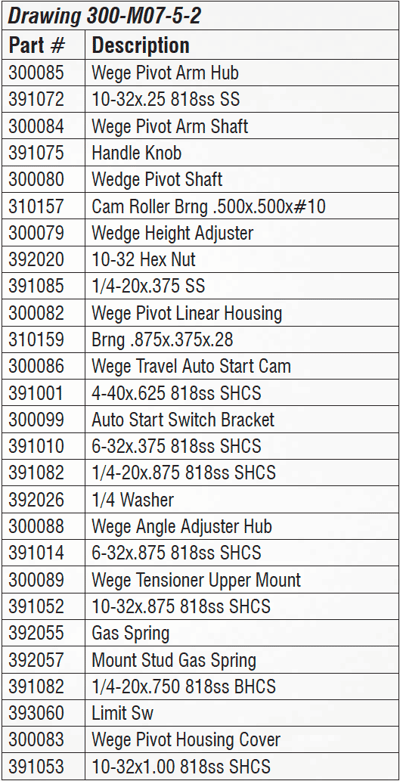
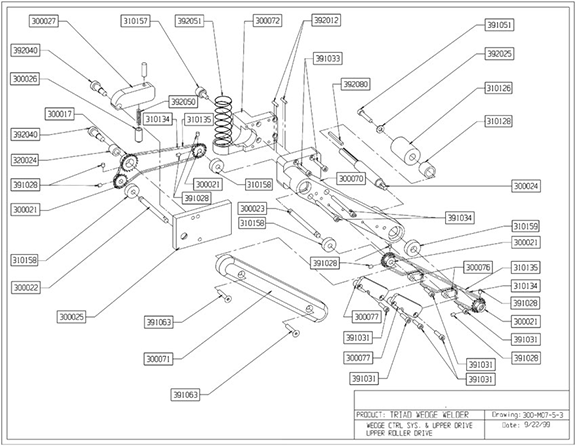
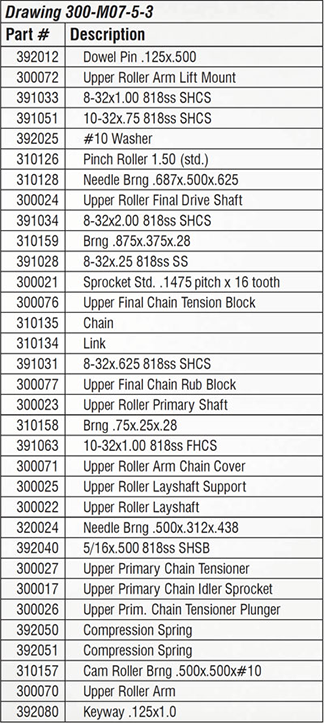
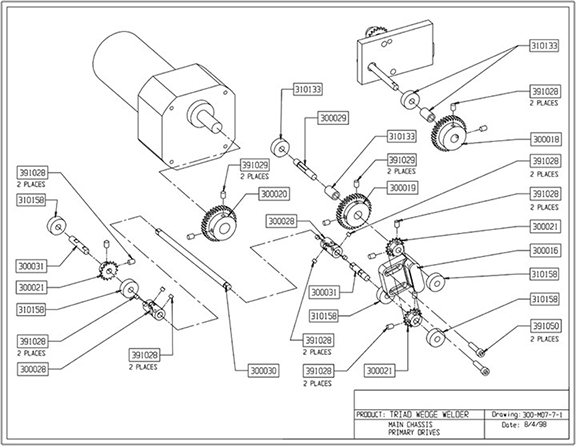
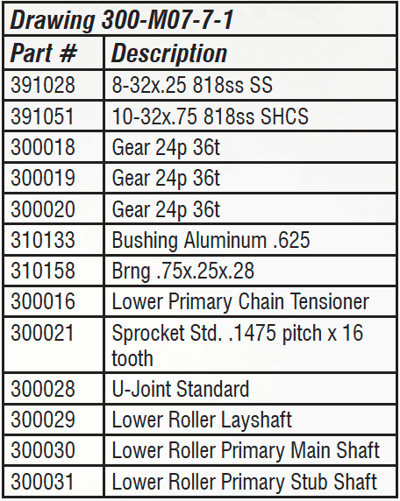
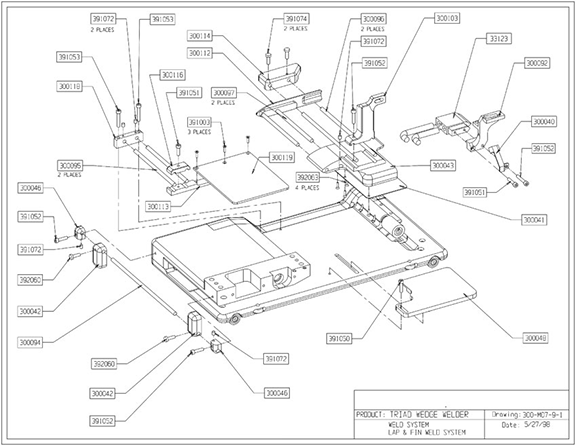
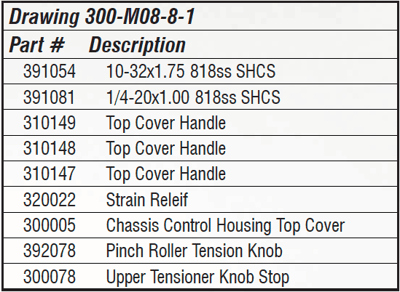
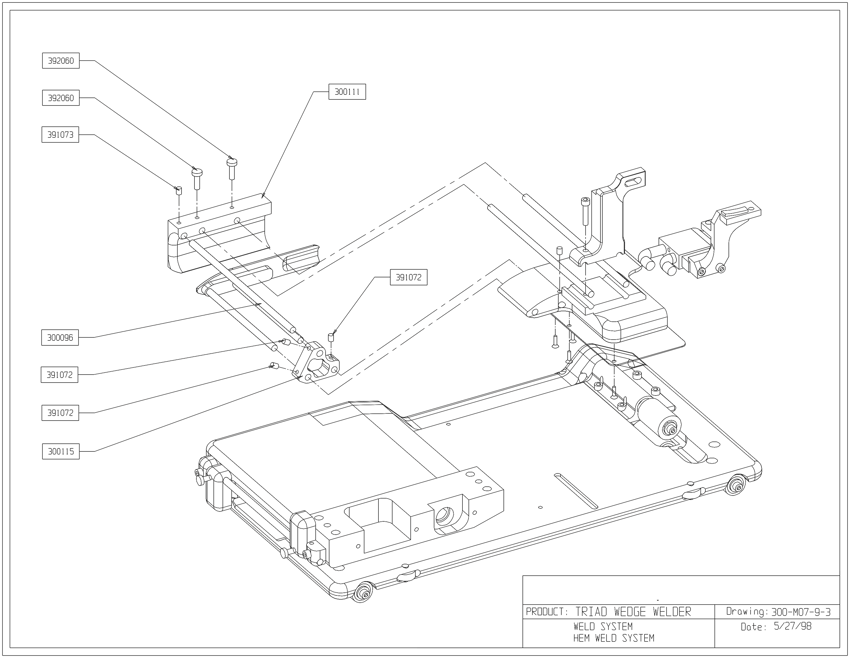
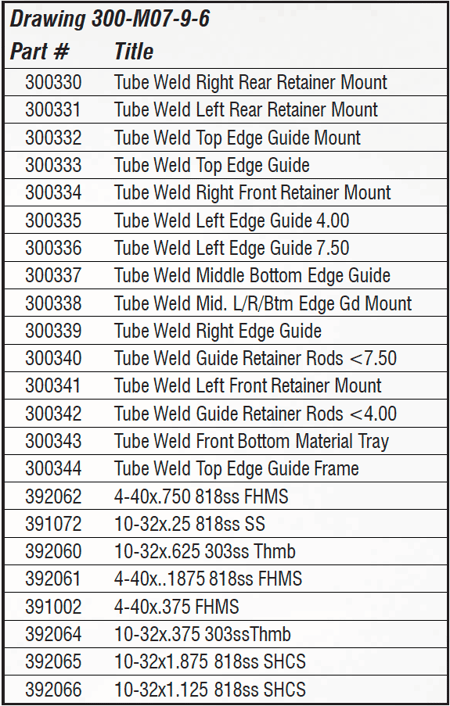
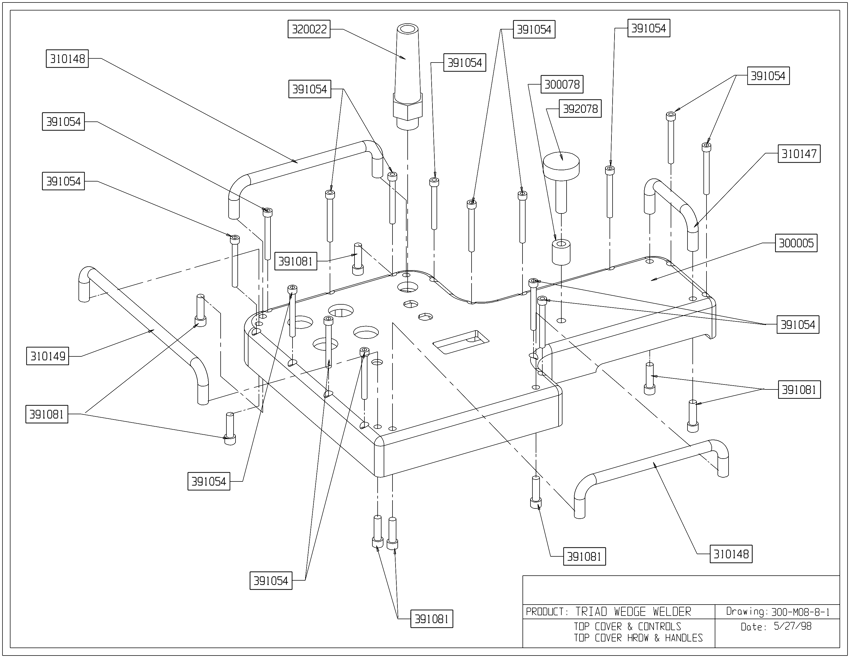
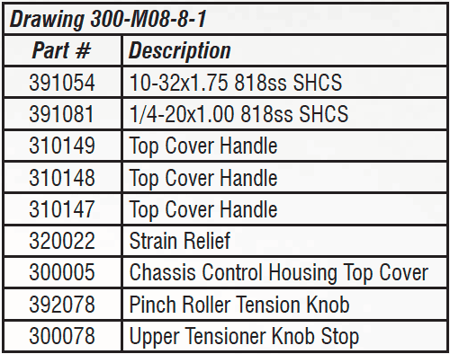
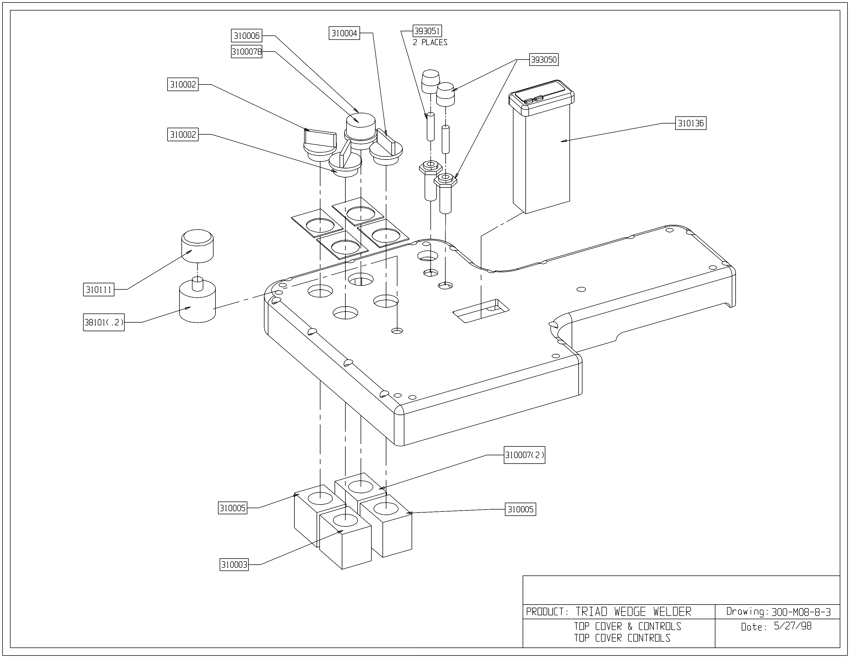
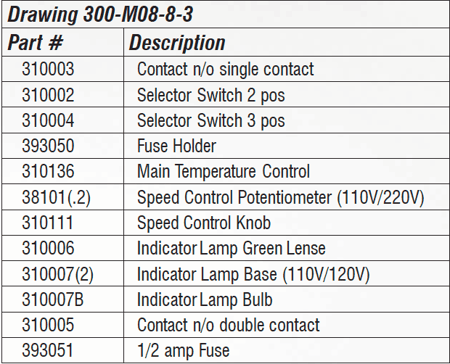
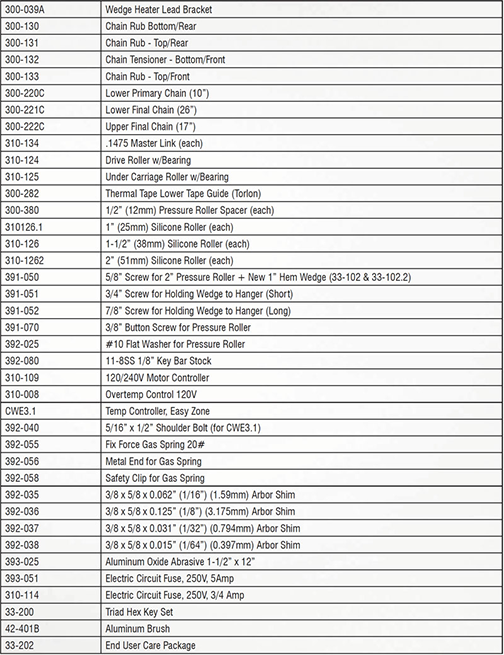
- Rozdział 12: Schematy
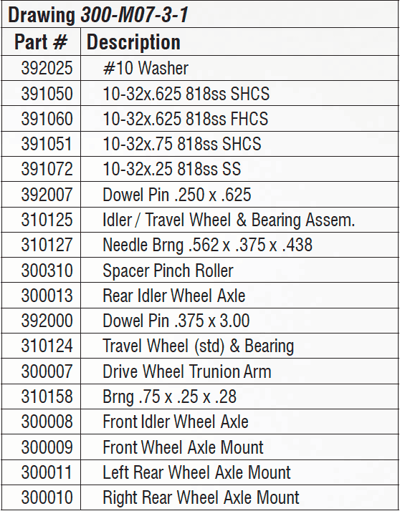
- Rozdział 13: Powszechnie używane części
- Rozdział 14: Dodatkowe dokumenty maszyny
Aby uzyskać więcej informacji technicznych dotyczących tego urządzenia, proszę zadzwonić do naszego Centrum Rozwiązywania Problemów pod numer 1-855-888-WELD lub wysłać wiadomość e-mail na adres service@weldmaster.com.
1.0 Wprowadzenie
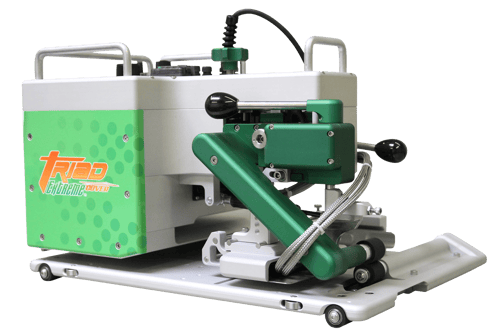
Zgrzewarka klinowa Triad Extreme Seam została zaprojektowana do produkcji szerokiej gamy elastycznych membran. Obejmuje to między innymi PVC, PP, PE, LDPE, uretan itp.
Grubość materiału, który może być spawany, również zależy od produktu. Normalny zakres to 5-100 mil grubości i może to być materiał podparty lub niepodparty.
Urządzenie Triad jest dostarczane w komplecie z trzema różnymi prowadnicami. Pozwoli to Państwu na wykonanie zgrzewu zakładkowego, zgrzewu z obszyciem, zgrzewu modlitewnego i wielu innych opcji zgrzewania.
Triad wykorzystuje gorący klin jako źródło ciepła. Metoda ta zapewnia bezdymną i cichą pracę. Klin pozwala również na spawanie cieńszych produktów bez zniekształceń.
Urządzenie Triad może być używane jako spawarka stacjonarna lub w trybie automatycznym. W przypadku korzystania z urządzenia Triad w trybie automatycznym, zalecany jest system gąsienic. Proszę odnieść się do Specyfikacji systemu gąsienic.
Sugerujemy, aby przed rozpoczęciem spawania wykonali Państwo próbne spawy swojego produktu, aby uzyskać prawidłowe ustawienia ciepła, prędkości i wyrównania klina
1.1 Przeznaczenie
Triad Extreme Seam Welder to zgrzewarka z gorącym klinem przeznaczona do zgrzewania termicznego tworzyw sztucznych, takich jak:
- Winylowe (PVC) laminowane i powlekane tkaniny.
- Folie winylowe (PVC) i poliuretanowe (PU).
- Tkanina powlekana poliuretanem (PU) i polipropylenem (PP).
- Polietylen (PE).
- Folia i tkaniny z gumy termoplastycznej (TPR) Włóknina poliestrowa i polipropylenowa Różne taśmy zgrzewalne.
Producent nie wyraża na to zgody:
- Jakie są inne zastosowania tych maszyn?
- Usunięcie jakichkolwiek osłon bezpieczeństwa podczas pracy.
- Nieautoryzowana modyfikacja urządzeń.
- Używanie części zamiennych niezatwierdzonych przez producenta.
 Tylko odpowiednio przeszkolony technik może obsługiwać i/lub wykonywać rutynową konserwację lubnaprawy maszyn.
Tylko odpowiednio przeszkolony technik może obsługiwać i/lub wykonywać rutynową konserwację lubnaprawy maszyn.
UWAGA: Producent nie ponosi odpowiedzialności za jakiekolwiek szkody lub obrażenia powstałe w wyniku niewłaściwego użytkowania tego urządzenia.
2.0 Konfiguracja materiałów
Materiał powinien być rozłożony tak płasko, jak to możliwe, na podłodze lub stole, w zależności od tego, jak ustawiony jest obszar produkcji. W przypadku większości materiałów, a zwłaszcza cieńszych wyrobów, preferowane jest wyciąganie zmarszczek lub naciąganie. Zastosowanie blachy w maszynie lub obok niej na stole pozwala na użycie magnesów do pozycjonowania i przytrzymywania materiału. Dobrą praktyką jest podklejanie materiału.
Aby wykonać spoiny zakładkowe, należy zawsze nakładać na siebie materiał o szerokości większej niż końcowa szerokość spoiny. Przykład: W przypadku spoiny o szerokości 1-1/2" należy nałożyć na siebie koniec materiału lub przesunąć o 2 do 2 1/2". Maszyna i przednie prowadnice przesuną materiał do żądanej zakładki. Jeśli materiał nie zachodzi na siebie lub nie jest prawidłowo ułożony, maszyna nie wykona żądanego zgrzewu zakładkowego. Proszę zobaczyć przykład poniżej.
3.0 Instrukcja obsługi
Poniższe procedury należy wykonać dopiero po wykonaniu procedur regulacji klina i regulacji prowadnicy.
-
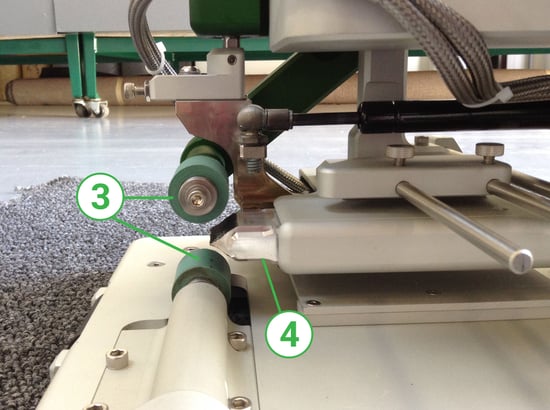
Proszę nacisnąć czerwony przełącznik zasilania #3, aby włączyć urządzenie. Zielona kontrolka zasilania #4 zapali się z jednosekundowym opóźnieniem. Zielone światło pozostanie włączone jako wskaźnik, że urządzenie jest zasilane. (Proszę nacisnąć czerwony przełącznik zasilania nr 3, aby wyłączyć urządzenie).
-
Regulator temperatury #7 włączy się z 1-2 sekundowym opóźnieniem po zapaleniu się zielonej kontrolki zasilania. Jednostki są fabrycznie ustawione w stopniach Celsjusza. Proszę nacisnąć i przytrzymać przycisk Set, a następnie naciskać przycisk w górę lub w dół, aż do osiągnięcia żądanej temperatury. Czas nagrzewania wynosi od jednej do dwóch minut. Proszę nie ustawiać temperatury powyżej 510 stopni C. Dla przykładowych spoin, proszę ustawić kontroler na 400 stopni C. To może nie być ostateczne ustawienie.
-
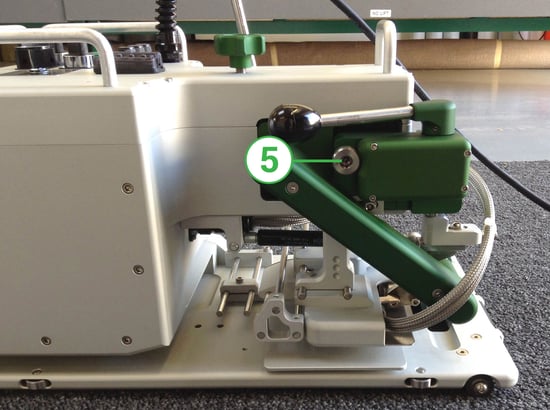
Proszę ustawić przełącznik For/Rev nr 5 w pozycji Forward. Wskazuje to kierunek ruchu maszyny i napędu/rolki dociskowej.
-
Proszę ustawić przełącznik Man/Auto #2 w pozycji Auto. Spowoduje to włączenie lub uruchomienie rolek napędowych/ dociskowych, gdy klin zostanie przesunięty do pozycji spawania.
-
Proszę zamocować zespół koła napędowego nr 10 pod dolną rolką dociskową. Spowoduje to, że maszyna będzie poruszać się automatycznie. Gdy zespół koła napędowego jest wyjęty, maszyna może być używana w trybie stacjonarnym.
-
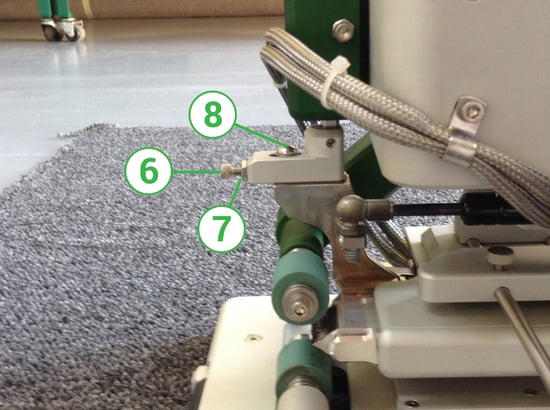
#Nr 1 to regulator prędkości. Można ją regulować w zakresie od 0 do 30 stóp na minutę. Normalne ustawienie będzie w zakresie od 30 do 60, dla towarów 12-30 mil.
-
#8 to pokrętło nacisku. Można je regulować w celu uzyskania większego lub mniejszego nacisku, w zależności od grubości materiału.
-
Włożyć materiał do maszyny z zainstalowanymi odpowiednimi prowadnicami i zamknąć uchwyt koła dociskowego #9.
-
Proszę obrócić dźwignię klinowania #11 w kierunku maszyny, co automatycznie uruchomi ruch Triad do przodu i zaczepi klin o materiał.
-
Regulować prędkość w górę lub w dół, aż do uzyskania prawidłowego zgrzewu.

4.0 Przewodniki materiałowe
Wszystkie przedstawione poniżej przewodniki są dołączone do zakupu standardowej maszyny. Każda prowadnica zapewnia określony typ spoiny i nie tylko. W danym momencie można używać tylko jednego systemu prowadnic.
Prowadnica górna będzie używana ze wszystkimi trzema różnymi funkcjami spawania, zakładką, ściegiem i spawem modlitewnym. Wszystkie prowadnice są regulowane.
Aby uzyskać precyzyjny zgrzew bez luźnej klapy na górze lub na dole arkusza, prowadnice należy wyregulować tak, aby były równe szerokości klina lub obszaru zgrzewania.
Przewodnik po nakładaniu się
Najlepszy przewodnik
Przewodnik Hem
Modlitwa lub przewodnik Fin

5.2 Hem Weld
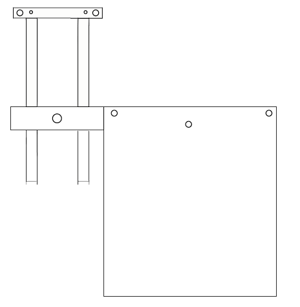
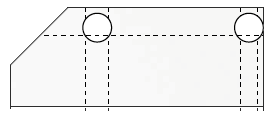
Wsunąć prowadnicę obszycia #2 na trzy nierdzewne pręty aż do zewnętrznej prowadnicy rogu #3 (schemat #1), pozostawiając wystarczająco dużo miejsca między nimi, aby materiał mógł się łatwo przesuwać. Dokręcić śrubę radełkowaną (B) (Schemat #1), co pozwoli zewnętrznej prowadnicy rogowej i prowadnicy obszycia poruszać się jako jedna. To dyktuje rozmiar obszycia do zgrzania. Nacisnąć suwak obszycia nr 4 (schemat nr 2), aby uzyskać żądaną szerokość lub rozmiar obszycia. Po wykonaniu tej czynności proszę dokręcić śruby radełkowane (C) (Schemat #1), aby zablokować je na miejscu.
5.3 Modlitwa lub spawanie płetw
Umieścić prowadnicę modlitwy #5 pod rogiem spawalniczym, umieszczając klucz w szczelinie. Przymocować za pomocą dostarczonej śruby po prawidłowym wyrównaniu.

5.4 Prowadnice przednie
Przednie prowadnice #6 są regulowane, aby wstępnie wyrównać materiał przed rozpoczęciem procesu spawania. Pomoże to operatorowi w prawidłowym podawaniu materiału do maszyny.

6.0 Ogólna konserwacja
Ogólna konserwacja urządzenia Triad Extreme Welder powinna być przeprowadzana co roku.
Należy sprawdzać napięcie łańcucha, aby zmniejszyć nadmierne zużycie łańcuchów i kół łańcuchowych. Użycie pieniącego się smaru do łańcucha spowoduje jego przyleganie do łańcucha i wydłuży jego żywotność.
Rolki dociskowe należy wymienić, jeśli występują na nich nacięcia, płaskie miejsca, ślady przypalenia itp.
Regulacja klina powinna być sprawdzana codziennie przed rozpoczęciem spawania. Operator powinien znać wszystkie regulacje klina, aby uzyskać najlepszą jakość spoiny. Proszę sprawdzić, czy osprzęt nie jest poluzowany. Luźny osprzęt może zmienić regulację klina przy każdym włączeniu.
Aby uzyskać dokładne spoiny i dłuższą żywotność klina, należy go regularnie czyścić i szlifować.
CZYSZCZENIE: Klin należy czyścić codziennie. Istnieją dwa sposoby czyszczenia klina.
-
Gdy rolki dociskowe znajdują się w pozycji górnej, a klin w pozycji zgrzewania, proszę użyć dołączonej szczotki mosiężnej i wyczyścić klin od góry i od dołu. Można to zrobić po każdym zgrzewie lub w razie potrzeby.
-
Drugą metodą czyszczenia klingi jest zwiększenie temperatury do 510 stopni C przez 5-10 minut. Spowoduje to spalenie pozostałości na klindze i jej złuszczenie. Proszę użyć szczotki mosiężnej, aby je usunąć.
HONING: Honowanie klina należy wykonać, jeśli na klinie widoczne są oznaki zużycia. Jest to widoczne w przypadku nierównych spawów, zaokrąglonych krawędzi lub narożników klina.
-
Zamontować oba gładkie stalowe wałki na maszynie (nie ostrzyć klina z silikonowymi wałkami na maszynie).
-
Ustawić przełącznik do przodu/do tyłu w położeniu do tyłu.
-
Przesunąć klin do pozycji spawania i zamknąć rolki.
-
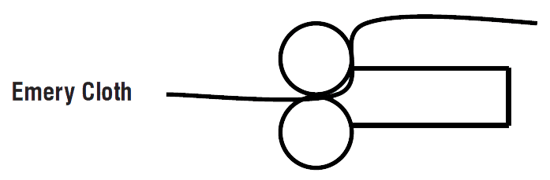
Proszę wziąć cienką ściereczkę szmerglową i przeciągnąć ją przez rolki na górze klina. Proszę powtórzyć ten krok na dolnej części klina.
-
Powtórzyć krok 4 od góry i od dołu, aż do uzyskania równomiernego zużycia na całej długości klina.
-
Jeśli honowanie nie wyrównuje klina, proszę zapoznać się z sekcją Regulacja klina. Może być konieczne połączenie honowania i regulacji.
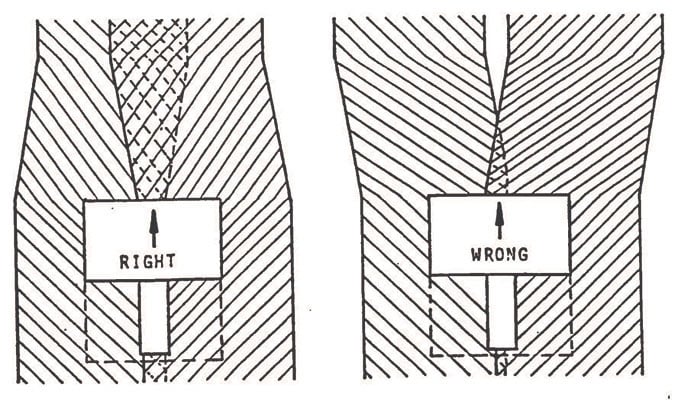
Prawidłowe ustawienie klina jest niezbędne do uzyskania prawidłowego zgrzewu. Urządzenia są ustawione fabrycznie. Przykładowe spoiny należy wykonać przed faktycznym użyciem urządzenia. Jeśli przykładowe spoiny są dobre tylko z jednej lub drugiej strony lub tylko częściowo, oznacza to, że klin nie jest wyrównany lub prostopadły do rolek i konieczna jest regulacja wyrównania. Proszę odłączyć urządzenie od źródła zasilania i upewnić się, że klin jest zimny przed rozpoczęciem pracy na maszynie.
1. Pociągnąć uchwyt rolki dociskowej nr 1 w dół. Spowoduje to zamknięcie rolek dociskowych.

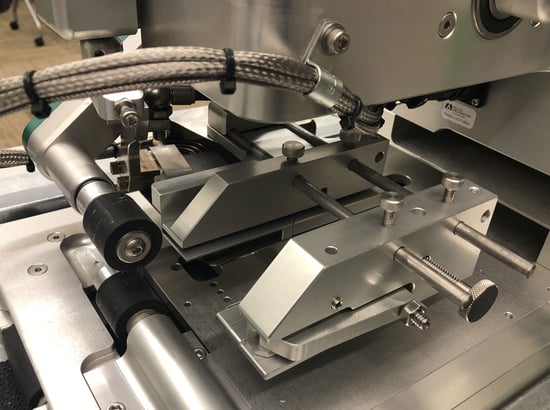
2. Proszę obrócić dźwignię klina nr 2 w tym kierunku, aby zaczepić klin o rolki. Klin #4 powinien spoczywać lub ... pasować do rolek #3 po obu stronach i powinien być wyśrodkowany.

3. Aby wyśrodkować klin między rolkami, proszę przekręcić śrubę nr 5, co spowoduje precyzyjne ustawienie klina w górę i w dół. Konieczne jest tylko 1/8 lub 1/4 obrotu. Proszę nie przekręcać. Proszę powoli przesuwać uchwyt rolki dociskowej w górę i w dół, aby sprawdzić regulację centrowania. Proszę obracać uchwytem klina do wewnątrz i na zewnątrz, aby zapewnić prawidłowe ustawienie.
4. Śruba regulacyjna nr 6 przesunie klin na osi środkowej w lewo i w prawo. Proszę poluzować śrubę blokującą #8, aby dokonać regulacji. Poluzować nakrętkę blokującą #7, obrócić śrubę regulacyjną zgodnie z ruchem wskazówek zegara, aby wsunąć prawą stronę klina i przeciwnie do ruchu wskazówek zegara, aby wsunąć lewą stronę. Po prawidłowym wyregulowaniu proszę dokręcić śrubę blokującą i nakrętkę blokującą.
5. Śruba zatrzymująca klin #9 zatrzyma ruch klina podczas ustawiania klina w pozycji spawania. Poluzować nakrętkę blokującą #10, obrócić śrubę regulacyjną do właściwej pozycji. Krawędź klina powinna ściśle i prostopadle przylegać do rolek na każdym końcu.

Przed przystąpieniem do pracy należy wykonać spoinę próbną. Dokładne dostrojenie regulacji można wykonać, gdy klin jest gorący. Proszę nie używać gorącego klina w rolkach silikonowych bez materiału w maszynie przez dłuższy czas, ponieważ spowoduje to zniekształcenie silikonu.
UWAGA: W przypadku grubszych produktów (30 mm i więcej) może być konieczne cofnięcie klina, aby zapewnić miejsce na materiał.Klin należy wymienić, gdy honowanie i regulacja przestaną być skuteczne. Jeśli awaria grzałki wystąpi po pewnym czasie, grzałki mogą nie dać się łatwo usunąć. Klin i grzałka najprawdopodobniej będą musiały zostać wymienione razem.
-
Odłączyć urządzenie i upewnić się, że klin jest chłodny.
-
Wykręcić śrubę wspornika wieszaka #11 i zdjąć zespół obudowy klina #14.
-
Odkręcić i odłączyć złącze grzałki #12.
-
Wykręcić obie śruby klinowe #13 i wyjąć klin.
-
Zamontować nowy klin za pomocą śrub klinowych. Zamocować złącze grzałki i ponownie zamocować klin.
-
Wyśrodkować obudowę za pomocą śruby nr 11 i dokręcić.
-
Wyrównanie klina może być konieczne, proszę zapoznać się z sekcją Regulacja klina.
10.0 Instalacja klina

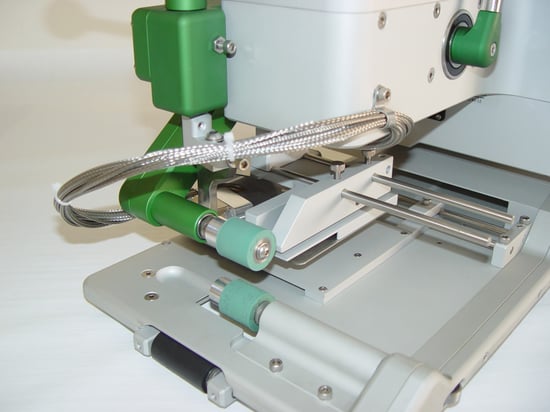
Zamontować klin na ramieniu montażowym klina wraz ze wspornikiem prowadzącym za pomocą dwóch śrub (proszę zwrócić uwagę na wstawione zdjęcie). Proszę prawidłowo umieścić przewody grzałki na wsporniku i delikatnie zamknąć zatrzaski, aby je zabezpieczyć.

Po ustawieniu klina w pozycji włączonej, proszę użyć opasek zaciskowych, aby zebrać razem przewody grzałki. Proszę zwrócić uwagę na owinięcie przewodów grzałki wokół górnego ramienia rolki dociskowej i wokół tylnej części Triad.

Za pomocą zacisku i śruby przymocować wokół przewodów grzałki i umieścić na korpusie Triad. Proszę nie dokręcać do końca.
Podłączyć elektrycznie gorący klin do gniazda na korpusie Triad. Po podłączeniu proszę wygodnie zagiąć przewód grzejny i prawidłowo umieścić go w zacisku. Proszę obracać klinem do wewnątrz i na zewnątrz pozycji spawania, aby upewnić się, że owinięcie wokół tylnej części Triad jest wygodne. Po zakończeniu proszę dokręcić zacisk, aby go zabezpieczyć.

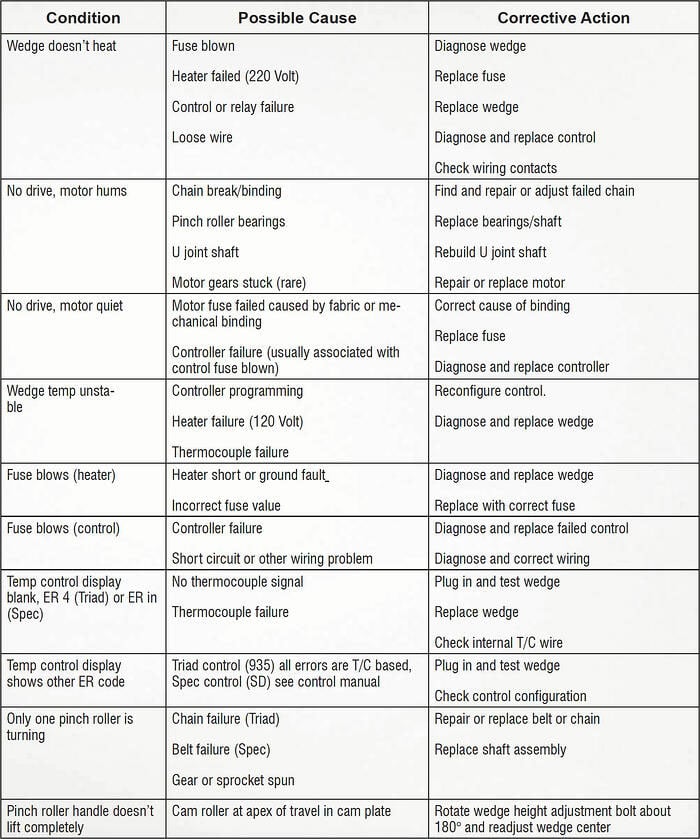
11.0 Rozwiązywanie problemów