Zgrzewanie nadmuchiwanych elementów to proces łączenia termoplastycznych materiałów nadmuchiwanych za pomocą ciepła i ciśnienia w celu utworzenia szczelnych szwów. Jest to proces o kluczowym znaczeniu dla inżynierów produkcji, kierowników produkcji i projektantów produktów tworzących zgrzewane elementy nadmuchiwane do zastosowań rekreacyjnych, bezpieczeństwa i przemysłowych. W miarę jak elementy nadmuchiwane stają się coraz bardziej zaawansowane technicznie — zawierają rdzenie z szyciem kroplowym, wyższe ciśnienia robocze i złożone kształty — wydajność szwów ma większe znaczenie niż kiedykolwiek. Producenci, którzy chcą zwiększyć skalę produkcji i poprawić jej spójność, sięgają po specjalnie zaprojektowane rozwiązania do zgrzewania nadmuchiwanych materiałów, które umożliwiają powtarzalną produkcję wysokiej jakości.
Koncepcja konstrukcji nadmuchiwanych znacznie ewoluowała, a innowacje w zakresie zgrzewania nadmuchiwanych materiałów zmieniły branżę i umożliwiły powstanie nowych koncepcji i zastosowań.
Obecne wymagania dotyczące produkcji produktów nadmuchiwanych są większe niż jeszcze pięć lat temu. Klienci oczekują lżejszych materiałów, mocniejszych szwów i dłuższej żywotności produktów. Nowoczesne procesy zgrzewania zapewniają większą wydajność, ponieważ proces zgrzewania jest szybszy niż tradycyjne metody szycia, co pozwala na szybszą produkcję produktów nadmuchiwanych. Od desek do paddleboardingu i nadmuchiwanych pomostów po poduszki ratownicze i przemysłowe zbiorniki retencyjne — trwałość i szczelność są podstawowymi wymaganiami, a nie dodatkowymi ulepszeniami.
Aby zoptymalizować produkcję różnych produktów nadmuchiwanych, producenci często stosują kombinację różnych maszyn spawalniczych, takich jak zgrzewarki RF i zgrzewarki na gorące powietrze, aby efektywnie obsługiwać różne szwy i komponenty.
Wersja skrócona: Co się zmieniło w produkcji nadmuchiwanych produktów
- Produkty nadmuchiwane są obecnie wykorzystywane w przemyśle, bezpieczeństwie i na rynkach produktów o wysokiej wydajności, gdzie uszkodzenia szwów są mniej akceptowalne.
- Technologia drop-stitch wymaga precyzyjnego zgrzewania, aby chronić wewnętrzne nici, zachowując jednocześnie szczelność szwów.
- Spawanie często przewyższa klejenie pod względem długotrwałej trwałości, ponieważ pozwala uniknąć ryzyka starzenia się kleju i jego reaktywacji.
- Wzrosło zapotrzebowanie na specjalistyczny sprzęt spawalniczy, aby sprostać współczesnym wymaganiom produkcyjnym i zapewnić mocne, wodoodporne i hermetyczne spoiny.
- Zgrzewanie PVC gorącym powietrzem i zgrzewanie gorącym klinem to popularne metody w zależności od geometrii szwu i ułożenia materiałów.
- Zautomatyzowane zgrzewarki na gorące powietrze oferują znaczną poprawę wydajności, pracując z prędkością do 100 stóp na minutę, co pozwala zwiększyć produktywność i obniżyć koszty produkcji.
- Kontrola jakości produktów nadmuchiwanych koncentruje się obecnie na powtarzalnych ustawieniach, protokołach kontroli i procedurach testowania szczelności, a nie na domysłach.
- Miller Weldmaster produkcję nadmuchiwanych wyrobów, oferując specjalnie zaprojektowane systemy, szkolenia i pomoc techniczną.
Czym jest konstrukcja „spawana nadmuchiwana”?
W przypadku spawanych produktów nadmuchiwanych stosuje się zgrzewanie termiczne w celu połączenia warstw tworzyw termoplastycznych w szczelne szwy. Zamiast klejów, sam materiał jest topiony i prasowany, tworząc połączoną powierzchnię, która jest trwalsza i bardziej wytrzymała niż połączenia klejone, które z czasem mogą ulec osłabieniu.
Proces zgrzewania to przemysłowa, bezkontaktowa metoda wykorzystująca ciepło i ciśnienie do łączenia tkanin pokrytych tworzywem termoplastycznym, co pozwala uzyskać mocne, wodoodporne szwy.
W praktyce „szczelne szwy” to szwy, które wytrzymują ciśnienie pod obciążeniem, przy zginaniu i wahaniach temperatury bez wykrywalnych wycieków. W przypadku produktów wysokociśnieniowych oznacza to zachowanie integralności strukturalnej nawet przy wzroście wewnętrznego napięcia powietrza.
Chociaż w niektórych konstrukcjach nadal stosuje się kleje, producenci coraz częściej wybierają spawane konstrukcje nadmuchiwane, gdy priorytetem jest trwałość, powtarzalność i długotrwała stabilność szwów. Firmy takie jak Miller Weldmaster projektują przemysłowe systemy zgrzewania tkanin specjalnie w celu zapewnienia takiego poziomu spójności.
Zgrzewanie nadmuchiwane a klejenie
Spawanie łączy warstwy materiału poprzez stopienie ich za pomocą ciepła i ciśnienia. Klejenie łączy warstwy za pomocą kleju chemicznego. W przypadku klejonych połączeń mogą pojawić się problemy, takie jak utrata przyczepności kleju w miarę upływu czasu spowodowana migracją plastyfikatora, co powoduje utratę wytrzymałości klejonych części i może prowadzić do wycieków lub utraty integralności produktów nadmuchiwanych.
| Czynnik | Spawanie | Klejenie |
|---|---|---|
| Wytrzymałość szwu | Fuzja materiałów | Warstwa klejąca |
| Tryby awarii | Niewłaściwa temperatura, nakładanie się lub nacisk | Starzenie kleju, zanieczyszczenie, reaktywacja |
| Prędkość produkcji | Spójny po wybraniu numeru | Wymagany czas utwardzania |
| Podejście do kontroli jakości | Testy ciśnieniowe + kontrola parametrów | Wizualna weryfikacja + weryfikacja wyleczenia |
| Wrażliwość na środowisko | Mniejsza wrażliwość na wilgotność podczas łączenia | Kleje mogą być wrażliwe na wilgotność/temperaturę |
Spoiny spawane zapewniają mocne, trwałe połączenie, które może być równie wytrzymałe jak ciągły kawałek tkaniny winylowej, zapewniając długotrwałą integralność nawet w obecności czynników środowiskowych.
Niektóre produkty nadal wykorzystują kleje, zwłaszcza w przypadku bardzo szczegółowych lub hybrydowych konstrukcji. Jednak gdy priorytetem są szczelne spoiny i powtarzalna produkcja, często preferowane jest spawanie. Wielu producentów uważa spawanie gorącym powietrzem za ulepszenie w stosunku do kleju, zapewniające długotrwałą wytrzymałość nadmuchiwanych produktów.
Jak wzmocnić nadmuchiwane produkty?
Wytrzymałość wynika z doboru materiałów, konstrukcji szwów i kontroli procesu.
Szwy spawane są wytrzymałe i zapewniają doskonałą trwałość, zwłaszcza w przypadku materiałów o wysokim spadku ciśnienia, takich jak te stosowane w deskach do wiosłowania na stojąco. Spawanie nadmuchiwane tworzy połączenie tak samo wytrzymałe jak materiał bazowy, dzięki czemu idealnie nadaje się do produktów, które muszą wytrzymać intensywne użytkowanie i obciążenia środowiskowe.
- Proszę używać odpowiedniej szerokości zakładki w zależności od nacisku i obciążenia.
- Utrzymuj stałe ustawienia temperatury, prędkości i ciśnienia.
- Dodajcie wzmocnienia w miejscach narażonych na największe obciążenia (uchwyty, zawory, punkty holownicze).
- Proszę zaprojektować przebieg szwów tak, aby uniknąć ostrych narożników obciążenia.
- Dopasuj rodzaj szwu do funkcji produktu (torba holowana vs. torba podnosząca).
Na przykład w przypadku nadmuchiwanego urządzenia holowniczego priorytetem może być dynamiczne wzmocnienie szwów w miejscach uchwytów, natomiast w przypadku przemysłowego worka podnoszącego priorytetem jest równomierne uszczelnienie krawędzi, aby wytrzymać długotrwałe ciśnienie.
Technologia Drop-Stitch i dlaczego jakość spawania ma znaczenie
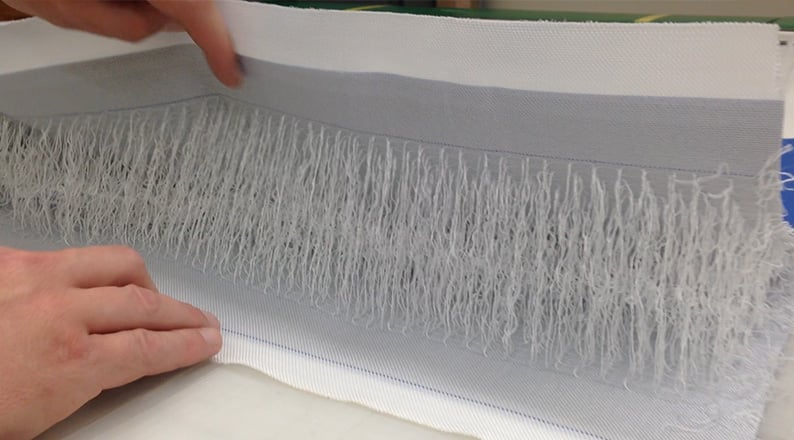
Drop-stitch to metoda konstrukcyjna, w której dwie warstwy materiału są połączone tysiącami wewnętrznych nici, tworząc sztywną strukturę po nadmuchaniu. Szczegółową definicję można znaleźć w tym wyjaśnieniu technologii drop-stitch.
Panele z przeszyciami, powszechnie stosowane w deskach do paddleboardingu, podłogach pneumatycznych, matach gimnastycznych i pontonach, wymagają precyzyjnego zgrzewania. Proces ten musi uszczelniać krawędzie bez uszkadzania wewnętrznej struktury nici.
Tryby awarii obejmują:
- Uszkodzenie gwintu spowodowane nadmiernym ciepłem
- Nierówne połączenie wzdłuż krawędzi paneli
- Mikroprzecieki, które pojawiają się tylko pod wyższym ciśnieniem
- Niespójne nakładanie się powodujące miejscowe osłabienie
Systemy spawalnicze stosowane do paneli z szyciem kroplowym muszą zapewniać równowagę między dopływem ciepła a zachowaniem struktury.
Szczelne szwy na panelach z technologią Drop-Stitch
W kontekście kontroli jakości termin „szczelny” oznacza brak mierzalnej utraty ciśnienia w określonym przedziale czasu.
- Utrzymuj kontrolowaną temperaturę, aby uniknąć uszkodzenia gwintu.
- Zapewnij równomierne nakładanie się i nacisk
- Sprawdź, czy krawędzie są równe.
- Przeprowadzić testy utrzymania ciśnienia
Zalecana metoda badania: Badanie utrzymania ciśnienia przez określony czas w celu potwierdzenia minimalnej utraty PSI w kontrolowanych warunkach.
Wybór odpowiedniej metody spawania materiałów nadmuchiwanych
Wybór metody zależy od rodzaju materiału, grubości, geometrii i wymagań dotyczących szwu. Wybór odpowiedniej zgrzewarki, takiej jak zgrzewarka na gorące powietrze lub zgrzewarka RF, ma kluczowe znaczenie dla uzyskania trwałych, wodoszczelnych szwów w produktach nadmuchiwanych.
Zgrzewarki na gorące powietrze działają w określonych temperaturach, zazwyczaj od 700°F do 1350°F, aby zapewnić prawidłowe zgrzewanie bez uszkadzania materiału. Po zgrzewaniu można również zastosować taśmę
, aby wzmocnić szwy, zapobiec przeciekaniu i zwiększyć wodoodporność, zapewniając dodatkową trwałość.
| Materiał | Typ szwu | Geometria | Typowa metoda spawania | Nacisk na kontrolę jakości |
|---|---|---|---|---|
| Tkanina powlekana PVC | Złącze zakładkowe | Płaskie/długie biegi | Zgrzewanie PVC gorącym powietrzem | Równomierne ciepło + przepływ powietrza |
| Tkanina powlekana PVC | Długie proste szwy | Płaski | Spawanie gorącym klinem | Prędkość + stałe ciśnienie |
| Folia TPU | Zakrzywione szwy | Złożone kształty | Spawanie gorącym powietrzem | Regulacja czułości na ciepło |
| Materiały kompatybilne z RF | Płaskie szwy panelowe | Narzędzia sterowane | Zgrzewanie RF nadmuchiwanych elementów | Wyrównanie matrycy + kontrola energii |
Zgrzewanie PVC gorącym powietrzem do nadmuchiwanych produktów
Tkaniny powlekane PVC są powszechnie stosowane w produkcji produktów nadmuchiwanych ze względu na ich trwałość i spawalność. Spawacz musi precyzyjnie kontrolować temperaturę, przepływ powietrza, prędkość i ciśnienie.
Zgrzewanie winylu to proces, który gwarantuje wodoodporne uszczelnienie i hermetyczne połączenie produktów nadmuchiwanych, dzięki czemu idealnie nadaje się do tworzenia mocnych i niezawodnych nadmuchiwanych produktów.
Na przykład w przypadku szwu w dmuchanym zamku priorytetem może być szybkość i szerokie zachodzenie, natomiast w przypadku szwu w pontonie może być konieczna ściślejsza kontrola temperatury i wzmocnienie połączenia. Więcej informacji na temat podstaw procesu można znaleźć w niniejszym przewodniku dotyczącym zgrzewania gorącym powietrzem elementów nadmuchiwanych.
Lista kontrolna:
- Proszę potwierdzić prawidłowe ustawienie temperatury.
- Monitoruj stałość przepływu powietrza
- Sprawdź poprawność dopasowania nakładania się
- Przeprowadzić test ciśnieniowy próbek
Zgrzewanie winylu eliminuje konieczność szycia, które może powodować powstawanie otworów i zwiększać ryzyko przecieków.
Brak szwów w zgrzewanych połączeniach zmniejsza ryzyko przecieków w pontonach i zabawkach do basenu, zapewniając wodoodporność i szczelność.
Maszyna T300/T600 Curve Hot Air jest idealna do budowy i naprawy pontonów, zapewniając mocne, wodoodporne zgrzewane połączenia.
Trendy w projektowaniu w 2026 r., które zwiększają presję na szwy
Produkty stają się coraz bardziej złożone, a tolerancje szwów coraz bardziej rygorystyczne.
- Więcej kształtów paneli 3D i zakrzywionych ścieżek szwów
- Nowoczesne zgrzewarki mogą obsługiwać praktycznie każdy kształt i rozmiar konstrukcji nadmuchiwanej, zapewniając precyzyjne i trwałe szwy.
- Zastosowania wymagające wyższego ciśnienia w pontonach wyczynowych
- Dodane elementy, takie jak uchwyty, zawory, mocowania i obudowy czujników
- Lekkie stosy materiałów wymagające trwałego zgrzewania szwów
- Rosnące oczekiwania dotyczące udokumentowanej kontroli jakości nadmuchiwanych produktów
Zgrzewarki na gorące powietrze są powszechnie stosowane do produkcji namiotów nadmuchiwanych, wojskowych łodzi szturmowych i innych produktów nadmuchiwanych.
Krzywe, narożniki i nietypowe kształty (miejsca, w których najczęściej pojawiają się nieszczelności)
Zakrzywione szwy częściej ulegają uszkodzeniom z powodu przesunięcia wyrównania, nierównomiernego zachodzenia lub nierównomiernego kontaktu cieplnego.
- Małe promienie zwiększają wrażliwość ustawienia
- Nieregularna geometria stanowi wyzwanie dla równomiernego rozkładu ciepła
- Szerokość zakładki może się zmieniać bez odpowiedniej kontroli
- Naprężenia skupiają się w narożnikach
Proszę rozważyć nadmuchiwany produkt promocyjny o ciasnych zakrętach: szwy narożne często jako pierwsze wykazują nieszczelności z powodu niewielkich niedoskonałości w zakładkach.
Kontrola jakości produktów nadmuchiwanych
Nadmuchiwany QC sprawdza integralność szwów i szczelność przed wysyłką.
- Wizualna kontrola szwów (ślady przypalenia, pominięte spoiny, spójność zakładek)
- Badanie utrzymania ciśnienia
- Wykrywanie wycieków (roztwór mydła lub kontrolowane zanurzenie)
- Dokumentacja ustawień spawania w celu zapewnienia powtarzalności
Dokładna kontrola jakości i odpowiednie techniki spawania znacznie zmniejszają ryzyko wycieków i uszkodzeń szwów w produktach nadmuchiwanych.
Stabilne parametry spawania ograniczają niespodzianki i poprawiają długoterminową wydajność.
Jak Miller Weldmaster spawanie nadmuchiwanych elementów – od konfiguracji po serwis
Miller Weldmaster współpracuje z producentami w celu oceny stosów materiałów, rodzajów szwów i celów dotyczących wydajności. Zespoły mogą omówić zastosowania, przetestować próbki i sprawdzić wydajność szwów przed podjęciem decyzji o rozpoczęciu pełnej produkcji. Miller Weldmaster pomaga Miller Weldmaster klientom w znalezieniu odpowiedniej spawarki lub rozwiązania dostosowanego do ich konkretnych potrzeb.
Producenci mogą również skontaktować się z działem sprzedaży w celu oceny metod spawania lub skontaktować się z działem serwisowym w celu rozwiązania problemów związanych ze szwami, planowania konserwacji lub wsparcia szkoleniowego. Korzystanie z zaawansowanych systemów spawalniczych pozwala producentom zaoszczędzić czas i pieniądze, a niektóre nadmuchiwane systemy przedmuchiwania spawów zwracają się już po kilku spawach dzięki oszczędnościom gazu.
Co należy zabrać na przegląd szwów:
- Próbki materiałów
- Specyfikacje ciśnienia docelowego
- Istniejące próbki szwów
- Zdjęcia uszkodzeń lub dane z testów szczelności
Często zadawane pytania dotyczące spawania nadmuchiwanego
Czym jest spawanie nadmuchiwane?
Zgrzewanie nadmuchiwane łączy termoplastyczne materiały nadmuchiwane za pomocą ciepła i ciśnienia, tworząc hermetyczne szwy. Jest ono powszechnie stosowane w produktach takich jak pontony, deski do paddleboardingu i przemysłowe pęcherze, gdzie spójne uszczelnienie ma większe znaczenie niż wykończenie kosmetyczne.
Czy zgrzewanie nadmuchiwane jest lepsze niż klejenie?
Często tak, ze względu na trwałość i powtarzalność. Spawanie łączy warstwy materiału, podczas gdy klej dodaje warstwę adhezyjną, która w niektórych warunkach może ulec degradacji lub reaktywacji. Wielu producentów preferuje spawanie, gdy priorytetem są szczelne połączenia i spójna produkcja.
Czym jest technologia drop-stitch w produktach nadmuchiwanych?
Technologia Drop-stitch wykorzystuje dwie warstwy materiału połączone tysiącami wewnętrznych nici. Po nadmuchaniu nici te utrzymują stałą grubość, dzięki czemu produkt staje się sztywny. Zgrzewanie musi uszczelniać krawędzie bez uszkadzania struktury nici, aby produkt pozostał szczelny.
Jak sprawdzić szczelność szwów nadmuchiwanych?
Typowe metody obejmują wizualną kontrolę szwów, test utrzymania ciśnienia przez określony czas oraz wykrywanie wycieków za pomocą roztworu mydła lub kontrolowanego zanurzenia. Testy sprawdzają, czy szew pozostaje szczelny pod ciśnieniem, a nie tylko czy wygląda na czysty. Wyniki należy połączyć z zapisanymi ustawieniami spawania, aby zapewnić powtarzalność.
Jaka metoda spawania jest stosowana w przypadku nadmuchiwanych materiałów PVC lub TPU?
Spawanie gorącym powietrzem jest szeroko stosowane w przypadku wielu nadmuchiwanych tworzyw termoplastycznych i rodzajów szwów. Wybór metody zależy od zestawu materiałów, grubości i geometrii szwu, zwłaszcza w przypadku krzywych lub złożonych paneli. Szybkie spawanie próbne i test ciśnieniowy zazwyczaj pozwalają potwierdzić najlepsze podejście.