Niniejsza instrukcja obsługi ma służyć jako przewodnik podczas obsługi urządzenia RFlex Travel Extreme. Aby zapewnić optymalną wydajność spawarki, proszę dokładnie przestrzegać zaleceń i specyfikacji.
Spis treści
- Rozdział 1: Przeznaczenie
- Rozdział 2: Znaki bezpieczeństwa i piktogramy
- Rozdział 3: Dane techniczne
- Rozdział 4: Opis techniczny
- Rozdział 5: Montaż i instalacja
- Rozdział 6: Obsługa
- Rozdział 7: Wybór parametrów spoiny
- Rozdział 8: Konserwacja
- Rozdział 9:
Bezpieczeństwo i higiena pracy
- Rozdział 10: Dokumentacja elektryczna
- Rozdział 11: Dokumentacja pneumatyczna
- Rozdział 12: Instrukcje ogólne
- Rozdział 13: Załączniki
- Rozdział 14: Dodatkowe dokumenty maszyny
Aby uzyskać więcej informacji technicznych dotyczących tego urządzenia, proszę zadzwonić do naszego Centrum Rozwiązywania Problemów pod numer 1-855-888-WELD lub wysłać wiadomość e-mail na adres service@weldmaster.com.
1.0 Przegląd urządzenia / Przeznaczenie
Miller Weldmaster jest wiodącą firmą w branży zgrzewarek wysokiej częstotliwości z głowicą jezdną. Głowica zgrzewająca RFlex została zaprojektowana specjalnie do produkcji wielkoformatowych plandek, namiotów, systemów zaciemniających, pokrowców na ciężarówki, pokrowców na baseny, hangarów lotniczych, billboardów, znaków, kurtyn bocznych i wielu innych ogólnych połączeń technicznych tkanin. Maszyna może być wyposażona w specjalne zakrzywione elektrody do zgrzewania okrągłych profili okiennych wykonanych z przezroczystego PVC i wszelkich innych kształtów wymagających precyzyjnego zgrzewania.
RFlex Model Travel jest wyposażony w specjalną, wysoce precyzyjną przekładnię liniową, sterowaną przez przetwornicę częstotliwości i prowadnicę ślizgową, aby uzyskać idealny ciągły szew w linii prostej. Stół roboczy posiada rynnę ułatwiającą przenoszenie materiału. Opcjonalny próżniowy stół roboczy o długości do 12 metrów i prowadnice laserowe umożliwiają obsługę materiałów wielkoformatowych i precyzyjne pozycjonowanie spoiny w celu szybkiej konfiguracji produkcji.
Dzięki zastosowaniu ekranu dotykowego HMI i programowalnego sterownika PLC operator może z łatwością wprowadzać wiele receptur zgrzewania/szycia. RFlex Zgrzewarka Travel posiada wyjścia mocy RF dla dużych obciążeń produkcyjnych i wzmocnionych tkanin o dużej wytrzymałości.
Automatyczne cykle spawania , pneumatycznie napędzane spawanie prętów, elektroniczny ruch licznik kontrolujący długość , przebyty dystans i zgrzew cykl liczbę sprawiają, że ta maszyna jest idealnym narzędziem dla wysokiej klasy produktu , gdzie precyzja, trwałość i wytrzymałość są kluczowe.
RFlex Travel można łatwo zmodernizować i przekształcić w maszynę do produkcji Keder za pomocą specjalnego osprzętu i elektrody spawalniczej.
NAJWAŻNIEJSZE CECHY MASZYNY:
- rutynowa konserwacja maszyny jest bardzo prosta;
- Nacisk można precyzyjnie wyregulować;
- producent zainstalował przycisk awaryjny na panelu sterowania;
- Maszyna jest wyposażona w kolumnę świateł sygnalizacyjnych, aby zwiększyć bezpieczeństwo operatora, gdy maszyna jest włączona;
- Operator może programować i kontrolować cykl pracy maszyny dzięki dotykowemu panelowi HMI;
- Narzędzie do programowania umożliwia operatorowi wprowadzenie do systemu takich parametrów jak: czas i moc spawania wraz z czasem chłodzenia;
- Za pomocą panelu HMI zainstalowanego na maszynie operator może zapisać wiele programów spawania dla różnych rodzajów materiałów, nie mówiąc już o tych używanych do pracy z różnymi rodzajami elektrod;
- Dla wygody operatora maszyna jest wyposażona w uchwyt elektrody specjalnie zaprojektowany do szybkiej wymiany elektrody spawalniczej;
- urządzenie jest wyposażone w dodatkową elektrodę uziemiającą, aby chronić użytkownika przed zwiększonym poziomem promieniowania niejonizującego HF emitowanego przez urządzenie;
- ZTG RF AutoTuning System™ - maszyna jest wyposażona w automatyczny system kontroli mocy wyjściowej w celu zwiększenia bezpieczeństwa operatora;
- ZTG SafeDOWN™ - maszyna jest wyposażona w system, który powinien skutecznie chronić operatora przed elektrodą podczas jej opuszczania;
- ZTG Flash™ - kolejny system maszyny, który ma za zadanie chronić elektrodę i spawany surowiec przed ewentualnymi uszkodzeniami spowodowanymi zajarzeniem łuku;
- Wszystkie maszyny otrzymały certyfikaty zgodności CE
TECHNOLOGIA WYSOKIEJ CZĘSTOTLIWOŚCI:
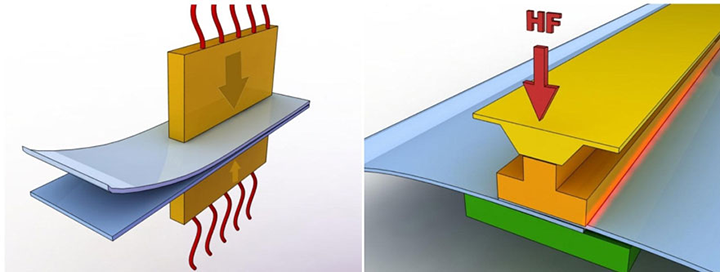
Spawanie wysokoczęstotliwościowe, znane jako spawanie częstotliwością radiową (RF) lub spawanie dielektryczne, to proces łączenia materiałów poprzez zastosowanie energii o częstotliwości radiowej do łączonego obszaru. Powstała spoina może być tak mocna, jak oryginalne materiały.
Spawanie HF opiera się na pewnych właściwościach spawanego materiału, które powodują wytwarzanie ciepła w szybko zmieniającym się polu elektrycznym. Oznacza to, że tylko niektóre materiały mogą być spawane przy użyciu tej techniki. Proces ten polega na poddaniu łączonych części działaniu pola elektromagnetycznego o wysokiej częstotliwości (najczęściej 27,12 MHz), które jest zwykle stosowane między dwoma metalowymi prętami. Pręty te działają również jako aplikatory ciśnienia podczas ogrzewania i chłodzenia. Dynamiczne pole elektryczne powoduje oscylację cząsteczek w polarnych tworzywach termoplastycznych. W zależności od ich geometrii i momentu dipolowego, cząsteczki te mogą przekładać część tego ruchu oscylacyjnego na energię cieplną i powodować nagrzewanie materiału. Miarą tej interakcji jest współczynnik strat, który zależy od temperatury i częstotliwości.
Polichlorek winylu (PVC) i poliuretany to najpopularniejsze tworzywa termoplastyczne zgrzewane w procesie RF. Możliwe jest spawanie RF innych polimerów, w tym nylonu, PET, PET-G, A-PET, EVA i niektórych żywic ABS, ale wymagane są specjalne warunki, na przykład nylon i PET można spawać, jeśli oprócz mocy RF stosowane są wstępnie podgrzane pręty spawalnicze.
Spawanie HF generalnie nie jest odpowiednie dla PTFE, poliwęglanu, polistyrenu, polietylenu lub polipropylenu. Jednak ze względu na zbliżające się ograniczenia w stosowaniu PVC, opracowano specjalny gatunek poliolefiny, który może być zgrzewany RF.
Podstawową funkcją zgrzewania HF jest utworzenie złącza w dwóch lub więcej grubościach materiału arkuszowego. Istnieje szereg opcjonalnych funkcji. Narzędzie spawalnicze może być grawerowane lub profilowane, aby nadać całemu spawanemu obszarowi dekoracyjny wygląd lub może zawierać technikę wytłaczania w celu umieszczenia napisów, logo lub efektów dekoracyjnych na spawanych elementach. Dzięki zastosowaniu krawędzi tnącej przylegającej do powierzchni spawania, proces może jednocześnie spawać i ciąć materiał. Krawędź tnąca ściska gorące tworzywo sztuczne wystarczająco, aby umożliwić oderwanie nadmiaru złomu, stąd proces ten jest często określany jako zgrzewanie z rozerwaniem.
 UWAGA: Producent nie ponosi odpowiedzialności za jakiekolwiek szkody lub obrażenia powstałe w wyniku niewłaściwego użytkowania tego urządzenia.
UWAGA: Producent nie ponosi odpowiedzialności za jakiekolwiek szkody lub obrażenia powstałe w wyniku niewłaściwego użytkowania tego urządzenia.
UWAGA: Aby korzystać z urządzenia w optymalny i bezpieczny sposób, proszę uważnie przeczytać i przestrzegać wszystkich instrukcji zawartych w niniejszej instrukcji obsługi i konserwacji.
UWAGA: Wszyscy pracownicy, przeszkoleni w zakresie bezpieczeństwa pracy, procedur operacyjnych i ryzyka związanego ze spawarką, a także osoby wykwalifikowane do obsługi spawarki, proszeni są przez Wykonawcę o złożenie czytelnego podpisu na załączonym formularzu.
UWAGA: Zgrzewarka wysokiej częstotliwości została zaprojektowana i wyprodukowana w wersji nieodpowiedniej dla osób niepełnosprawnych. Jeśli maszyna ma być obsługiwana przez osoby niepełnosprawne, należy ją odpowiednio dostosować po konsultacji z producentem.
2.0 Znaki bezpieczeństwa i piktogramy
2.1 Informacje ogólne
Aby używać spawarki w optymalny i bezpieczny sposób, proszę uważnie przeczytać i przestrzegać wszystkich instrukcji zawartych w niniejszej instrukcji obsługi i konserwacji, a w szczególności wszystkich ostrzeżeń, zakazów, ograniczeń i nakazów oraz znaków.
Na podstawie informacji zawartych w niniejszej Instrukcji obsługi i konserwacji Klient musi opracować Instrukcje stanowiskowe dla pracowników.
Klient ponosi pełną, prawną i materialną odpowiedzialność za wszelkie zdarzenia wynikające z niewystarczającej znajomości niniejszej Instrukcji Obsługi i Konserwacji lub nieprzestrzegania zasad Bezpieczeństwa i Higieny Pracy.
OSTRZEŻENIA ZAMIESZCZONE NA URZĄDZENIACH I/LUB OPISANE W PÓŹNIEJSZYCH PODRĘCZNIKACH OBSŁUGI I KONSERWACJI ZOSTAWIANIE Z NIMI W KONTAKCIE JEST BEZWZGLĘDNIE OBOWIĄZKOWE.  UWAGA: Przed przystąpieniem do jakiejkolwiek pracy jakiejkolwiek osoby obsługującej zgrzewarkę HF należy obowiązkowo zapoznać się z niniejszą instrukcją obsługi i konserwacji.
UWAGA: Przed przystąpieniem do jakiejkolwiek pracy jakiejkolwiek osoby obsługującej zgrzewarkę HF należy obowiązkowo zapoznać się z niniejszą instrukcją obsługi i konserwacji.
UWAGA: Każdy odbiorca lub osoba przez niego upoważniona na podstawie niniejszej Instrukcji Obsługi i Konserwacji oraz właściwej charakterystyki technologii produkcji ma prawo do korzystania z urządzenia w sposób zgodny z jego przeznaczeniem. należność obowiązkowa wydać PODRĘCZNIK STANOWISKA PRACY dla operatorów.
UWAGA: Zgrzewarka wysokiej częstotliwości może być obsługiwana WYŁĄCZNIE przez pracowników, którzy zostali przeszkoleni w zakresie obsługi urządzenia i BEZPIECZEŃSTWA PRZEMYSŁOWEGO, ze szczególnym uwzględnieniem możliwego ryzyka związanego z urządzeniem.
UWAGA: Przez cały okres eksploatacji urządzenia Producent sugeruje Nabywcy korzystanie z usług przeszkolonego personelu serwisowego zapewnionego przez Producenta lub autoryzowanych przez Producenta zespołów serwisowych.
UWAGA: Producent zdecydowanie zaleca instalowanie spawarki wyłącznie w środowisku przemysłowym.
UWAGA: Maszyna musi być odpowiednio wypoziomowana i musi mieć stałe miejsce pracy.
UWAGA: Nieostrożne obchodzenie się z maszyną podczas transportu (przenoszenia) może spowodować poważne obrażenia lub wypadki.
 UWAGA: Generator jest zasilany niebezpiecznym dla życia napięciem sieci energetycznej 3 x 480 VAC; 50 Hz. Urządzenie posiada wysokie napięcie do 8000 VDC. Wszelkie czynności serwisowe lub zapobiegawcze mogą być wykonywane wyłącznie przez przeszkolony personel z uprawnieniami wymaganymi przez prawo.
UWAGA: Generator jest zasilany niebezpiecznym dla życia napięciem sieci energetycznej 3 x 480 VAC; 50 Hz. Urządzenie posiada wysokie napięcie do 8000 VDC. Wszelkie czynności serwisowe lub zapobiegawcze mogą być wykonywane wyłącznie przez przeszkolony personel z uprawnieniami wymaganymi przez prawo.
UWAGA: Nabywca powinien koniecznie zadbać o prawidłowe wykonanie i regularną kontrolę prewencyjną instalacji ochrony przeciwporażeniowej dla każdego używanego urządzenia. Wszelka odpowiedzialność w tym zakresie spoczywa na Nabywcy.
UWAGA: Napięcie lampy musi być takie samo jak podane w karcie katalogowej produktu - możliwe jest dostosowanie go za pomocą rozgałęzień po stronie pierwotnej transformatora żarowego.
UWAGA: Lampa musi być podgrzewana przez około godzinę po instalacji.
 UWAGA: Wszelkie prace w strefie aktywnego zespołu prasującego prasy, tj. wymiana urządzenia, mogą być wykonywane ze szczególną ostrożnością wyłącznie przez przeszkolony zespół serwisowy.
UWAGA: Wszelkie prace w strefie aktywnego zespołu prasującego prasy, tj. wymiana urządzenia, mogą być wykonywane ze szczególną ostrożnością wyłącznie przez przeszkolony zespół serwisowy.
 UWAGA: Awaryjne zatrzymanie maszyny jest możliwe w dowolnym momencie poprzez naciśnięcie przycisku EMERGENCY Przycisk STOP (czerwony przycisk na żółtym tle).
UWAGA: Awaryjne zatrzymanie maszyny jest możliwe w dowolnym momencie poprzez naciśnięcie przycisku EMERGENCY Przycisk STOP (czerwony przycisk na żółtym tle).
 UWAGA: Środowisko pracy maszyny, podłoga oraz ręczne uchwyty i uchwyty muszą być zawsze czyste i wolne od wszelkich zanieczyszczeń, smaru lub błota, aby zmniejszyć ryzyko poślizgnięcia się lub upadku do minimalnego możliwego poziomu.
UWAGA: Środowisko pracy maszyny, podłoga oraz ręczne uchwyty i uchwyty muszą być zawsze czyste i wolne od wszelkich zanieczyszczeń, smaru lub błota, aby zmniejszyć ryzyko poślizgnięcia się lub upadku do minimalnego możliwego poziomu.
UWAGA: Przed zdjęciem paneli dostępu lub otwarciem drzwi należy odłączyć urządzenie od zasilania. Wszystkie osłony i panele dostępu muszą znajdować się na swoim miejscu przed przystąpieniem do obsługi urządzenia.
 UWAGA: Temperatura elektrody wynosi do 100 °C. Dlatego dotknięcie elektrody może spowodować poparzenie.
UWAGA: Temperatura elektrody wynosi do 100 °C. Dlatego dotknięcie elektrody może spowodować poparzenie.
 UWAGA: Lampa zawiera metale ziem rzadkich i tlenki metali ziem rzadkich, które są wysoce toksyczne. W przypadku stłuczenia, lampę należy zutylizować z najwyższą ostrożnością i przy pomocy wyspecjalizowany usługi.
UWAGA: Lampa zawiera metale ziem rzadkich i tlenki metali ziem rzadkich, które są wysoce toksyczne. W przypadku stłuczenia, lampę należy zutylizować z najwyższą ostrożnością i przy pomocy wyspecjalizowany usługi.

 UWAGA: Zgrzewarka wysokiej częstotliwości jest źródłem niejonowego promieniowania elektromagnetycznego. Po zainstalowaniu urządzenia u nabywcy należy wykonać pomiary promieniowania niejonowego. Pomiary promieniowania powinny być wykonywane przez autoryzowaną firmę.
UWAGA: Zgrzewarka wysokiej częstotliwości jest źródłem niejonowego promieniowania elektromagnetycznego. Po zainstalowaniu urządzenia u nabywcy należy wykonać pomiary promieniowania niejonowego. Pomiary promieniowania powinny być wykonywane przez autoryzowaną firmę.
 UWAGA: Zgrzewarka wysokiej częstotliwości musi pracować w stabilnym miejscu pracy, ponieważ transpozycja wymaga nowego pomiaru natężenia promieniowania niejonowego..
UWAGA: Zgrzewarka wysokiej częstotliwości musi pracować w stabilnym miejscu pracy, ponieważ transpozycja wymaga nowego pomiaru natężenia promieniowania niejonowego..
 UWAGA: Osobom z wszczepionym rozrusznikiem serca nie wolno przebywać w strefie aktywnego promieniowania..
UWAGA: Osobom z wszczepionym rozrusznikiem serca nie wolno przebywać w strefie aktywnego promieniowania..
UWAGA: Producent sugeruje, aby nie zatrudniać kobiet w ciąży lub karmiących piersią w strefie aktywnego promieniowania niejonowego..
UWAGA: Proszę czyścić filtr powietrza w instalacji pneumatycznej przynajmniej raz w miesiącu.
 UWAGA!!! Tam są laser wskaźniki w w urządzenie. Pod żadnym okoliczności powinien w laser belka być skierowany w kierunku oczy jako to może przyczyna tymczasowy ślepota lub, w skrajne przypadki, trwałe widok uszkodzenie.
UWAGA!!! Tam są laser wskaźniki w w urządzenie. Pod żadnym okoliczności powinien w laser belka być skierowany w kierunku oczy jako to może przyczyna tymczasowy ślepota lub, w skrajne przypadki, trwałe widok uszkodzenie.
 ZABRANIA SIĘ wykonywania jakichkolwiek prac przy zgrzewarce przez osoby, które nie zostały wcześniej przeszkolone w zakresie obsługi maszyn wysokiej częstotliwości i przepisów bezpieczeństwa przemysłowego, ze szczególnym uwzględnieniem możliwego ryzyka związanego z maszyną.
ZABRANIA SIĘ wykonywania jakichkolwiek prac przy zgrzewarce przez osoby, które nie zostały wcześniej przeszkolone w zakresie obsługi maszyn wysokiej częstotliwości i przepisów bezpieczeństwa przemysłowego, ze szczególnym uwzględnieniem możliwego ryzyka związanego z maszyną.  ZABRANIA SIĘ włączania maszyny przez pracowników, którzy nie zostali wcześniej przeszkoleni w zakresie obsługi i przepisów bezpieczeństwa przemysłowego.
ZABRANIA SIĘ włączania maszyny przez pracowników, którzy nie zostali wcześniej przeszkoleni w zakresie obsługi i przepisów bezpieczeństwa przemysłowego.  ZABRANIA SIĘ włączania maszyny przez pracowników, którzy nie zostali wcześniej przeszkoleni w zakresie obsługi i przepisów bezpieczeństwa przemysłowego.
ZABRANIA SIĘ włączania maszyny przez pracowników, którzy nie zostali wcześniej przeszkoleni w zakresie obsługi i przepisów bezpieczeństwa przemysłowego.  Kategorycznie zabrania się wykonywania jakichkolwiek prac serwisowych lub zapobiegawczych bez uprzedniego odłączenia generatora i maszyny od zasilania.
Kategorycznie zabrania się wykonywania jakichkolwiek prac serwisowych lub zapobiegawczych bez uprzedniego odłączenia generatora i maszyny od zasilania. kategorycznie zabrania się podejmowania jakichkolwiek prób w zakresie proszę dotykać elektrod lub elementów zespołu prasującego w prasie. Dotknięcie ich podczas spawania lub może spowodować oparzenia prądem o wysokiej częstotliwości lub wysoką temperaturą ~ 100 oC. Kategorycznie zabrania się podejmowania jakichkolwiek działań, które mogą obniżyć stan bezpieczeństwa urządzenia, tj. pracy z otwartą osłoną, blokowania przycisków itp.Kobietom w ciąży lub karmiącym zabrania się przebywania w strefie aktywnego promieniowania niejonowego.
kategorycznie zabrania się podejmowania jakichkolwiek prób w zakresie proszę dotykać elektrod lub elementów zespołu prasującego w prasie. Dotknięcie ich podczas spawania lub może spowodować oparzenia prądem o wysokiej częstotliwości lub wysoką temperaturą ~ 100 oC. Kategorycznie zabrania się podejmowania jakichkolwiek działań, które mogą obniżyć stan bezpieczeństwa urządzenia, tj. pracy z otwartą osłoną, blokowania przycisków itp.Kobietom w ciąży lub karmiącym zabrania się przebywania w strefie aktywnego promieniowania niejonowego. osobom z wszczepionym rozrusznikiem serca przebywanie w strefie aktywnego promieniowania niejonowego jest surowo zabronione .
osobom z wszczepionym rozrusznikiem serca przebywanie w strefie aktywnego promieniowania niejonowego jest surowo zabronione . JEST ZABRONIONE osobom z metalowymi implantami ortopedycznymi przebywanie w strefie aktywnego promieniowania niejonowego.
JEST ZABRONIONE osobom z metalowymi implantami ortopedycznymi przebywanie w strefie aktywnego promieniowania niejonowego. ZABRANIA SIĘ wnoszenia do strefy aktywnego promieniowania niejonowego metalowych narzędzi.
ZABRANIA SIĘ wnoszenia do strefy aktywnego promieniowania niejonowego metalowych narzędzi. JEST TO SUROWO ZABRONIONE do gaszenia pożaru generatora i maszyny przy użyciu wody lub innego płynu.
JEST TO SUROWO ZABRONIONE do gaszenia pożaru generatora i maszyny przy użyciu wody lub innego płynu. Kategorycznie zabrania się zdejmowania osłon ochronnych podczas pracy urządzenia.
Kategorycznie zabrania się zdejmowania osłon ochronnych podczas pracy urządzenia. Kategorycznie zabrania się spuszczania węża z maszyny podczas pracy lub spuszczania wody z systemu.
Kategorycznie zabrania się spuszczania węża z maszyny podczas pracy lub spuszczania wody z systemu. ZABRANIA SIĘ wylewania olejów, rozpuszczalników lub innych toksycznych odpadów płynnych w otoczeniu pracującej maszyny.
ZABRANIA SIĘ wylewania olejów, rozpuszczalników lub innych toksycznych odpadów płynnych w otoczeniu pracującej maszyny. ZABRANIA SIĘ używania telefonu komórkowego w otoczeniu pracującej maszyny..
ZABRANIA SIĘ używania telefonu komórkowego w otoczeniu pracującej maszyny.. ZABRANIA SIĘ używania ognia w otoczeniu pracującej maszyny.
ZABRANIA SIĘ używania ognia w otoczeniu pracującej maszyny. ZABRANIA SIĘ palenia tytoniu w otoczeniu pracującej maszyny.
ZABRANIA SIĘ palenia tytoniu w otoczeniu pracującej maszyny. ZABRANIA SIĘ spożywania alkoholu w otoczeniu pracującej maszyny oraz obsługiwania wszystkich urządzeń przez nietrzeźwych pracowników.
ZABRANIA SIĘ spożywania alkoholu w otoczeniu pracującej maszyny oraz obsługiwania wszystkich urządzeń przez nietrzeźwych pracowników. ZABRANIA SIĘ spożywania alkoholu w otoczeniu pracującego urządzenia.
ZABRANIA SIĘ spożywania alkoholu w otoczeniu pracującego urządzenia. ZOBOWIĄZANY JEST przeszkolić każdą osobę, która ma wykonywać jakiekolwiek prace przy generatorze i prasie w zakresie obsługi maszyny i przepisów BHP ze szczególnym uwzględnieniem możliwego ryzyka związanego z maszyną..
ZOBOWIĄZANY JEST przeszkolić każdą osobę, która ma wykonywać jakiekolwiek prace przy generatorze i prasie w zakresie obsługi maszyny i przepisów BHP ze szczególnym uwzględnieniem możliwego ryzyka związanego z maszyną.. PROSIMY OBOWIĄZKOWO UŻYWAĆ WSZYSTKICH zaprojektowanych osłon i przycisków blokujących.
PROSIMY OBOWIĄZKOWO UŻYWAĆ WSZYSTKICH zaprojektowanych osłon i przycisków blokujących. OBOWIĄZKIEM PANA/PANI JEST informowanie przełożonego i/lub personelu ruchu drogowego o wszelkich przypadkach nieprawidłowej obsługi maszyny.
OBOWIĄZKIEM PANA/PANI JEST informowanie przełożonego i/lub personelu ruchu drogowego o wszelkich przypadkach nieprawidłowej obsługi maszyny. PROSZĘ UŻYWAĆ ODZIEŻY ROBOCZEJ Z MINIMALNĄ ILOŚCIĄ CZĘŚCI, KTÓRE MOGĄ ZOSTAĆ POCHWYCONE LUB WCIĄGNIĘTE PRZEZ PRASĘ MASZYNY WYSOKIEJ CZĘSTOTLIWOŚCI.
PROSZĘ UŻYWAĆ ODZIEŻY ROBOCZEJ Z MINIMALNĄ ILOŚCIĄ CZĘŚCI, KTÓRE MOGĄ ZOSTAĆ POCHWYCONE LUB WCIĄGNIĘTE PRZEZ PRASĘ MASZYNY WYSOKIEJ CZĘSTOTLIWOŚCI. OBOWIĄZKIEM jest wykonywanie wszelkich prac przy elementach spawarki (elektroda, dociskacz) w specjalnych rękawicach ochronnych.
OBOWIĄZKIEM jest wykonywanie wszelkich prac przy elementach spawarki (elektroda, dociskacz) w specjalnych rękawicach ochronnych. OBOWIĄZKIEM pracowników jest stosowanie obuwia roboczego zapobiegającego poślizgowi.
OBOWIĄZKIEM pracowników jest stosowanie obuwia roboczego zapobiegającego poślizgowi. jest zobowiązany do stosowanie nakryć głowy przez pracowników.
jest zobowiązany do stosowanie nakryć głowy przez pracowników. JEST ZOBOWIĄZANY do utrzymywania w czystości podłogi w otoczeniu pracującej maszyny.
JEST ZOBOWIĄZANY do utrzymywania w czystości podłogi w otoczeniu pracującej maszyny. ZGRZEWARKA MUSI BYĆ OBSŁUGIWANA PRZEZ PRACOWNIKÓW PRZESZKOLONYCH W ZAKRESIE OBSŁUGI MASZYN WYSOKIEJ CZĘSTOTLIWOŚCI ORAZ PRZEPISÓW BHP.JEST OBOWIĄZEK natychmiastowego wyłączenia maszyny w przypadku nieprawidłowej obsługi za pomocą przycisku ZATRZYMANIA AWARYJNEGO..JEST BEZWZGLĘDNIE ZOBOWIĄZANY proszę odłączyć generator i urządzenie od wszelkich mediów zasilających przed rozpoczęciem jakichkolwiek prac serwisowych lub zapobiegawczych.JEST BEZWZGLĘDNIE ZOBOWIĄZANY do rozładowywania kondensatorów ceramicznych w generatorach wysokiej częstotliwości. Nawet po odłączeniu mogą one utrzymywać ładunek pod napięciem kilku tysięcy woltów, co może stanowić zagrożenie dla życia.
ZGRZEWARKA MUSI BYĆ OBSŁUGIWANA PRZEZ PRACOWNIKÓW PRZESZKOLONYCH W ZAKRESIE OBSŁUGI MASZYN WYSOKIEJ CZĘSTOTLIWOŚCI ORAZ PRZEPISÓW BHP.JEST OBOWIĄZEK natychmiastowego wyłączenia maszyny w przypadku nieprawidłowej obsługi za pomocą przycisku ZATRZYMANIA AWARYJNEGO..JEST BEZWZGLĘDNIE ZOBOWIĄZANY proszę odłączyć generator i urządzenie od wszelkich mediów zasilających przed rozpoczęciem jakichkolwiek prac serwisowych lub zapobiegawczych.JEST BEZWZGLĘDNIE ZOBOWIĄZANY do rozładowywania kondensatorów ceramicznych w generatorach wysokiej częstotliwości. Nawet po odłączeniu mogą one utrzymywać ładunek pod napięciem kilku tysięcy woltów, co może stanowić zagrożenie dla życia. Lampa musi być zawsze transportowana lub przenoszona w oryginalnym opakowaniu producenta, w pozycji pionowej, z anodą skierowaną do góry lub do dołu, bez uderzania lub potrząsania lampą.
Lampa musi być zawsze transportowana lub przenoszona w oryginalnym opakowaniu producenta, w pozycji pionowej, z anodą skierowaną do góry lub do dołu, bez uderzania lub potrząsania lampą.3.0 Dane techniczne
|
Typ maszynytyp |
RFlex Podróż |
|
Materiały spawalnicze |
PVC, tkaniny powlekane PVC |
|
Zasilanie |
3 x 220 V; 50/60Hz |
|
Sterownik PLC |
Delta |
|
Napięcie sterujące |
24 VDC |
|
Moc zainstalowana |
22 kVA |
|
Moc wyjściowa RF |
15 kW |
|
Regulacja wydajności wyjściowej |
ręczny/autotuner |
|
Częstotliwość pracy |
27,12 MHz |
|
Stabilność częstotliwości |
+/- 0,6 % |
|
System przeciwbryzgowy, ZEMAT TG |
Bardzo czuły czujnik ARC |
|
Zużycie sprężonego powietrza |
70 nl/cykl |
|
Ciśnienie sprężonego powietrza |
0,4-0,8 MPa |
|
Maksymalna długość elektrody |
1500 mm |
|
Rozmiar stołu roboczego |
1620 x 320 mm |
|
Skok siłownika |
160 mm |
|
Napęd elektrody dociskowej |
pneumatyczny |
|
Siła nacisku (maks.) |
1900 kG |
|
Lampa generatora |
ITL 12-1 |
|
Płyn chłodzący |
powietrze |
|
Waga maszyny |
~ 1600 kg |
|
Wymiary |
PROSZĘ ZOBACZYĆ DODATKI |
4.0 Opis techniczny
Radio Częstotliwość Spawarka RFlex Podróż składa się z następujących podstawowych elementów:
- SPAWANIE GŁOWICA - z podporą ramą wykonaną z spawanych stalowych blach i ukształtowanych profili. Wewnętrzna część konstrukcji może być podzielona na trzy strefy:
- tylna część - gdzie generator wysokiej częstotliwości jest umieszczony z transformatorem anodowym i szafą sterującą . ta część jest chroniona przez zdejmowane pokrywy wyposażone w wyłączniki krańcowe;
- strefa spawania - ze stołem roboczym. Spaw jest wykonywany elektrodą dociskaną do stołu przez izolowany uchwyt narzędziowy połączony z siłownikiem pneumatycznym za pomocą płyty pośredniej i izolatorów. Strefa sp awania jest chroniona przed promieniowaniem niejonizującym przez ruchomą elektrodę uziemiającą, która jest dociskana do stołu podczas procedury spawania , w wyniku czego powstaje rodzaj kondensatora , który ma ograniczać promieniowanie niejonizujące. Szczególną uwagę należy zwrócić na fakt , że powierzchnia spawanego materiału jest równomiernie rozłożona na stole roboczym i nie jest pofałdowana. Szczególną uwagę należy zwrócić na to, aby w pobliżu elektrody uziemiającej i pod nią nie znajdowały się żadne metalowe przedmioty . Nieprzestrzeganie warunków podanych w powyższych dwóch ostrzeżeniach może mieć wpływ na emisję pola elektromagnetycznego. Nad strefą spawania znajduje się panel operatora, na którym umieszczono większość elementów sterujących urządzeniem. Ponadto urządzenie zostało wyposażone w dodatkową elektrodę, umożliwiającą spawanie bez użycia elektrody masowej. Po zainstalowaniu takiej elektrody w uchwycie i rozpoczęciu jej opuszczania, aktywowany jest dodatkowy wyłącznik krańcowy, który hamuje ruch elektrody masowej.
- Napęd maszyny maszyny maszyny jest umieszczony w dolnej części skurczu . Składa się z silnika asynchronicznego połączonego z stojakiem poprzez przekładnię stojaka. Silnik jest sterowany przez falownik umieszczony w szafie sterowniczej na szynie maszyny . Stojak porusza się na łańcuchu przymocowanym do zespołu stołu . Trajektoria maszyny jest kontrolowana przez szyny na których poruszają się przesuwne lub wózki kołowe.
|
|
 UWAGA! Obudowa ochronna obudowy urządzenia wraz z zainstalowanymi wyłącznikami krańcowymi minimalizują emisję niejonizującej energii elektromagnetycznej. Bez tych urządzeń ochronnych praca na zgrzewarce HF jest surowo ZABRONIONA!!!
UWAGA! Obudowa ochronna obudowy urządzenia wraz z zainstalowanymi wyłącznikami krańcowymi minimalizują emisję niejonizującej energii elektromagnetycznej. Bez tych urządzeń ochronnych praca na zgrzewarce HF jest surowo ZABRONIONA!!!
- STÓŁ ROBOCZY z rynną - wykonany z połączonych ze sobą profili aluminiowych zapewniających odpowiednią sztywność. W przedniej części stół roboczy zamocowany jest na stalowych profilach stanowiących podstawę dla prowadnic (szyn), po których porusza się maszyna. W tylnej części stół roboczy jest podtrzymywany przez składane słupki, które składają się podczas przejazdu maszyny po szynach. Na obu końcach stołu roboczego znajdują się regulowane wyłączniki zderzakowe, które aktywują wyłączniki krańcowe oznaczające początek i koniec stołu roboczego, a także dwa elastyczne zderzaki, które w przypadku awarii zatrzymują maszynę na końcu stołu roboczego, chroniąc ją przed uszkodzeniem. Zasilanie elektryczne i pneumatyczne jest dostarczane do głowicy spawającej HF za pomocą kabli umieszczonych w elastycznych prowadnicach kablowych. Połączenia elektryczne i pneumatyczne znajdują się pośrodku tylnej części stołu roboczego.
Można wyróżnić następujące systemy urządzenia:
- SYSTEM STEROWANIA składający się ze sterownika PLC z panelem dotykowym HMI, elementów obsługi umieszczonych na panelu sterowania oraz zespołu elektrycznego i elektronicznego umieszczonego w szafie sterowniczej i wewnątrz obudowy maszyny.
- SYSTEM SPRĘŻONEGO POWIETRZA składający się m.in. z zespołu przygotowania sprężonego powietrza, zaworów rozdzielczych, zaworów redukcyjnych i siłowników pneumatycznych.
- SYSTEM GENERACJI RF składający się z samoaktywującego się generatora wysokiej częstotliwości z rozproszonymi stałymi z obwodem LC o wysokiej jakości zorientowanym na częstotliwość rezonansową 27,12 MHz. System zawiera również triodę, lampę generującą HF, transformatory anodowe i żarowe, a także system chłodzenia lampy generującej HF.
Uchwyt elektrody spawalniczej jest wyposażony w automatyczny system uchwytu sterowany z panelu dotykowego HMI. Pozwala on na beznarzędziową wymianę elektrod.
|
|
Maszyna posiada wbudowany system (ZTG AntiCRUSH) zaprojektowany w celu ochrony rąk operatora przed zmiażdżeniem. W przypadku umieszczenia pod elektrodą spawalniczą dłoni lub innego przedmiotu o wysokości innej niż wysokość spawanego materiału, elektroda jest automatycznie podciągana podczas fazy prasowania.
|
|
Dodatkowo na podwoziu maszyny zainstalowano wskaźniki laserowe, które ułatwiają pozycjonowanie spawanego materiału na stole roboczym.
 UWAGA! Proszę unikać ekspozycja do w laser światło! To jest ściśle zabronione wpatrywać się bezpośrednio o godz. w laser belka! The laser bezpieczeństwo klasa jest 3B (PN-EN 60825 1:2005).
UWAGA! Proszę unikać ekspozycja do w laser światło! To jest ściśle zabronione wpatrywać się bezpośrednio o godz. w laser belka! The laser bezpieczeństwo klasa jest 3B (PN-EN 60825 1:2005).
Montaż rysunki, wraz z wymiarami wymiarami wymiarów spawarka spawarki, są są zawarte w załącznikach do niniejszego instrukcji obsługi instrukcji obsługi.
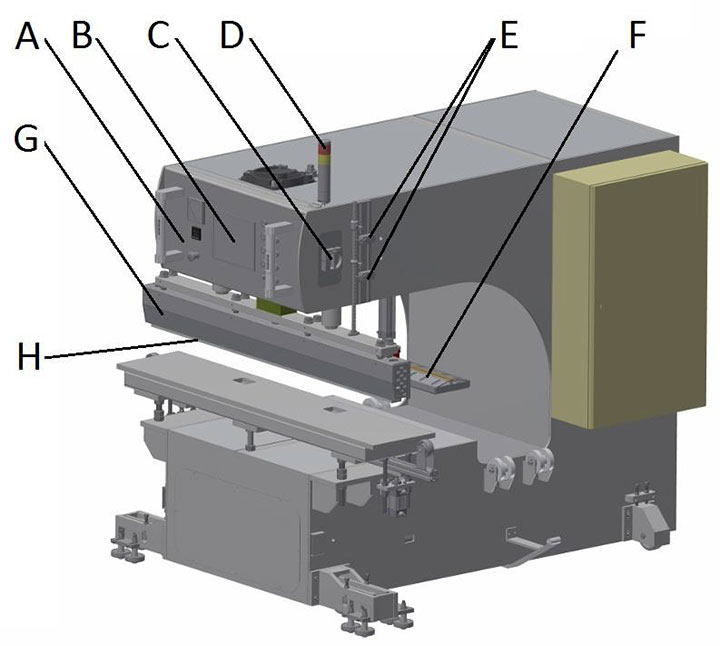
Głowica spawalnicza (bez stołu ) - podstawowe elementy maszyny :
A - obsługa i sterowanie elementy umieszczone na sterowanie panel;
B - panel dotykowy HMI ; C - wyłącznik główny ;
D - sygnalizacja kolumna;
E - wyłączniki krańcowe wskazujące położenie elektrody ; F - uziemienie elektrody;
G - elektroda uchwyt;
5. 1 Informacje i znaki dotyczące ograniczeń i nakazów
Producent zapewnia odpowiednie opakowanie urządzenia na czas transportu. Rodzaj i trwałość opakowania są dostosowane do odległości i środka transportu, a co za tym idzie do potencjalnego ryzyka uszkodzeń podczas transportu. Producent sugeruje, aby każdy Klient korzystał ze środków transportu i serwisu technicznego Producenta.
Przechowywanie urządzenia nie wiąże się z żadnymi szczególnymi wymaganiami, poza odpowiednim środowiskiem przechowywania.
Pomieszczenie magazynowe musi zapewniać wystarczającą ochronę przed czynnikami atmosferycznymi, powinno być możliwie suche i mieć dopuszczalny poziom wilgotności (poniżej 70%). Konieczne jest również zapewnienie odpowiedniej ochrony przed korozją, szczególnie w przypadku elementów metalowych, które nie są malowane ze względów technicznych.
Jeśli urządzenie jest dostarczane w pudełku i jest owinięte plastikiem wytwarzającym atmosferę antykorozyjną, urządzenie powinno pozostać owinięte i zapakowane przez cały okres przechowywania.
W celu ochrony przed wilgocią zaleca się, aby urządzenie nie było przechowywane bezpośrednio na podłodze pomieszczenia magazynowego, ale raczej na paletach.
Elementem, który wymaga szczególnej uwagi i obsługi na każdym etapie - w tym przechowywania - jest lampa generatora (trioda). Lampa musi być przechowywana w oryginalnym opakowaniu, w pozycji pionowej, z anodą skierowaną do góry lub do dołu, w suchym pomieszczeniu. Lampa jest metalowo-ceramicznym elementem pracującym w warunkach wysokiej próżni, który jest niezwykle delikatny i nie może zostać uderzony lub upuszczony nawet z niewielkiej wysokości.
Uderzanie, upuszczanie, potrząsanie lub przechylanie lampy przez dłuższy czas może i zwykle powoduje trwałe i nieodwracalne uszkodzenie lampy. W szczególności może dojść do uszkodzenia żarnika lampy - katody, co w skrajnych przypadkach może doprowadzić do zwarcia wewnętrznego lub pęknięcia lampy.
UWAGA: Producent sugeruje, aby nie zatrudniać kobiet w ciąży lub karmiących piersią w strefie aktywnego promieniowania niejonowego..
Powyższe postanowienia mają na celu poinstruowanie i ostrzeżenie wszystkich osób i służb, które mogą mieć kontakt z tym urządzeniem, o jego wysokiej podatności na wszelkie impulsy i udary. Jednocześnie w toku postępowania reklamacyjnego nie będą uwzględniane żadne roszczenia związane z opisanymi powyżej trwałymi uszkodzeniami.
Należy również podkreślić, że lampa generatora jest bardzo drogim komponentem.
W przypadku jakichkolwiek wątpliwości zaleca się konsultację z wyspecjalizowanym personelem Producenta.
5.2 Transport urządzenia
Podmiot odpowiedzialny za transport i instalację maszyny w Zakładzie Zamawiającego powinien zostać ustalony na etapie podpisywania umowy i nie później niż po przeprowadzeniu końcowego testu akceptacyjnego maszyny w Zakładzie Producenta, przed przekazaniem urządzenia Zamawiającemu.
UWAGA: Nieostrożne obchodzenie się z urządzeniem podczas transportu / przenoszenia może spowodować poważne obrażenia lub wypadki.
ZABRANIA SIĘ montażu, demontażu lub transportu maszyny przez personel bez odpowiednich kwalifikacji lub bez zapoznania się z wymogami bezpieczeństwa opisanymi w niniejszej Instrukcji obsługi i konserwacji. Takie działania mogą spowodować wypadki lub szkody materialne.
Mając na uwadze specyfikę urządzenia, Producent sugeruje, aby każdy Zamawiający korzystał ze środków transportu i serwisu technicznego Producenta.
Lampa zasilająca musi zostać zdemontowana przed jakimkolwiek transportem lub przenoszeniem.
Lampa musi być zawsze transportowana lub przenoszona w oryginalnym opakowaniu producenta, w pozycji pionowej, z anodą skierowaną do góry lub do dołu, bez uderzania lub potrząsania lampą.
UWAGA: Maszyna powinna być transportowana w pozycji pionowej.
Ze względu na swoje rozmiary i konstrukcję, urządzenie wymaga demontażu i odłączenia niektórych komponentów i jednostek na czas transportu lub przeprowadzki. Konieczny jest demontaż delikatnych i drogich komponentów i narzędzi (które powinny być transportowane w oddzielnej walizce). Bezwzględnie konieczny jest demontaż lampy generatora.
Maszyna powinna być przemieszczana za pomocą urządzeń dźwigowych - dźwigów, wózków widłowych, wózków paletowych - o odpowiednim udźwigu umożliwiającym bezpieczny transport generatora, a osoby obsługujące takie urządzenia dźwigowe powinny posiadać wszelkie wymagane prawem uprawnienia i kwalifikacje.
Wszystkie komponenty urządzenia, które mogą zostać uszkodzone podczas transportu (jeśli nie zostanie użyte opakowanie o wysokiej wytrzymałości) lub przez urządzenia podnoszące lub przenoszące, powinny być odpowiednio zabezpieczone (pod warunkiem, że zostały zdemontowane i zapakowane oddzielnie).
Aby zapewnić stabilną pozycję urządzenia, bardzo ważne jest zapewnienie odpowiedniego zabezpieczenia maszyny na czas długiego transportu (pasy bezpieczeństwa, śruby kotwiące), a także ochrony i pomocy podczas transportu na miejscu.
Jeśli maszyna nie jest wyposażona w odpowiednie mocowania, możliwe jest użycie innych dostępnych otworów lub elementów o wystarczającej wytrzymałości, aby zapewnić odpowiednie wyważenie i stabilizację generatora i innych części maszyny.
Waga maszyny (około 1100 kg) musi być zdecydowanie wzięta pod uwagę podczas planowania transportu.
5.3 Instalacja w miejscu eksploatacji
W zależności od stopnia skomplikowania maszyny, instalację w miejscu eksploatacji powinien przeprowadzić personel Zamawiającego, po zapoznaniu się z niniejszą Instrukcją Obsługi i Konserwacji lub pracownicy serwisu technicznego Producenta, we współpracy z personelem Zamawiającego.
Proszę pamiętać, że odpowiednie ustawienie i instalacja zgrzewarki ma kluczowe znaczenie dla zapewnienia jej optymalnego funkcjonowania, a także komfortu i bezpieczeństwa operatora w otoczeniu urządzenia.
Zamawiający jest odpowiedzialny za przygotowanie miejsca do instalacji urządzenia, dostępność i przygotowanie przyłączy elektrycznych oraz realizację poszczególnych wymagań projektu technicznego i technicznych testów odbiorczych dopuszczających cały generator do użytku.
Producent przekaże Zamawiającemu wszelkie wymagane instrukcje i informacje w tym zakresie.
UWAGA: Należy upewnić się, że podłoga / powierzchnia / fundamenty, na których ma zostać ustawiona maszyna, mają wystarczającą wytrzymałość, biorąc pod uwagę ciężar, powierzchnię i rozkład ciężaru maszyny na punkty podparcia (zwykle nogi).
UWAGA: Urządzenie musi być odpowiednio wypoziomowane i musi mieć stałe miejsce pracy.
Optymalnym miejscem pracy zgrzewarki HF jest powierzchnia betonu nie pokryta lub pokryta bardzo cienką warstwą materiału nieprzewodzącego.
Powierzchnia powinna być wykonana zgodnie z konkretnym projektem, zgodnie z normami konstrukcyjnymi i bezpieczeństwa, a także zgodnie z wymaganiami dotyczącymi pozycji równoległych, prostopadłych i płaskich.
UWAGA: Zamawiający ponosi wyłączną odpowiedzialność za realizację powyższych warunków.
Po umieszczeniu spawarki w wybranym miejscu, należy ją wypoziomować, sprawdzić jej stan techniczny i usunąć wszelkie usterki, które mogły powstać podczas transportu. Następnie należy rozpakować, ustawić, wypoziomować i zamocować generator. Lampa generatora wysokiej częstotliwości powinna zostać zamontowana na samym końcu procesu instalacji. Zadanie to należy wykonać ze szczególną uwagą, zarówno podczas montażu lampy w gnieździe/podstawie, jak i podczas podłączania styków elektrycznych lampy. Proszę podłączyć złącza konsoli sterującej do odpowiednio oznaczonych gniazd na prasie. Zaleca się, aby instalacja maszyny po transporcie odbywała się pod bezpośrednim nadzorem przedstawiciela producenta.
UWAGA: Jeśli wyżej wymienione zadania są wykonywane przez przedstawiciela Klienta, powinny być one wykonywane ściśle zgodnie z opisem zawartym w niniejszej Instrukcji Obsługi i Konserwacji i/lub instrukcjami dostarczonymi przez producenta podczas technicznego testu odbiorczego.
Ze względu na generowane pole magnetyczne, w pobliżu urządzenia nie należy umieszczać dużych metalowych przedmiotów. Maszyna może wpływać na działanie urządzeń elektronicznych (radio, telewizory, komputery) znajdujących się w pobliżu maszyny, w wyniku wysokiej czułości wejściowej wyżej wymienionych urządzeń. Optymalnym miejscem pracy urządzenia jest powierzchnia betonowa nie pokryta lub pokryta bardzo cienką warstwą materiału nieprzewodzącego.
5.4 Instalacja w miejscu eksploatacji
5.4.1 Informacje ogólne
UWAGA: Producent zdecydowanie zaleca instalowanie urządzenia wyłącznie w środowisku przemysłowym.
Maszyna będąca przedmiotem niniejszej instrukcji obsługi i konserwacji została zaprojektowana i wyprodukowana do pracy w środowisku przemysłowym w celu przetwarzania taśm przenośnikowych.
Specyficzne warunki pracy urządzeń, tj. wysoka wilgotność powietrza, wysoka temperatura, para wodna i zapylenie, zostały uwzględnione przez projektantów maszyny i nie wpływają na jej pracę, ale determinują bardziej rygorystyczne wymagania dotyczące realizacji programów prewencyjnych.
Maszyna nie może być używana w atmosferze potencjalnie wybuchowej, atmosferze silnie zapylonej, środowisku o wysokiej wilgotności i/lub wysokiej temperaturze oraz w obecności agresywnych oparów (kwaśnych, zasadowych, organicznych lub nieorganicznych, mających potencjalnie lub faktycznie korozyjny wpływ).
Temperatura środowiska pracy powinna wynosić od +10º C do +40º C, a wilgotność względna: od 30% do 90%. Kondensacja wilgoci atmosferycznej lub jakichkolwiek agresywnych substancji na powierzchni urządzenia (lub któregokolwiek z jego elementów) jest niedopuszczalna.
Wymagane jest, aby długotrwała amplituda temperatury w ciągu dnia w pomieszczeniu pracy generatora nie przekraczała 10º C, a w przypadku wilgotności względnej: 10%.
Powyższa klauzula nie ma zastosowania do mediów lub substancji używanych do smarowania, konserwacji lub nieagresywnych substancji używanych w trakcie produkcji / eksploatacji urządzenia.
UWAGA: Jeśli występuje duża różnica między temperaturą zewnętrzną a temperaturą w pomieszczeniu, w którym zainstalowano urządzenie, urządzenie należy uruchomić po 24 godzinach od jego zainstalowania w pomieszczeniu.
5.4.2 Oświetlenie
Wymagania dotyczące minimalnego natężenia oświetlenia stanowią, że na poziomej powierzchni roboczej natężenie oświetlenia, które można zaakceptować w pomieszczeniach, w których ludzie przebywają przez dłuższy czas, niezależnie od tego, czy wykonywane są jakiekolwiek czynności wzrokowe, powinno wynosić 300 lx.
W przypadku czynności wzrokowych, których poziom trudności jest wyższy niż przeciętny i gdy wymagany jest wysoki komfort widzenia, a także gdy większość operatorów ma ponad 40 lat, wymagane natężenie światła powinno być wyższe niż minimalne, tj. co najmniej 500 lx.
5.4.3 Hałas
Maszyna nie generuje hałasu na poziomie, który wymagałby użycia jakichkolwiek środków lub urządzeń ochrony personelu.
Należy jednak pamiętać, że każde środowisko pracy charakteryzuje się własną emisją hałasu, co może mieć wpływ na poziom hałasu emitowanego przez maszynę podczas jej pracy.
5.5 Parametry połączenia
5.5.1 Energia elektryczna
Podłączenie: 3 x 480V; 50Hz (3P+N+PE), zabezpieczenie nadprądowe z opóźnieniem. Instalacja klienta musi zapewniać środki ochrony przed porażeniem prądem elektrycznym zgodne z normą EN 60204-1:2001.
UWAGA: Po zamontowaniu lampy należy zawsze sprawdzić napięcie żarnika - patrz dane techniczne lampy.
5.5.2 Sprężone powietrze
Ciśnienie: 0,4 - 0,8 MPa, wymagana klasa czystości zgodnie z ISO8573-1 4-4-4, zużycie: 70 nl na jeden cykl.
UWAGA: Jeśli ciśnienie w układzie użytkownika końcowego jest wyższe niż 0,8 MPa, należy je zredukować do około 0,6 MPa za pomocą zaworu redukcyjnego zamontowanego na przyłączu spawarki.
5.6 Parametry połączenia
W zależności od złożoności systemu oraz kwalifikacji i uprawnień pracowników, podłączenie zgrzewarki w miejscu jej eksploatacji wykonują osoby wybrane przez Zamawiającego lub pracownicy serwisu technicznego Producenta, we współpracy z personelem Zamawiającego, za dodatkową opłatą lub nieodpłatnie, co jest każdorazowo uzgadniane przed przekazaniem zgrzewarki Zamawiającemu z zakładu Producenta.
Zawsze należy sprawdzić, czy wszystkie połączenia zostały wykonane zgodnie z dokumentacją urządzenia.
Należy zaznaczyć, że powyższe zadania wymagają odpowiednich kwalifikacji personelu, w tym stosownych uprawnień wydanych przez odpowiednie organy.
Dotyczy to zarówno specjalistycznych kwalifikacji, jak i ukończonych i ważnych szkoleń w zakresie bezpieczeństwa i higieny pracy, w tym w szczególności zagrożeń związanych z tymi zadaniami.
6.0 Działanie
6.1 Przygotowanie maszyny do pracy - pierwsze uruchomienie
UWAGA: Aby korzystać z urządzenia w optymalny i bezpieczny sposób, proszę uważnie przeczytać i przestrzegać wszystkich instrukcji zawartych w niniejszej instrukcji obsługi i konserwacji.
ZABRANIA SIĘ wykonywania jakichkolwiek prac przy maszynie zgrzewającej przez osoby, które nie zostały wcześniej przeszkolone w zakresie obsługi maszyn wysokiej częstotliwości i przepisów bezpieczeństwa przemysłowego, ze szczególnym uwzględnieniem możliwego ryzyka związanego z maszyną.
Pod warunkiem spełnienia wszystkich wymagań instalacyjnych i wykonania zadań opisanych w punkcie 5, jesteśmy gotowi do pierwszego uruchomienia zgrzewarki w środowisku produkcyjnym zakładu Zamawiającego.
UWAGA: Pierwsze uruchomienie maszyny należy przeprowadzić w obecności i pod nadzorem przedstawicieli Producenta.
6.2 Wymagania eksploatacyjne - Ogólne instrukcje i wytyczne
Wszelkie regulacje i kalibracje wymagane dla prawidłowych parametrów pracy urządzenia zostały wykonane przez Producenta w trakcie montażu i wewnętrznych procedur testowych. Ogólna zgodność z umownymi wymaganiami technicznymi oraz poprawność działania urządzenia potwierdzana jest podczas odbioru technicznego odbywającego się w siedzibie Producenta, w obecności przedstawiciela Zamawiającego i z wykorzystaniem oryginalnych surowców dostarczonych przez Zamawiającego do celów testowych.
UWAGA: Ze względu na specyficzne właściwości urządzeń emitujących energię o wysokiej częstotliwości, konieczne jest przeprowadzanie niektórych pomiarów w miejscu pracy urządzenia w siedzibie Zamawiającego. Z tego samego powodu bardzo ważne jest, aby urządzenie miało stałe miejsce pracy.
PRZED URUCHOMIENIEM JEST ABSOLUTNIE KONIECZNE DO KONTROLI:
- Skuteczność środków ochrony przed porażeniem prądem elektrycznym;
- Napięcie zasilania - wartość i poprawność podłączenia faz;
- Kierunek obrotów silnika (jeśli dotyczy);
- Napięcie żarówki;
UWAGA: Napięcie lampy musi być takie samo jak podane w karcie katalogowej produktu - możliwe jest dostosowanie go za pomocą rozgałęzień po stronie pierwotnej transformatora żarowego.
UWAGA: Ze względu na specyfikę urządzenia należy zawsze ostrzegać i informować personel o wysokim napięciu zasilania anody lampy i potencjalnym ryzyku śmiertelnego porażenia prądem elektrycznym o napięciu do 8000 VDC.
UWAGA: Lampa musi być podgrzewana przez około godzinę po instalacji.
- Pozycja uchwytu względem podstawy stołu roboczego;
- Emisja pola elektromagnetycznego - po dostosowaniu parametrów spawania, podczas procesu spawania;
UWAGA: Zgrzewarka wysokiej częstotliwości jest źródłem niejonowego promieniowania elektromagnetycznego. Po zainstalowaniu urządzenia u nabywcy należy wykonać pomiary promieniowania niejonowego. Pomiary promieniowania powinny być wykonywane przez autoryzowaną firmę.
UWAGA: Maszyna musi pracować w stabilnym miejscu pracy, ponieważ transpozycja wymaga nowego pomiaru natężenia promieniowania niejonowego.
UWAGA: Osobom z wszczepionym rozrusznikiem serca zabrania się przebywania w strefie aktywnego promieniowania niejonowego.
UWAGA: Producent sugeruje, aby nie zatrudniać kobiet w ciąży lub karmiących piersią w strefie aktywnego promieniowania niejonowego.
WAŻNE: Jeśli obwody wysokiego napięcia zostały przypadkowo podłączone, gdy anoda jest odłączona lub lampa generatora jest uszkodzona, kondensatory filtra wysokiego napięcia muszą zostać rozładowane poprzez zwarcie ich z obudową na bardzo krótki czas.
UWAGA: Wszystkie czynności podczas rozruchu i pomiarów, gdy poziom bezpieczeństwa jest niższy (otwarte ekrany ochronne, zablokowane przełączniki kluczykowe), muszą zajmować jak najmniej czasu, a pełny poziom bezpieczeństwa pracy maszyny musi być zapewniony tak szybko, jak to możliwe.
UWAGA: Wszystkie czynności kontrolno-pomiarowe należy wykonywać po sprawdzeniu, czy przełączniki do regulacji napięcia anodowego znajdują się w pozycji 0 - OFF (nie dotyczy pomiaru emisji pola elektromagnetycznego).
UWAGA: Wszystkie czynności kontrolno-pomiarowe muszą być wykonywane wyłącznie przez upoważniony personel.
ZAWSZE ZABRANIA SIĘ rozpoczynania procesu spawania, tj. włączania wysokiego napięcia lampy, które inicjuje napięcie wysokiej częstotliwości na izolowanym uchwycie elektrody, gdy poziom bezpieczeństwa pracy urządzenia jest obniżony.
Maszyna przystosowana jest do pracy w cyklu automatycznym. Tryb automatyczny jest standardowym trybem pracy urządzenia podczas procesu produkcyjnego.
Zgrzewarka wysokiej częstotliwości umożliwia pracę w trybie ręcznym w celu regulacji.
Operatorzy maszyn powinni zawsze nosić standardową odzież roboczą i obuwie antypoślizgowe.
Środowisko pracy urządzenia, podłoga oraz ręczne uchwyty i uchwyty muszą być zawsze czyste i wolne od wszelkich zanieczyszczeń, smaru lub błota, aby zmniejszyć ryzyko poślizgnięcia się lub upadku do minimalnego możliwego poziomu.
Nigdy nie używać maszyny bez stałych lub ruchomych elementów ochronnych. Należy regularnie sprawdzać, czy wszystkie osłony i inne elementy ochronne są prawidłowo zamontowane i działają prawidłowo.
Bezpośredni kontakt z maszyną mogą mieć wyłącznie upoważnione osoby, które zostały odpowiednio przeszkolone w zakresie obsługi maszyny oraz bezpieczeństwa i higieny pracy.
Każdy operator urządzenia musi zostać poinstruowany w zakresie funkcji elementów zabezpieczających maszyny i ich prawidłowego użytkowania.
W obszarze otaczającym urządzenie (około 1,5 m wokół generatora i prasy) nie mogą znajdować się żadne przedmioty, które mogłyby zakłócać działanie urządzenia. Obszar ten musi być utrzymywany w czystości i odpowiednio oświetlony.
Proszę nigdy nie używać manipulatorów urządzenia lub elastycznych rur jako uchwytów. Proszę pamiętać, że każdy przypadkowy ruch manipulatora urządzenia może przypadkowo uruchomić proces spawania, zmienić parametry, a nawet spowodować awarię maszyny lub uszkodzenie jej narzędzi.
OBOWIĄZKIEM PANA/PANI JEST informowanie przełożonego i/lub personelu ruchu drogowego o wszelkich przypadkach nieprawidłowego działania urządzenia.
6.3 Elementy sterujące i wskaźniki dostępne dla operatora
Wszystkie elementy sterujące i wskaźniki spawarki można łatwo znaleźć na jej konstrukcji lub na pulpicie sterowniczym. Przed przystąpieniem do pracy operator maszyny powinien zapoznać się z rozmieszczeniem elementów sterujących i wskaźników na maszynie, a także z funkcjami, którymi sterują.
Pełna lista wyżej wymienionych elementów sterujących i wskaźników dostępnych dla operatora znajduje się poniżej:
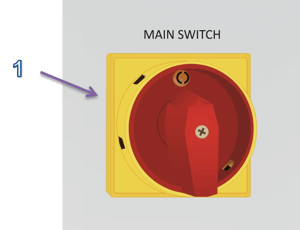
- WYŁĄCZNIK GŁÓWNY - przełącznik (Rys.3) przeznaczony do włączania i wyłączania zasilania elektrycznego. 1-ON oznacza, że przełącznik jest włączony, natomiast pozycja 0-OFF oznacza, że przełącznik jest wyłączony.

Rys.5. Rozmieszczenie elementów sterujących i wskaźników na panelu sterowania I: 2 - POWER; 3 - TWO-HAND CONTROL OFF/ON; 4 - HF; 5 - HF OFF/ON; 6 - USB; 7 - ETHERNET; 8 - RESTART; 9 - STOP; 10 - JOISTIC; 11 - START; 12 - elektroda w górę; 13 - obrót w lewo; 14 - obrót w prawo; 14 - elektroda w dół.
-
POWER - wskaźnik, który miga na biało, gdy urządzenie jest podłączone do zasilania (rys. 5).
-
STEROWANIE DWOMA RĘKAMI OFF / ON - przełącznik kluczykowy (Rys.5) służący do aktywacji trybu sterowania maszyną za pomocą dwóch rąk. Przełącznik odnosi się do przycisków umieszczonych na czarnych uchwytach oraz elektrody funkcji podnoszenia i opuszczania w joysticku. Przełącznik w pozycji ON - oznacza, że aby aktywować przyciski, należy nacisnąć oba przyciski dla tej samej funkcji, po czym joystick traci funkcję podnoszenia i opuszczania elektrody. Przełącznik w pozycji OFF oznacza możliwość sterowania za pomocą pojedynczego przycisku, a elektroda jest podnoszona i opuszczana za pomocą joysticka.
 UWAGA!!! Przełączanie wyłączony w dwuręczny kontrola tryb sprawia, że praca operacje łatwiej; jednak to znacząco zwiększa liczbę wypadków ryzyko. Tylko an autoryzowany i prawidłowo przeszkolony, osoba odpowiedzialna powinien mieć przycisk włącznika/wyłącznika.
UWAGA!!! Przełączanie wyłączony w dwuręczny kontrola tryb sprawia, że praca operacje łatwiej; jednak to znacząco zwiększa liczbę wypadków ryzyko. Tylko an autoryzowany i prawidłowo przeszkolony, osoba odpowiedzialna powinien mieć przycisk włącznika/wyłącznika. -
HF - gdy wskaźnik miga na żółto, oznacza to, że proces spawania HF jest włączony (rys. 5).
- HF OFF/ON - przełącznik, za pomocą którego prąd HF może zostać zwolniony lub wstrzymany (gdy jest w stanie WYŁĄCZONY oznacza to, że nie można wykonać zgrzewania HF)
 Jeśli chodzi o standardową procedurę spawania, to HF OFF/ON przełącznik powinien znajdować się w ON stanowisko.Gdy przełącznik HF OFF/ON jest ustawiony w pozycji OFF, oznacza to, że cykl pracy może być wykonywany bez uwalniania prądu HF.
Jeśli chodzi o standardową procedurę spawania, to HF OFF/ON przełącznik powinien znajdować się w ON stanowisko.Gdy przełącznik HF OFF/ON jest ustawiony w pozycji OFF, oznacza to, że cykl pracy może być wykonywany bez uwalniania prądu HF. -
Gniazdo USB - gniazdo (Rys.5), do którego można włożyć kartę pamięci USB do przechowywania parametrów spawania i historii komunikatów; umożliwia to również zapisywanie receptur przechowywanych w panelu HMI.
-
GniazdoETHERNET - gniazdo (rys. 5), do którego podłączany jest kabel Ethernet, gdy wymagana jest diagnostyka maszyny online, umożliwiająca dostęp do Internetu.
-
RESTART - niebieski przycisk (Rys.5), którego należy użyć do ponownego uruchomienia systemu sterowania i ochrony maszyny, gdy na panelu HMI zostanie wyświetlony komunikat alarmowy.
-
STOP - czarny przycisk (Rys.5) służy do wyłączania procesu zgrzewania wysoką częstotliwością.
-
JOYSTIC - joystick (rys. 5, rys. 7) służy do przesuwania do przodu i do tyłu głowicy elektrody spawalniczej, a także do jazdy maszyny w lewo lub w prawo z powolnym startem w celu łatwego pozycjonowania. Za pomocą joysticka można jednak opuszczać lub podnosić elektrodę tylko wtedy, gdy włączony jest tryb dwuręczny. Dostępne są dwie prędkości jazdy:
- "slow" - (Rys. 6 - A, C, E, G) prędkość przesuwu określona przez parametr znajdujący się w menu serwisowym panelu HMI - Drive speed MANUAL - SLOW.
- "fast" - (Rys. 6 - B, D) prędkość ruchu określona przez parametr znajdujący się w menu serwisowym panelu HMI - Drive speed MANUAL - FAST .
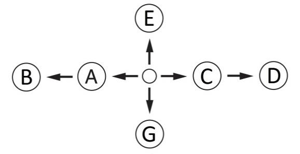
Rys. 6. Pozycje joysticka:
A - slow move of the head to the left, B - fast move of the head to the left,
C - powoli przesuń z głowy do w prawo,
D - fast move of the head to the right,
E - elektroda w górę,
F - elektroda w dół,
-
START - zielony przycisk (rys.5) jest używany do włączania procesu zgrzewania wysokiej częstotliwości.
-
 w górę strzałka - dwa przyciski na w czarny uchwyty na w panel operatora (Rys. 5, Rys. 7) używany dla aktywacja w elektroda do górny stanowisko. Kiedy w dwuręczny działanie tryb jest aktywowane, oba przyciski powinny być wciśnięty jednocześnie
w górę strzałka - dwa przyciski na w czarny uchwyty na w panel operatora (Rys. 5, Rys. 7) używany dla aktywacja w elektroda do górny stanowisko. Kiedy w dwuręczny działanie tryb jest aktywowane, oba przyciski powinny być wciśnięty jednocześnie -
 lewy strzałka - dwa przyciski na w czarny uchwyty na w panel operatora (Rys. 5, Rys. 7) pozwalający w maszyna do ruch po lewej. Kiedy w dwie ręce działanie tryb jest aktywowane, oba przyciski powinien być wciśnięty jednocześnie.
lewy strzałka - dwa przyciski na w czarny uchwyty na w panel operatora (Rys. 5, Rys. 7) pozwalający w maszyna do ruch po lewej. Kiedy w dwie ręce działanie tryb jest aktywowane, oba przyciski powinien być wciśnięty jednocześnie. -
 prawo strzałka - dwa przyciski na w czarny uchwyty na w panel operatora (Rys. 5, Rys. 7) wymagany pozwalający w maszyna do ruch prawo. Kiedy dwuręczny działanie tryb jest aktywowane, oba przyciski powinien proszę nacisnąć jednocześnie.
prawo strzałka - dwa przyciski na w czarny uchwyty na w panel operatora (Rys. 5, Rys. 7) wymagany pozwalający w maszyna do ruch prawo. Kiedy dwuręczny działanie tryb jest aktywowane, oba przyciski powinien proszę nacisnąć jednocześnie. -
 w dół strzałka - dwa przyciski na w czarny uchwyty na operatora panel (Rys. 5, Rys. 7) używany dla aktywacja w elektroda do niższego stanowisko. Kiedy w dwuręczny działanie tryb jest aktywowane, oba przyciski musi być naciska na w ten sam czas.
w dół strzałka - dwa przyciski na w czarny uchwyty na operatora panel (Rys. 5, Rys. 7) używany dla aktywacja w elektroda do niższego stanowisko. Kiedy w dwuręczny działanie tryb jest aktywowane, oba przyciski musi być naciska na w ten sam czas.
Rys. 7. Układ elementów sterujących i wskaźników oraz panelu sterowania :
12 - elektroda up;
13. proszę obrócić w lewo; 14. proszę obrócić w prawo;
14. elektroda w dół
15. PRĄD ANODOWY;
16. TEMPERATURA ELEKTRODY;
17. ZATRZYMANIE AWARYJNE;
-
PRĄD ANODOWY - amperomierz panelowy (Rys.5) ma wskazywać wartość natężenia prądu w obwodzie anodowym La i powinien umożliwiać operatorowi przeprowadzenie inspekcji wizyjnej procesu spawania (Charakterystyka pełnego obciążenia generatora).
-
TEMPERATURAELEKTRODY - a termoregulator (rys. 6)) używany do regulacji temperatury elektrody . To kontroluje system , który stabilizuje temperaturę elektrody . Przycisk , Temp Regulation w ekranie głównym oknie panelu dotykowego jest używany do aktywacji temperatury stabilizacji funkcji. instrukcja obsługi odnosząca się do temperatury E5CC znajduje się w załączniku .
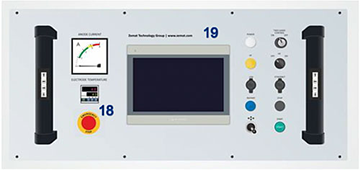
Rys. 8 Panel sterowania;
18.- ZATRZYMANIE AWARYJNE;
19. - HMI; - AWARIA STOP - w czerwony grzybogłowy przycisk (Rys.5) to jest a przycisk że powinien być wciśnięty tylko kiedy w funkcje z w maszyna potrzeba do być zatrzymany natychmiast lub kiedy cokolwiek dotyczący urządzenie funkcje lub w operatora otoczenie pozować a zagrożenie do produkcja lub bezpieczeństwa.
 The AWARIA STOP przycisk powinien nie być nadużywane, to jest rzekomo do być używany tylko w przypadku nagły wypadek.
The AWARIA STOP przycisk powinien nie być nadużywane, to jest rzekomo do być używany tylko w przypadku nagły wypadek. -
PANEL HMI - panel dotykowy (Rys.5) powinien być używany do zmiany parametrów ustawień urządzenia i ma stać się wiarygodnym źródłem informacji o aktualnym stanie spawarki. Więcej informacji na temat wykonywania procedury serwisowej panelu dotykowego znajdą Państwo w rozdziale 6.6.
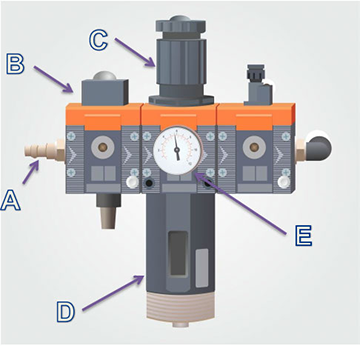
Rys. 9. SPRĘŻONE POWIETRZE SYSTEM PRZYGOTOWANIA .
-
SPRĘŻONE POWIETRZE PRZYGOTOWANIE SYSTEM (Rys.9) - składa się z:
A. Terminal sprężonego powietrza, do którego należy podłączyć wąż sprężonego powietrza. Wąż powinien dostarczać do systemu sprężone powietrze o ciśnieniu od 0,4 do 0,8 MPa;
B. The ręcznie obsługiwany skompresowany powietrze wyłączenie zawór (w zamówienie aby otworzyć zawór - zwrot do w lewo i ustawić do Pozycja ON; a skręcić w prawo - pozycja OFF - zawór jest zamknięty);
C. The skompresowany powietrze terminal do który w skompresowany powietrze wąż powinien być połączone. The wąż jest rzekomo do zapewnić w system z w zakres sprężonego powietrza od 0,4 do 0.8 MPa; 0,6 M
 Poziom ciśnienia w układzie pneumatycznym nigdy nie przekracza poziomu ciśnienia napędzającego maszynę.
Poziom ciśnienia w układzie pneumatycznym nigdy nie przekracza poziomu ciśnienia napędzającego maszynę.
D. Filtr sprężonego powietrza wraz z mechanizmem uwalniania wody kondensacyjnej;
E. Manometr wskazujący poziom ciśnienia w układzie sprężonego powietrza maszyny;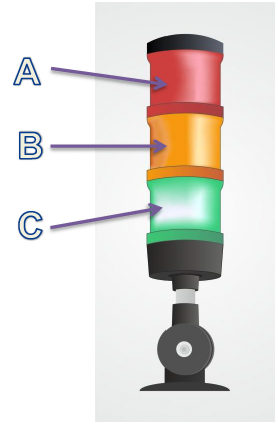
Rys. 10 Kolumna świateł sygnalizacyjnych:
A - kolor czerwony ;
B - kolor pomarańczowy ;
C - kolor zielony
21. SIGNAL LIGHT COLUMN (rys. 10):
A. Czerwony kolor wskazuje awarię i w tym samym czasie alarm komunikat powinien być wyświetlany na panelu dotykowym HMI .
 The alarm masaże są usunięty i w czerwony światło na w kolumna świateł sygnalizacyjnych przestaje migać kiedy RESTART przycisk jest wciśnięty.
The alarm masaże są usunięty i w czerwony światło na w kolumna świateł sygnalizacyjnych przestaje migać kiedy RESTART przycisk jest wciśnięty.
W gdyby wysiłki były daremne, a komunikat alarmowy komunikat alarmowy nie został został usunięty kiedy uruchomiono PRZYCISK RESTART przycisk został został wciśnięty więc to może oznaczać że przyczyna przyczyna awarii awaria wystąpienie miał nie nie został jeszcze usunięty.
Proszę zobaczyć rozdział 6.6.2. dla dalsze informacje zastosowanie do masaży alarmowych masaży alarmowych.
B. Pomarańczowy kolor wskazuje , że wysoka częstotliwość spawarka zaczyna działać.
C. Zielony kolor wskazuje, że urządzenie jest gotowe do pracy.

Rys. 11. Jeden z wskaźników laserowych umieszczonych na prawej stronie głowicy spawalniczej .
22. Lasery instalowane na głowicy spawalniczej (Rys. 11 ) używane do projekcji linii spawania na spawanym/zgrzewanym materiale . Przydatne do umieszczania i pozycjonowania materiału wzdłuż linii spawania . Są włączane bezpośrednio z panelu dotykowego HMI.
|
|
|
 UWAGA!!!
UWAGA!!!Laser jest do oznaczania linii NA MATERIAŁ w pozycji elektrody i jej uchwytu w górę. Laser NIE NIE / NIE MOŻE NIE świecić na przednią lub tylną krawędź elektrody xml-ph-003.
Procedura regulacji lasera:
1. Położyć materiał na stole i opuścić uchwyt z elektrodą na stół,
2. Proszę narysować markerem linię wyznaczającą przednią i ewentualnie tylną krawędź elektrody (jeśli dwa lasery są zamontowane po jednej stronie),
3. Proszę podnieść elektrodę i ustawić laser / lasery na narysowanych liniach, ewentualnie z takim przesunięciem od tych linii, z jakim operator chce ustawić folię,
4. Proszę uważać, aby materiał się nie przesunął.
|
|
|
 Uchwyty lasera i same lasery, jeśli znajdują się w
Uchwyty lasera i same lasery, jeśli znajdują się w

Rys. 12 Zderzak
23. Zderzaki boczne zainstalowane po obu stronach spawanej głowicy (Rys. 9), zapobiegają uderzeniu w maszynę przed zderzeniem z kimkolwiek lub czymkolwiek. ), zapobiegają zderzeniu maszyny z kimkolwiek lub czymkolwiek. Każde uderzenie w zderzak spowoduje natychmiastowe odłączenie układu napędowego maszyny; to zostanie zasygnalizowane przez komunikat : OPEN xml-ph-
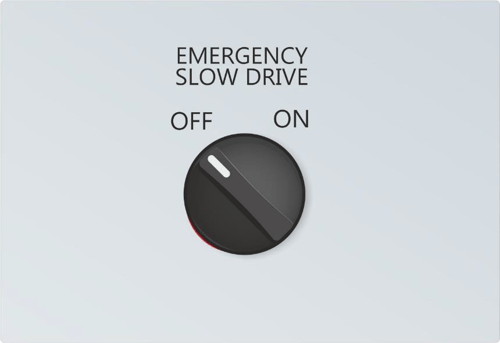
Rys. 13 Ruch awaryjny
23. Awaryjny ruch - przełącznik jest używany do zmiany trybu pracy . W przypadku przeszkody i zatrzymania na . przełącznik dezaktywuje zderzaki boczne i umożliwia wyjście z przeszkody . Po przełączeniu przełącznika w pozycję I na interfejsie HMI , okno "awaryjne wyjazdy" pojawia się w , w którym użytkownik ma opcję z za pomocą nawigacji strzałek do przejścia spawania głowicy w lewo lub . Przełączenie przełącznika do pozycji 0 aktywuje zderzaki boczne i przywraca prawidłowy tryb pracy maszyny .
|
|
|
 Działanie UWAGA! Ponieważ wspomniany system musi działać bez zarzutu, zdecydowanie zaleca się wykonanie regulacji ogranicznika wysokości w taki sposób, aby wskazywał on dolne położenie elektrody. Niewłaściwe ustawienie suwaka kontroli wysokości wyłącznika krańcowego może skutkować zarówno samoczynnym awaryjnym podniesieniem elektrody, jak i pojawieniem się na wyświetlaczu HMI następującego komunikatu alarmowego: AWARYJNE PODNIESIENIE ELEKTRODY.
Działanie UWAGA! Ponieważ wspomniany system musi działać bez zarzutu, zdecydowanie zaleca się wykonanie regulacji ogranicznika wysokości w taki sposób, aby wskazywał on dolne położenie elektrody. Niewłaściwe ustawienie suwaka kontroli wysokości wyłącznika krańcowego może skutkować zarówno samoczynnym awaryjnym podniesieniem elektrody, jak i pojawieniem się na wyświetlaczu HMI następującego komunikatu alarmowego: AWARYJNE PODNIESIENIE ELEKTRODY.Wyłączniki krańcowe dla wysokości elektrody:
- górny limit przełącznik - po włączeniu (rys. 14-A) wskazuje górną pozycję elektrody . Regulację suwaka , który aktywuje przełącznik , należy wykonać , gdy maksymalna górna pozycja elektrody musi zostać zmieniona . Jeśli wyłącznik krańcowy przełącznik jest przesunięty zbyt wysoko, to nie przełącznik na w górnym położeniu elektrody - cykl spawania nie będzie zakończony i napęd maszyny cykl nie będzie możliwy . Jeśli na drugiej ręce, to jest zbyt niska - elektroda nie zostanie podniesiona do wystarczającej wysokości po cyklu spawania i może złapać spawany materiał podczas jazdy, powodując uszkodzenie.
- Dolny limit przełącznik - gdy wyłączony wyłączony (rys. 14-B) wskazuje dolną pozycję elektrody nad stołem roboczym . Regulacja suwaka na tym przełączniku powinna być przeprowadzana za każdym razem, gdy elektroda została wymieniona (gdy nowa elektroda jest o wysokości innej niż poprzednia elektroda ). do poprzedniej jednej) i gdy występuje znacząca zmiana w grubości spawanego materiału. Dolny wyłącznik krańcowy jest również elementem systemu , który chroni operatora ręce przed zmiażdżeniem. Jeśli jego regulacja nie zostanie przeprowadzona prawidłowo , zabezpieczenie przeciwzgnieceniowe (ZTG Anti-CRUSH) zostanie aktywowane powodując automatyczne podniesienie elektrody do jej górnego położenia. Wyłącznik krańcowy musi być umieszczony na wysokości , która spowoduje, że kółko przełącznika zostanie wciśnięte w przez dolny suwak elektrody . wysokości elektrody umieszczonej na pręcie od momentu zetknięcia elektrody ze spawanym materiałem. (Rys. 14-B).
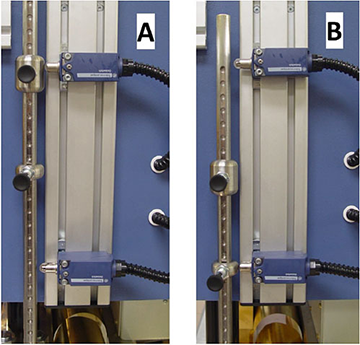
Rys. 14 Wyłączniki krańcowe wskazujące pozycję elektrody:
A - górne położenie;
B - dolne położenie.
Regulacja procedura oraz określenie prawidłowej wysokości wysokości dolnego wyłącznika krańcowego dolnego wyłącznika krańcowego:
- proszę umieścić materiał do spawania na stole roboczym,
- Proszę włożyć elektrodę do uchwytu narzędziowego i zablokować ,
- opuścić elektrodę uchwyt z elektrodą na materiał , tak aby elektroda tylko dotknęła bez jakiegokolwiek nacisku (proszę pozostawić szczelinę maksymalnie 5mm / 1/8 cala); proszę pozostawić w tej pozycji.
- przesunąć dolny metalowy suwak na drążku do pozycji, która spowoduje odłączenie dolnego wyłącznika krańcowego (rolka wyłącznika znajduje się bezpośrednio na suwaku (Rys. 14-B),
- Jeśli nie jest możliwe ustawienie metalowego suwaka na odpowiedniej wysokości ze względu na jego skokową regulację (co 15 mm), należy poluzować dwie śruby mocujące wyłącznik krańcowy i ustawić go w pozycji zablokowanej z rolką do dolnego metalowego suwaka wysokości elektrody (Rys. 14-B), a następnie dokręcić śruby.
- podnieść uchwyt z elektrodą do górnego położenia,
- Jeśli nie jest możliwe ustawienie wskaźnika na odpowiedniej wysokości ze względu na jego skokową regulację (co 15 mm), należy poluzować dwie śruby mocujące przełącznik i ustawić go w takiej pozycji, aby jego rolka przesunęła się do dolnego wskaźnika wysokości elektrody (Rys. 14-B), a następnie dokręcić śruby.
UWAGA! Manipulowanie wyłącznikiem krańcowym wskazującym dolne położenie elektrody, z wyjątkiem podanego powyżej, jest surowo zabronione. Zlekceważenie ostrzeżenia producenta może doprowadzić do poważnej awarii urządzenia, a w konsekwencji do poważnych obrażeń ciała.
Ponadto Ponadto, maszyna maszyna został została wyposażona w dodatkowy dodatkową elektrodę, umożliwiając spawanie bez użycia użycia uziemienia uziemienia elektrody uziemiającej. Po instalacji tego rodzaju elektrody elektrody w uchwyt uchwyt i rozpoczęcie opuszczać opuszczać go, dodatkowy dodatkowy limit aktywowany jest dodatkowy wyłącznik krańcowy, który hamuje ruch elektrody uziemiającej elektrody uziemiającej.
6.5 Kontroler temperatury pracy E5CC
Kontrola temperatury jednostki jest używana do kontroli temperatury elektrody . Programowanie właściwej temperatury elektrody jest wymagane do poprawnego przebiegu procesu spawania . Temperatura powinna być dobrana eksperymentalnie. Poniżej znajduje się opis wyświetlacza i sterowania panelu kontroli temperatury (rys. 15).).

Rys. 15. Wyświetlacz i panel sterowania termoregulacji.
- Wyświetlacz z czterema cyframi (biały) , które wyświetlają rzeczywistą temperaturę wartość. W ustawieniach parametrów wyświetlany jest obecny znak edytowanego parametru.
- Wyświetlacz z czterema cyframi (zielony) , które wyświetlają rzeczywistą zamówioną wartość temperatury. W parametr ustawienie tryb wyświetlacz obecny rzeczywista wartość edytowanego parametru .
- Przyciski sterowania:
 ruch przycisk. Naciśnięcie to przycisk przyczyna do edytować następny cyfra z edytowanego numeru.
ruch przycisk. Naciśnięcie to przycisk przyczyna do edytować następny cyfra z edytowanego numeru.
 - przycisk "W DÓŁ" powodować niskie zredagowany cyfra o jeden.
- przycisk "W DÓŁ" powodować niskie zredagowany cyfra o jeden.
 - Przycisk "W GÓRĘ" powoduje zwiększenie edytowanej cyfry przez jeden.
- Przycisk "W GÓRĘ" powoduje zwiększenie edytowanej cyfry przez jeden.
 W w edycja parametru proszę przejść do następny parametr
W w edycja parametru proszę przejść do następny parametr
 Długi prasa to przycisk (min 3sek.) przyczyna przepustka do edycja tryb z urlop parametr. Jeśli system praca w edycja tryb, naciśnięcie przycisk powoduje powrót do w okno główne
Długi prasa to przycisk (min 3sek.) przyczyna przepustka do edycja tryb z urlop parametr. Jeśli system praca w edycja tryb, naciśnięcie przycisk powoduje powrót do w okno główne
USTAWIENIA STEROWNIKA - ZAMAWIANE WARTOŚĆ TEMPERATURY
Do zmiana zamówiony wartość potrzeba do krótki prasa przycisk (Rys. 15) lub . Spowodowało to przejście do trybu edycji parametrów. Dostępny numer, który będzie edytowany jest sygnalizowany szybkim miganiem. Przyciskami "UP" lub "DOWN" proszę ustawić wartość tej liczby, a następnie nacisnąć przycisk "move". które przechodzą do następnej pozycji do edycji.
6.6 Programowanie i obsługa panelu dotykowego HMI
UWAGA! Każda wartość parametru przedstawiona na grafice niniejszej instrukcji jest losowa i nie powinna być brana pod uwagę przez operatora maszyny. Wartości parametrów powinny wynikać z praktycznego doświadczenia użytkownika, ponieważ mogą się one znacznie różnić w zależności od rodzaju spawanego materiału lub zastosowanego oprzyrządowania.
![]() W panelu HMI wszystkie edytowalne wartości parametrów są wyświetlane na białym tle. Aby wyświetlić parametr, należy nacisnąć jego wartość, co spowoduje otwarcie klawiatury ekranowej. Dane można zapisać naciskając klawisz Enter.
W panelu HMI wszystkie edytowalne wartości parametrów są wyświetlane na białym tle. Aby wyświetlić parametr, należy nacisnąć jego wartość, co spowoduje otwarcie klawiatury ekranowej. Dane można zapisać naciskając klawisz Enter.
6.6.1 Podłączenie do źródła zasilania
Krótko po podłączeniu urządzenia do źródła zasilania na wyświetlaczu HMI pojawi się okno alarmu wraz z następującym komunikatem:
#A001 ZATRZYMANIE AWARYJNE
#K001 PROSZĘ NACISNĄĆ PRZYCISK RESTARTU
W tej sytuacji maszyna musi zostać ponownie uruchomiona, więc należy nacisnąć niebieski przycisk RESTART . Następnie należy odczekać 30 sekund, aż maszyna będzie gotowa do pracy i przejdzie w tryb gotowości, który poznamy po tym, że: wskaźnik świetlny w kolumnie sygnału świetlnego miga na zielono, a pasek postępu wyświetlany w głównym oknie HMI miga na zielono. W przypadku, gdy masaż alarmowy nie zniknie z wyświetlacza HMI, proszę zapoznać się z rozdziałem 0.
6.6.2 Komunikaty alarmowe
Gdy wystąpi awaria maszyny lub gdy jeden z systemów zabezpieczających zostanie włączony lub gdy zostaną wykryte inne nieprawidłowości w funkcjonowaniu maszyny, na panelu dotykowym HMI zostanie wyświetlony jeden z komunikatów alarmowych. Wszystkie komunikaty alarmowe są usuwane za pomocą przycisku RESTART .Rodzaje masaży alarmowych:
#A001 EMERGENCY STOP - ten rodzaj komunikatu jest wyświetlany, gdy:
- maszyna jest włączona - obwód bezpieczeństwa maszyny musi być zawsze sprawdzany, gdy przycisk RESTART jest naciśnięty,
- czerwony grzybkowy AWARYJNY STOP przycisk został naciśnięty i został zablokowany . musi zostać odblokowany przez obrócenie głowy w prawo.
#A002 TUBE TEMPERATURE - this type of massage means that either the travelling-wave tube cooling does not exist or that the cooling system failure occurs and it is displayed when:
- bezpieczniki , które mają chronić zasilanie zasilanie obwód wentylator , który powinien chłodzić falę jezdną lampę są odłączone;
- stycznik który ma uruchomić wentylator który powinien schłodzić rura jest albo wyłączona albo uszkodzona;
- rura termiczny ochrona system jest umieszczany w operacja, która oznacza, że w podróżująca fala rura dostał ogrzewany w górę do też wysoki temperatura i jako wynik rura zawleczka przypiąć to miał być połączony do limit przełącznik przez Przewód został odlutowany.
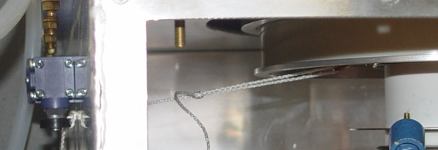
Rys.16. System ochrony termicznej rury.
Zawleczka jest przylutowana do opaski lampy za pomocą lutu o temperaturze topnienia znacznie niższej niż ta, przy której lampa się przegrzała (uległa uszkodzeniu). W przypadku nadmiernego wzrostu temperatury lampy zawleczka wypadnie z opaski, w wyniku czego zadziała wyłącznik krańcowy, jednocześnie wyświetlony zostanie komunikat alarmowy i odcięte zostanie zasilanie żarzenia w lampie. Wówczas należy usunąć przyczynę przegrzania.
UWAGA! Linka nie powinna być mocowana do żadnych innych części urządzenia poza zawleczką opaski przykręconej do rury. Zlekceważenie powyższego ostrzeżenia może skutkować zablokowaniem wyłącznika krańcowego, co może doprowadzić do przegrzania rury jezdnej, a w konsekwencji do jej uszkodzenia.
![]() If the cotter pin gets separated from the band than the band should be taken off from the tube, the pin should be soldered to the band with the standard solder used in electronic engineering (Melting point < 190oC) tak, aby naprawiona część mogła zostać ponownie przymocowana do rury.
If the cotter pin gets separated from the band than the band should be taken off from the tube, the pin should be soldered to the band with the standard solder used in electronic engineering (Melting point < 190oC) tak, aby naprawiona część mogła zostać ponownie przymocowana do rury.
Przegrzanie przewodu może być spowodowane przez:
- zanieczyszczenia znajdujące się w generatorze lub w chłodnicy rurowej;
- awaria wentylatora chłodzącego tubę lub awaria systemu zasilania wentylatora;
- zablokowanie otworów wentylacyjnych maszyny lub nadmierna ilość ziemi zebrana przez filtry zainstalowane w otworach wentylacyjnych;
- nadmierna temperatura otoczenia.
#A003 ANTIFLASH - ten typ komunikatu oznacza, że zadziałał układ zabezpieczający przed zajarzeniem łuku podczas spawania - w związku z tym komunikatem proszę upewnić się, że ani podkładka izolacyjna, ani materiał spawany, ani elektroda spawalnicza nie zostały uszkodzone.
#A004 ANODE OVERLOAD - ten komunikat oznacza, że limit wzrostu anody został przekroczony i należy dostosować parametry dotyczące mocy uwalnianej podczas spawania.
#A005 GRID OVERLOAD - ten komunikat oznacza, że limit wzrostu sieci został przekroczony, więc parametry mające zastosowanie do mocy uwalnianej w spawie muszą zostać dostosowane.
#A006 NISKIE CIŚNIENIE POWIETRZA - Komunikat ten oznacza, że w układzie pneumatycznym występuje brak ciśnienia powietrza lub poziom ciśnienia powietrza jest zbyt niski. Proszę upewnić się, że wąż dostarczający sprężone powietrze jest podłączony do maszyny lub poziom sprężonego powietrza jest odpowiedni, a następnie za pomocą regulatora zaworu redukcyjnego, który można znaleźć w układzie przygotowania sprężonego powietrza, wyregulować ciśnienie w maszynie do odpowiedniego poziomu.
#A008 ELEKTRODA JEST NIE W GÓRNYM POŁOŻENIU -. komunikat zostanie wyświetlony jeśli elektroda spawalnicza nie jest w górnym położeniu po włączeniu maszyny . Proszę sprawdzić szczelność układu pneumatycznego i prawidłowe ustawienie wyłącznika krańcowego wskazującego górną pozycję.
#A011 TEMPERATURAELEKTRODY - ten komunikat sygnalizuje , że nastawa temperatura elektrody _COPY9 na termoregulatorze została przekroczona - urządzenie zostanie wyłączone w tryb awaryjny . Powinien Pan poczekać aż elektroda ostygnie i następnie sprawdzić czy temperatura ustawienie na regulatorze temperatury jest zbyt wysoka. Inną możliwą opcją jest to, że obwód rozgrzanej elektrody uległ awarii . W takim przypadku należy skontaktować się z serwisem producenta .
#A013 SPAWANIE PARAMETRY NIE OSIĄGNIĘTE - oprogramowanie sterujące maszyny zawiera algorytm który sprawdza czy każda częściowa spoina została prawidłowo wykonana . Jeśli podczas spawania , parametry ustawione na zewnątrz nie zostały osiągnięte lub jeśli spawanie zostało zatrzymane przed zakończeniem zadania , powyżej komunikat zostanie wyświetlony . Jakość spoiny zostanie następnie sprawdzona i jeśli będzie niezadowalająca, zadanie musi zostać powtórzone.
#A019 CZUJNIK / NAPĘD BŁĄD - ELEKTRODA W DÓŁ - komunikat alarmowy zostanie wyświetlony kiedy, po uruchomieniu cewki zaworu , sterownik nie otrzyma potwierdzenia z czujnika potwierdzającego osiągnięcie przez dolnej pozycji w ciągu 15 sekund. Proszę sprawdzić , czy czujnik nie przesunął się lub proszę sprawdzić, czy układ pneumatyczny znajduje się blisko siłownika .
#A020 CZUJNIK / NAPĘD BŁĄD - ELEKTRODA GÓRA - alarm komunikat zostanie wyświetlony kiedy, po uruchomieniu zaworu cewki , sterownik nie otrzyma potwierdzenia z czujnika potwierdzającego osiągnięcie górnego położenia w ciągu 15 sekund. Proszę sprawdzić, czy czujnik nie przesunął się lub sprawdzić, czy układ pneumatyczny znajduje się blisko siłownika.
#A032 START POZYCJAKAPAKTORA NIE OSIĄGNIĘTA - zostanie wyświetlony komunikat jeśli kondensatory nie osiągną ustawionej pozycji w ciągu 15 sekund. Proszę sprawdzić kondensator napędu.
#A034 AWARIA ELEKTRODA W GÓRĘ - ten komunikat został wyświetlony kiedy uchwyt elektrody który był opuszczany na roboczym stole napotkał przeszkodę na swojej drodze. przeszkodę na swojej drodze i system zabezpieczający przed ściśnięciem niebezpieczeństwem został wprowadzony w praktykę. Proszę upewnić się, że tam nie ma niczego między elektrodą a stołem roboczym . Jeśli alarm komunikat nie zniknie regulacja przełącznika limitu wskazującego dolną elektrodę pozycję musi być przeprowadzona. Proszę zapoznać się z rozdziałem 6.4. dla więcej informacji zastosowanie do przełącznika limitu procedury regulacji.
#A035 SPRAWDŹ RESETUJ OBWÓD W BEZPIECZEŃSTWA PRZEKAŹNIK - oznacza , że obwód bezpieczeństwa maszyny został prawdopodobnie uszkodzony . Serwis producenta powinien skontaktować się z w takim przypadku.
#A046 CURRENT NOT IN TOLERANCE DURING WELDING - ten komunikat zostanie wyświetlony jeśli wartość prądu nie może zostać osiągnięta podczas operacji. Algorytm sprawdza czy prąd anodowy został osiągnięty. Uzyskany prąd anodowy musi mieścić się w zakresie +/- tolerancji zakresu wartości prądu anodowego dla danego procentu czasu dla czasu trwania spawania , proszę określić w oknie serwisowym po wybraniu opcji Welding process control .
#A047 DOWN FORCE NOT IN TOLERANCE DURING THE WELDING - this message will be displayed if, during welding, prąd siły docisku wykracza poza zakres tolerancji określony w oknie serwisowym po wybraniu opcji Welding process control .
#A053 EMERGENCY BRAKE - Ten komunikat jest wyświetlany po naciśnięciu przełącznika bezpieczeństwa . Gdy przełącznik grzybkowy zostanie aktywowany w sytuacji awaryjnej, głowica nagle - i gwałtownie - zahamuje.
#A054 BEZPIECZEŃSTWO ZAWÓR USZKODZENIE - Ten komunikat jest wyświetlany gdy czujnik (oznaczony symbolem 10B1 na schemacie elektrycznym ) tłoka potwierdzającego zaworu w odpowiedniej pozycji jest aktywowany. Czujnik znajduje się na zaworze bezpieczeństwa (oznaczony symbolem 1V3 na schemacie elektrycznym ). Jeśli tłok zaworu bezpieczeństwa nie osiągnie prawidłowej pozycji, oznacza to , że zawór nie działa xml-ph-0030.
#A055 SERVO ALARM - to sygnalizuje błąd w osi Y napędu. Proszę zrestartować maszynę i, jeśli komunikat nie zniknie , proszę sprawdzić numer alarmu wyświetlany na serwomechanizmie i proszę sprawdzić opis w xml-ph-003.
#A056 NISKIE CIŚNIENIE POWIETRZA W WSPIERAJĄCYCH CYLINDRACH - oznacza że ciśnienie powietrza w serwomotorach wspierających elektrodę jest zbyt niskie co może skutkować gwałtownym obniżeniem elektrody i uderzeniem xml-ph-0030@dee Regulacja sprężonego powietrza ciśnienia w obwodzie tych serwomotorów powinna być przeprowadzona.
#A057 SPAWANIE POZYCJA NIE OSIĄGNIĘTA - alarm komunikat zostanie wyświetlony kiedy, po sterowaniu cewką zaworu , sterownik nie otrzyma potwierdzenia od czujnika potwierdzającego osiągnięcie przez ustawionej pozycji w ciągu 8 sekund. Proszę sprawdzić czy czujnik nie poruszył się lub sprawdzić szczelność układu pneumatycznego przy siłowniku.
#A058 ELEKTRODA NIE JEST ZLOKALIZOWANA W POZYCJI DOLNEJ - komunikat alarmowy zostanie wyświetlony jeśli przycisk START jest wciśnięty a elektroda nie jest w pozycji dolnej . dolna xml-ph-0
#A059 TABELA - ERROR OF SET DRIVE POSITION - The alarm message will be displayed if the controller does not receive confirmation from the sensor that the desired position has been reached within 8 seconds of xml-ph-0030@deepl.i Proszę sprawdzić czy czujnik jest w pozycji i oraz sprawdzić szczelność siłownika.
#A060 EMERGENCY REBOUND - AXIS X START/END - Alarm komunikat #A061 X-AXIS BASING ERROR jest wyświetlany, razem z alarmem , kiedy przełącznik end , umieszczony na głowicy , jest aktywowany. W tym momencie, głowica odchyli się i system wybuchnie.
#A061 AXIS X HOMING ERROR - Komunikat jest wyświetlany gdy przełącznik krańcowy , znajduje się na głowicy , jest aktywowany. To może być z powodu operator wprowadził nieprawidłową, tabelę długość va jeden wyższa niż rzeczywista długość rzeczywista długość - w Ruchy ustawienia w usługa menu . Błąd bazowania może również wystąpić w przypadku aktywnego punktu końcowego po bazowaniu.
#A062 SET PRESSURE HAS NOT BEEN ACHIEVED - Komunikat zostanie wyświetlony jeśli podana wartość parametru ciśnienia jest niższa niż dolny zakres tolerancji , określone w oknie serwisowym w oknie kontrolnym parametry procesu zgrzewania.
#A063 EMERGENCY REBOUND - AXIS Y START/END - Alarm komunikat #A061 Y-AXIS BASING ERROR jest wyświetlany, razem z alarmem , kiedy przełącznik end , umieszczony na głowicy , jest aktywowany. W tym momencie, głowica odchyli się i system wybuchnie.
#A064 AXIS Y HOMING ERROR - Komunikat jest wyświetlany , gdy przełącznik krańcowy , znajduje się na głowicy , jest aktywowany. To może być spowodowane przez operatora , który wprowadził nieprawidłowy "Axis Y up xm jeden wyżej niż rzeczywista w ustawieniach Movements w menu serwisowym . Błąd bazowania może również wystąpić w przypadku aktywnego punktu końcowego po bazowaniu.
#A075 DRIVE ERROR - komunikat alarm będzie wyświetlany gdy wystąpi alarm na falowniku . Jeśli alarm nie może zostać usunięty, proszę sprawdzić numer alarmu wyświetlany na wyświetlaczu falownika i proszę sprawdzić jego wyjaśnienie w dokumentacji technicznej producenta .
#A076 OTWARTE OCHRONA - jest wyświetlana gdy jedna z osłon została zdjęta zdjęta - osłony są wyposażone w klucz- przełączniki które włączają się same włączają się tylko gdy osłony są odpowiednio umieszczone i dokręcone.
#A077 DRIVE COMMUNICATION ERROR - alarm zostanie wyświetlony jeśli nie ma komunikacji PLC = Inverter. Proszę sprawdzić czy kabel złącza nie są usunięte.
#A080 NIEPRAWIDŁOWA DŁUGOŚĆ SPAWU - zostanie wyświetlony alarm komunikat jeśli spoina jest niemożliwa do wykonania, ponieważ długość spoiny spoiny jest większa niż długość spoiny tabeli oznacza to jeśli operator chce rozpocząć cykl w trybie BA napędu ale wprowadził długość spoiny dla trybu AB . Proszę sprawdzić:
- głowica jest na początku tabeli , lub na końcu w zależności od wyboru napędu AB-BA trybu ,
- przekazanie parametrów zostało wprowadzone poprawnie w oknie HF HEAD DRIVE ,
- rzeczywista tabela długość jest poprawnie wpisana w oknie SERWIS MENU .
#A102 LEWY Zderzak - KOLIZJA - komunikat jest wyświetlany gdy lewa strona zderzak jest aktywna. W przypadku zatrzymania na przeszkodzie (zderzak aktywny), proszę włączyć EMERGENCY MOVE przełącznik dezaktywować system awaryjny i użyć interfejsu HMI, aby przesunąć głowicę z przeszkody.
#A103 PRAWY Zderzak - KOLIZJA - komunikat jest wyświetlany gdy prawy zderzak jest aktywny. W przypadku zatrzymania na przeszkodzie (zderzak aktywny), proszę przekręcić przełącznik EMERGENCY MOVE dezaktywować system awaryjny i użyć HMI, aby przesunąć głowicę opuścić przeszkodę .
6.6.3 Ekran alarmu - ruch awaryjny
Okno EMERGENCY MOVE jest wyświetlane , gdy przełącznik emergency jest przełączony do pozycji I (rys. 13). Awaryjny ruch). W oknie , operator ma opcję przejścia spawania głowicy w prawo lub w lewo z wolną prędkością. Ruch głowicy jest wykonywany przez środki nawigacji strzałki wskazują
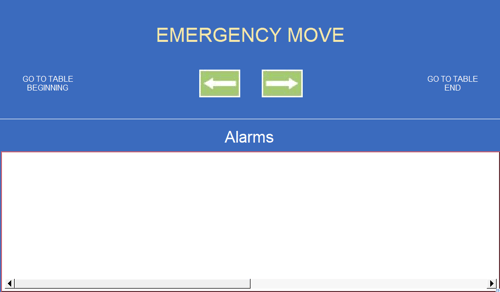
Rys. 17 Ruch awaryjny
 Działanie na w maszyna jest tylko możliwe kiedy w RUCH AWARYJNY przełącznik jest w pozycji 0.
Działanie na w maszyna jest tylko możliwe kiedy w RUCH AWARYJNY przełącznik jest w pozycji 0.
W górnej części panelu dotykowego HMI znajduje się menu, za pomocą którego użytkownik może wybrać jedno z pięciu głównych wirtualnych okien, takich jak:
- Ekran główny
- Baza danych przepisów
- Ustawienie mocy
- Wykres pracy
- Menu serwisowe
6.6.5 Ekran główny
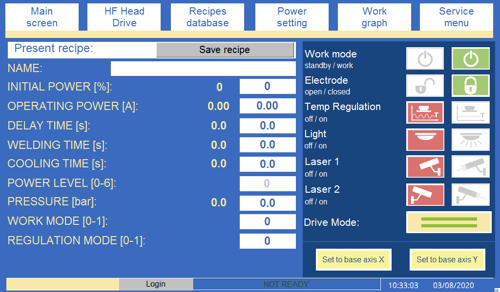
Rys.12. Ekran główny.
Przepis - Pod tą nazwą można znaleźć grupę parametrów mających zastosowanie do cyklu pracy. Po ustaleniu parametrów spawania dla danego rodzaju produktu wynikających z praktycznego doświadczenia (wartości parametrów silnie zależą od wielkości spoiny, wielkości spawanego materiału i kształtu elektrody) należy je wprowadzić do systemu i zapisać pod nazwą receptury.
 UWAGA! To jest ważny do proszę pamiętać że w złośliwość z w fakt, że w powyżej wspomniany parametry może być zapisany pod w przepis nazwa w w HMI wrażliwy na dotyk panel tam jest również inny parametr - ELEKTRODA TEMPERATURA że powinien można regulować ręcznie.
UWAGA! To jest ważny do proszę pamiętać że w złośliwość z w fakt, że w powyżej wspomniany parametry może być zapisany pod w przepis nazwa w w HMI wrażliwy na dotyk panel tam jest również inny parametr - ELEKTRODA TEMPERATURA że powinien można regulować ręcznie.
![]() Dodatkowo, dwie wartości obok nazwy każdego parametru można również znaleźć na wyświetlaczu HMI. Pierwsza (na niebieskim tle) to wartość bieżącego parametru roboczego wyświetlana w czasie rzeczywistym, druga (na białym tle) to ustawiona wartość pochodząca z receptury produkcyjnej lub danych operatora.
Dodatkowo, dwie wartości obok nazwy każdego parametru można również znaleźć na wyświetlaczu HMI. Pierwsza (na niebieskim tle) to wartość bieżącego parametru roboczego wyświetlana w czasie rzeczywistym, druga (na białym tle) to ustawiona wartość pochodząca z receptury produkcyjnej lub danych operatora.
![]() W razie potrzeby operator może zawsze nacisnąć cyfrę na białym tle i zmienić jej wartość. Wartość bieżącego parametru roboczego zostanie natychmiast zaktualizowana, jednak zmiana nie ma wpływu na wykonywaną recepturę.
W razie potrzeby operator może zawsze nacisnąć cyfrę na białym tle i zmienić jej wartość. Wartość bieżącego parametru roboczego zostanie natychmiast zaktualizowana, jednak zmiana nie ma wpływu na wykonywaną recepturę.
![]() Aby zapisać te zmiany w recepturze, które zostały wprowadzone na ekranie głównym, proszę nacisnąć przycisk ZAPISZ RECEPTURĘ, aby skopiować parametry z ekranu głównego do paska Edytuj recepturę w oknie Baza danych receptur. Skopiowane parametry mogą zostać zapisane jako nowa receptura za pomocą przycisku Create new (Utwórz nową) lub mogą zostać użyte do aktualizacji istniejącej receptury za pomocą przycisku Update (Aktualizuj).
Aby zapisać te zmiany w recepturze, które zostały wprowadzone na ekranie głównym, proszę nacisnąć przycisk ZAPISZ RECEPTURĘ, aby skopiować parametry z ekranu głównego do paska Edytuj recepturę w oknie Baza danych receptur. Skopiowane parametry mogą zostać zapisane jako nowa receptura za pomocą przycisku Create new (Utwórz nową) lub mogą zostać użyte do aktualizacji istniejącej receptury za pomocą przycisku Update (Aktualizuj).
Czerwony znak na panelu HMI w oknie głównym Rys. 19 wskazuje , że maszyna nie jest gotowa do pracy. Przyciski na panelu HMI i na panelu operatora są nieaktywne do czasu, aż operator zrestartuje maszynę za pomocą niebieskiego przycisku RESTART na panelu operatora. Wybranie przycisku RESTART ma taki sam efekt, jak podłączenie obwodu bezpieczeństwa i rozpoczęcie procesu generowania lampy przez 30 sekund. Podczas tego czasu, pasek postępu stopniowo zmienia kolor na zielony (Rys. 20 ), i przyciski pozwalają głowicy na przejście na osiach X i Y podczas gdy przyciski pozwalające głowicy na upuszczenie nad stołem roboczym są aktywne; jednak to nie jest możliwe do przełączenia na xml-ph-00 Gdy pasek postępu będzie całkowicie zielony, pojawi się znak GOTOWY na pasku postępu i od tego momentu, wszystkie przyciski, w tym wysoka częstotliwość , aktywacja przycisków, będą aktywne.

Rys. 19 Informacja NOT READY wyświetlana na panelu HMI

Rys. 20 Pasek postępu stopniowo wypełniający się na zielono po wybraniu przycisku RESTART na panelu sterowania
Nazwa: - nazwa receptury wykonywana na potrzeby produkcji.
Moc początkowa - parametr ten wskazuje pozycję (pojemność) kondensatora wyjściowego znajdującego się w generatorze; natężenie prądu anodowego w początkowej fazie spawania wysokiej częstotliwości silnie zależy od wartości tego parametru. (Parametr wyrażony w wartościach procentowych, gdzie 0% oznacza najniższy poziom pojemności - najniższy poziom natężenia prądu anodowego, a 100% oznacza najwyższy poziom pojemności - najwyższy poziom natężenia prądu anodowego).
![]() Wartość parametru Moc początkowa i wartość prądu anodowego (moc uwalniana w materiale) nie są liniowo zależne, w związku z czym należy podjąć odpowiednie środki ostrożności podczas dostosowywania wartości tego parametru .
Wartość parametru Moc początkowa i wartość prądu anodowego (moc uwalniana w materiale) nie są liniowo zależne, w związku z czym należy podjąć odpowiednie środki ostrożności podczas dostosowywania wartości tego parametru .
![]() Bieżąca wartość parametru Initial power i wartość parametru Set są sobie równe tylko w początkowej fazie procedury spawania. Po rozpoczęciu procedury pozycja kondensatora wyjściowego jest automatycznie dostosowywana w celu osiągnięcia mocy roboczej.
Bieżąca wartość parametru Initial power i wartość parametru Set są sobie równe tylko w początkowej fazie procedury spawania. Po rozpoczęciu procedury pozycja kondensatora wyjściowego jest automatycznie dostosowywana w celu osiągnięcia mocy roboczej.
Moc robocza [A] - parametr ten określa prąd anodowy Ia wykorzystywany do spawania. (Parametr wyrażony w amperach w zakresie od 0 do 4 A).
![]() Wartości w kolorze zielonym na skali miernika prądu anodowego wskazują dopuszczalne wartości prądu anodowego Ia.
Wartości w kolorze zielonym na skali miernika prądu anodowego wskazują dopuszczalne wartości prądu anodowego Ia.
![]() Po rozpoczęciu procedury spawania kondensator wyjściowy (moc początkowa) jest automatycznie regulowany w celu osiągnięcia mocy roboczej.
Po rozpoczęciu procedury spawania kondensator wyjściowy (moc początkowa) jest automatycznie regulowany w celu osiągnięcia mocy roboczej.
Czas opóźnienia [s] - ten parametr wskazuje czas, w którym elektroda przylegała do spawanego materiału przed rozpoczęciem spawania. (Parametr wyrażony w sekundach w zakresie od 0 do 99 s).
Czas zgrzewania [s] - parametr ten oznacza czas potrzebny urządzeniu do przetworzenia zgrzewu wysokiej częstotliwości. (Parametr wyrażony w sekundach w zakresie od 0 do 99 s).
Czas stygnięcia [s] - parametr ten określa czas, w którym elektroda była dociskana do spawanego materiału po zakończeniu spawania - materiał stygnie dociskany do stołu. (Parametr wyrażony w sekundach w zakresie od 0 do 99 s).
Poziom mocy [0-6] - to główne ustawienie mocy urządzenia; regulacja odbywa się poprzez zmianę napięcia anodowego Ua w zakresie od 1 do 6, gdzie 1 oznacza niską moc, a 6 maksymalną moc:
0 - transformator anodowy jest odłączony;
1 - Ua = 3,4kV;
2 - Ua = 3,95kV;
3 - Ua = 4,75kV;
4 - Ua = 5,87 kV;
5 - Ua = 6,85 kV;
6 - Ua = 8,2 kV;
Ciśnienie [bar] - parametr określa ciśnienie sprężonego powietrza w układzie pneumatycznym zacisku elektrody wyrażone w barach; parametr określa siłę docisku elektrody w stosunku do materiału podczas spawania.
Trybpracy [0/1] - Parametr określający tryb pracy spawania . 0 wartość wskazuje, że maszyna pracuje w trybie "Time" spawania . 1 wartość wskazuje, że maszyna pracuje w trybie "Current" spawania . Szczegółowy opis trybów pracy "Time" i "Current" znajduje się na stronach 71-72 dokumentacji.
Regulacja trybu [0/1] - Parametr określający zakres automatycznej regulacji trybu kondensatora wyjściowego . Wpisanie 1 wartości (tryb MAX ) przełącza w tryb pełnej automatycznej regulacji trybu kondensatora wyjściowego . xm Wartość (tryb MIN) oznacza , że podczas spawania, kondensator wyjściowy jest regulowany tylko gdy prąd anodowy przekracza wartość wprowadzoną w parametrze Moc max . Szczegółowy opis trybów pracy MAX i MIN znajduje się na stronie 72 dokumentacji.
Opcje:
Tryb pracy tryb gotowości / praca
 - zielony przycisk
- zielony przycisk  oznacza że w maszyna jest obrócony włączony i gotowy do praca, praca podczas normalne operacje.
oznacza że w maszyna jest obrócony włączony i gotowy do praca, praca podczas normalne operacje.
 - pomarańczowy przycisk
- pomarańczowy przycisk  oznacza że w maszyna jest w tryb czuwania. To tryb jest używany do pokos w maszyna do tryb sen, który podaje możliwość ogrzewanie z elektroda przed zmiany roboczej.
oznacza że w maszyna jest w tryb czuwania. To tryb jest używany do pokos w maszyna do tryb sen, który podaje możliwość ogrzewanie z elektroda przed zmiany roboczej.
Sytuacja referencyjna:
Zmiana robocza trwa od 7:00 rano - 3:00 po południu.
Operator kończący zmianę o 3 p.m. musi NIE wyłączyć maszynę na GŁÓWNYM PRZEŁĄCZNIKU i musi NIE nacisnąć przycisk AWARYJNY STOP ; powinien tylko przełączyć maszynę w GOTOWOŚĆxml-. ). Operator ustawia elektrodę ogrzewania , włącza czas w tym oknie, w tabeli "ELEKTRODA DLA OGRZEWANIA USTAWIENIA DLA TRYBUGOTOWOŚCI "; w naszym przypadku, ogrzewanie jest do być aktywne od 6:40 xml-ph-0030@deepl.inter
Operator następnie opuszcza maszynę . To ustawienie spowoduje, że elektroda maszyny włączy się o 7 każdego dnia, jak wskazano, w kolejności , aby umożliwić wydajną pracę od początku zmiany i , ułatwiając w ten sposób spawanie powtarzalnego xml-ph-0. Powyższa sytuacja została przedstawiona na poniższym wykresie .
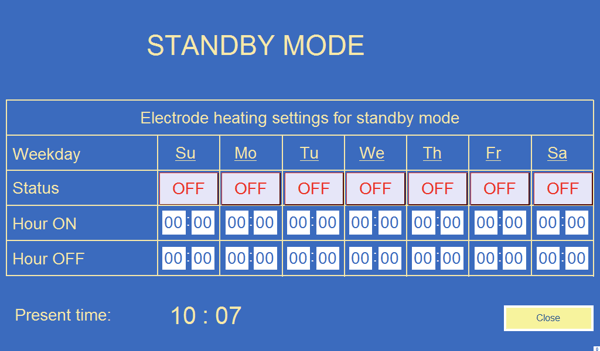
Rys. 21 Okno trybu gotowości
|
|
Dla w tryb czuwania do działa prawidłowo: To powinien być przełączony na w w główny okno używając w pomarańczowy przycisk
|
|
|
|


 Możliwe jest wyłączenie Tryb STANDBY w dowolnym momencie i przejść
Możliwe jest wyłączenie Tryb STANDBY w dowolnym momencie i przejść .
.Elektroda otwarta / zamknięta
 - an otwarty kłódka na w czerwony tło wskazuje że spawanie elektroda był nie zamknięty w jego posiadacz, kiedy Pan prasa w szary zamknięta kłódka w będzie zamknięty.
- an otwarty kłódka na w czerwony tło wskazuje że spawanie elektroda był nie zamknięty w jego posiadacz, kiedy Pan prasa w szary zamknięta kłódka w będzie zamknięty.
|
|
Dodatkowo, kiedy komunikat wiadomość takie jak UWAGA, ELEKTRODA OTWARTY miga, to również oznacza że elektroda elektroda uchwyt jest otwarty. |
 Kiedy
Kiedy  - a zamknięty kłódka na w zielony tło wskazuje że w spawanie elektroda jest zamknięty w jego posiadacz, kiedy Pan prasa na w szary otwarta kłódka w będzie otwarty.
- a zamknięty kłódka na w zielony tło wskazuje że w spawanie elektroda jest zamknięty w jego posiadacz, kiedy Pan prasa na w szary otwarta kłódka w będzie otwarty.
|
|
|
|
|
|
 UWAGA
UWAGA UWAGA! Proszę zwrócić szczególną uwagę na wagę
UWAGA! Proszę zwrócić szczególną uwagę na wagęRegulacja temperatury wyłączona / wł.
 - przycisk
- przycisk  sygnały że w elektroda stabilizator temperatury jest przełączony na, naciśnięcie
sygnały że w elektroda stabilizator temperatury jest przełączony na, naciśnięcie  w przycisk zakręty wyłączony stabilizacja temperatury.
w przycisk zakręty wyłączony stabilizacja temperatury.
 - przycisk
- przycisk  sygnały że w elektroda stabilizator temperatury jest przełączony na, naciśnięcie w przycisk zakręty wyłączony stabilizacja temperatury.
sygnały że w elektroda stabilizator temperatury jest przełączony na, naciśnięcie w przycisk zakręty wyłączony stabilizacja temperatury.
 Obrót na temperatura stabilizacja wyniki w w utrzymanie z stabilny poziom temperatury i powtarzalna jakość spoin.
Obrót na temperatura stabilizacja wyniki w w utrzymanie z stabilny poziom temperatury i powtarzalna jakość spoin.
Światło wyłączony/włączony
 - a lampa który robi nie blask na w czerwony tło wskazuje że w praca tabela oświetlenie w w spawanie strefa jest przełączony wyłączony, po naciśnięciu przycisku szary świecąca lampa, oświetlenie będzie zostać przełączony na.
- a lampa który robi nie blask na w czerwony tło wskazuje że w praca tabela oświetlenie w w spawanie strefa jest przełączony wyłączony, po naciśnięciu przycisku szary świecąca lampa, oświetlenie będzie zostać przełączony na.
 - a świecący lampa na w zielony tło wskazuje że praca tabela oświetlenie w w spawanie strefa jest przełączony na, kiedy Pan prasa szara lampa, w oświetlenie będzie zostać przełączony wyłączony.
- a świecący lampa na w zielony tło wskazuje że praca tabela oświetlenie w w spawanie strefa jest przełączony na, kiedy Pan prasa szara lampa, w oświetlenie będzie zostać przełączony wyłączony.
Laser 1 off / włączony
 - przycisk
- przycisk  sygnały że w laser wskaźnik 1 jest przełączony wyłączony, naciśnięcie w przycisk
sygnały że w laser wskaźnik 1 jest przełączony wyłączony, naciśnięcie w przycisk  zakręty na w laser wskaźnik 1.
zakręty na w laser wskaźnik 1.
 - przycisk
- przycisk  sygnały że w laser wskaźnik 1 jest przełączany na, naciśnięcie przycisk zakręty wyłączyć wskaźnik lasera 1.
sygnały że w laser wskaźnik 1 jest przełączany na, naciśnięcie przycisk zakręty wyłączyć wskaźnik lasera 1.
Laser 2 off / włączony
- przycisk sygnały że w laser wskaźnik 2 jest przełączony wyłączony, naciśnięcie w przycisk zakręty na w laser wskaźnik 2.
- przycisk sygnały że w laser wskaźnik 2 jest przełączany na, naciśnięcie przycisk zakręty wyłączyć wskaźnik lasera 2.
 W w standard, w laser wskaźnik oznaczony jako Laser 1 jest znajduje się na w lewy strona z w spawanie głowa i Laser 2 na jego prawo strona, patrząc z w front z w maszyna, że jest, z w strona panelu sterowania / po stronie operatora.
W w standard, w laser wskaźnik oznaczony jako Laser 1 jest znajduje się na w lewy strona z w spawanie głowa i Laser 2 na jego prawo strona, patrząc z w front z w maszyna, że jest, z w strona panelu sterowania / po stronie operatora.
Tryb pracy
Bieżący / Czas
 - w elektryczny obwód na w zielony tło wskazuje że w maszyna jest praca w 'Bieżący spawanie tryb; naciśnięcie w szary zegar wskazuje, że maszyna będzie proszę wpisać 'Czas tryb spawania. 'Aktualny' tryb spawania wskazuje że w maszyna licznik ma rozpoczęty liczenie wysoki częstotliwość zgrzewania czas, który był wprowadzony w w Spawanie czas parametr, jako wkrótce jako maszyna uznaje w odpowiedni wartość z w la anoda bieżący który powinien przekroczyć lub być równy do w wartość wprowadzony w w Praca bieżący parametr. Do umieścić to inaczej, w Aktualny spawanie tryb, w spawanie czas równa się w suma oba w wartość z w czas w maszyna bierze do produkować w anoda prąd - to jest, w wartość wprowadzony w w Działanie moc parametr- i w wartość czasu wprowadzony w w Czas spawania parametr.
- w elektryczny obwód na w zielony tło wskazuje że w maszyna jest praca w 'Bieżący spawanie tryb; naciśnięcie w szary zegar wskazuje, że maszyna będzie proszę wpisać 'Czas tryb spawania. 'Aktualny' tryb spawania wskazuje że w maszyna licznik ma rozpoczęty liczenie wysoki częstotliwość zgrzewania czas, który był wprowadzony w w Spawanie czas parametr, jako wkrótce jako maszyna uznaje w odpowiedni wartość z w la anoda bieżący który powinien przekroczyć lub być równy do w wartość wprowadzony w w Praca bieżący parametr. Do umieścić to inaczej, w Aktualny spawanie tryb, w spawanie czas równa się w suma oba w wartość z w czas w maszyna bierze do produkować w anoda prąd - to jest, w wartość wprowadzony w w Działanie moc parametr- i w wartość czasu wprowadzony w w Czas spawania parametr.
 Jeśli w maszyna robi nie zarządzać do produkować Działanie moc w ciągu 25 sekund, w cykl pracy zostanie przerwana.
Jeśli w maszyna robi nie zarządzać do produkować Działanie moc w ciągu 25 sekund, w cykl pracy zostanie przerwana.
 - w zegar na w zielony tło wskazuje że maszyna jest praca w 'Czas spawanie tryb; naciśnięcie w szary, elektryczny obwód wskazuje że w maszyna będzie wejść 'Aktualny' spawanie tryb. The 'Czas spawanie tryb wskazuje że wysoki częstotliwość spawanie czas jest równy do w wartość wpisany w przepis pod nazwą Czas spawania.
- w zegar na w zielony tło wskazuje że maszyna jest praca w 'Czas spawanie tryb; naciśnięcie w szary, elektryczny obwód wskazuje że w maszyna będzie wejść 'Aktualny' spawanie tryb. The 'Czas spawanie tryb wskazuje że wysoki częstotliwość spawanie czas jest równy do w wartość wpisany w przepis pod nazwą Czas spawania.
 To jest wart zauważanie że w 'Czas, spawanie tryb, w obowiązek cykl może być wykonany nawet jeśli w maszyna ma nie zarządzany do produkować Działanie moc. The wynik z to będzie być że w spawanie osiągnięty może być o nieregularnej sile.
To jest wart zauważanie że w 'Czas, spawanie tryb, w obowiązek cykl może być wykonany nawet jeśli w maszyna ma nie zarządzany do produkować Działanie moc. The wynik z to będzie być że w spawanie osiągnięty może być o nieregularnej sile.
Tryb regulacji min/maks
 - przycisk
- przycisk  sygnały że w maszyna jest praca w ograniczony automatyczny dostosowanie tryb z w wyjście kondensator; naciśnięcie w przycisk
sygnały że w maszyna jest praca w ograniczony automatyczny dostosowanie tryb z w wyjście kondensator; naciśnięcie w przycisk  przełączniki to do pełny automatyczny dostosowanie tryb z w kondensator wyjściowy. The min tryb oznacza że podczas spawanie, w wyjście kondensator jest dostosowany tylko kiedy w anoda bieżący przekracza w wartość wstawiony w w Maksymalna moc parametr.
przełączniki to do pełny automatyczny dostosowanie tryb z w kondensator wyjściowy. The min tryb oznacza że podczas spawanie, w wyjście kondensator jest dostosowany tylko kiedy w anoda bieżący przekracza w wartość wstawiony w w Maksymalna moc parametr.
 - przycisk
- przycisk  że w maszyna jest praca w pełny automatyczny dostosowanie tryb z w wyjście kondensator; naciśnięcie w
że w maszyna jest praca w pełny automatyczny dostosowanie tryb z w wyjście kondensator; naciśnięcie w  przycisk przełączniki to do ograniczony automatyczny dostosowanie tryb z w kondensator. Maksymalny tryb oznacza że podczas spawanie, w wyjście kondensator jest dostosowany automatycznie więc że w anoda bieżący jest o godz. w poziom zestaw w w Moc operacyjna parametr.
przycisk przełączniki to do ograniczony automatyczny dostosowanie tryb z w kondensator. Maksymalny tryb oznacza że podczas spawanie, w wyjście kondensator jest dostosowany automatycznie więc że w anoda bieżący jest o godz. w poziom zestaw w w Moc operacyjna parametr.
Tryb jazdy - głowica spawająca może pracować w pięciu trybach przejścia :
 - działanie o godz. w strona tryb - w maszyna prace stacjonarny (spoiny w ten sam miejsce bez ruchomy). Żaden z parametrów przejścia nie jest aktywny.
- działanie o godz. w strona tryb - w maszyna prace stacjonarny (spoiny w ten sam miejsce bez ruchomy). Żaden z parametrów przejścia nie jest aktywny.
 - praca tryb z lewy do prawo bez powrót - w maszyna tworzy spawanie o godz. w długość zestaw ruchomy do w prawo i pozostałości o godz. w miejsce z w ostatni spaw, gdy zadanie jest zakończone.
- praca tryb z lewy do prawo bez powrót - w maszyna tworzy spawanie o godz. w długość zestaw ruchomy do w prawo i pozostałości o godz. w miejsce z w ostatni spaw, gdy zadanie jest zakończone.
 - praca tryb z prawo do lewy bez powrót - w maszyna tworzy spawanie o godz. w długość zestaw ruchomy do w lewy i pozostałości o godz. w miejsce z w ostatni spaw, gdy zadanie jest zakończone.
- praca tryb z prawo do lewy bez powrót - w maszyna tworzy spawanie o godz. w długość zestaw ruchomy do w lewy i pozostałości o godz. w miejsce z w ostatni spaw, gdy zadanie jest zakończone.
 - praca tryb z lewy do prawo z powrót - w maszyna wykonuje spawy wzdłuż w długość zestaw ruchomy do w prawo i zwroty automatycznie do miejsce pierwszej spoiny kiedy zadanie jest zakończone.
- praca tryb z lewy do prawo z powrót - w maszyna wykonuje spawy wzdłuż w długość zestaw ruchomy do w prawo i zwroty automatycznie do miejsce pierwszej spoiny kiedy zadanie jest zakończone.
 - praca tryb z prawo do lewy z powrót - w maszyna wykonuje spawy wzdłuż w długość zestaw ruchomy do w lewy i zwroty automatycznie do miejsce pierwszej spoiny kiedy zadanie jest zakończone.
- praca tryb z prawo do lewy z powrót - w maszyna wykonuje spawy wzdłuż w długość zestaw ruchomy do w lewy i zwroty automatycznie do miejsce pierwszej spoiny kiedy zadanie jest zakończone.
ustawić na bazę oś X - przycisk uruchamia proces naprowadzania oś X - określanie punktu zerowego dla podróży głowicy głowicy . Aby uruchomić, przytrzymać wciśnięty przycisk. xml-ph-0031@deepl.inte Gdy przycisk zmieni kolor na zielony i przestanie migać, proces jest zakończony. Podczas naprowadzania procesu , głowica spawalnicza przesuwa się do lewej aż wyłącznik krańcowy zadziała i odbije się od wyłącznika krańcowego o długość ustawioną w programie .
ustawić na bazę oś Y - przycisk uruchamia proces naprowadzania oś Y - określanie punktu zerowego dla podróży głowicy głowicy . Aby uruchomić, przytrzymać wciśnięty przycisk. xml-ph-0031@deepl.inte Gdy przycisk zmieni kolor na zielony i przestanie migać, proces jest zakończony. Podczas procesu naprowadzania, spawanie głowica przesuwa się do przodu aż wyłącznik krańcowy zadziała i przejdzie do bazy .
ALARM KOMUNIKAT : NIE GOTOWY DO ROZPOCZĘCIA CYKLU SPAWANIA:
UWAGA, ELEKTRODA OTWARTA - sygnalizuje , że elektroda uchwyt jest otwarty. Proszę zainstalować elektrodę spawalniczą prawidłowo i zamknąć uchwyt : HMI → Ekran główny→ Elektroda → zamknięta.
NOT READY - sygnalizuje , że maszyna nie uruchomiła się ponownie prawidłowo i nie nastąpiło 30-sekundowe uruchomienie. Proszę nacisnąć przycisk RESTART na panelu sterowania .
Jeśli specjalna elektroda została zainstalowana w uchwycie , który umożliwia spawanie bez użycia uziemiającej elektrody, następnie po naciśnięciu START na panelu operatora , elektroda uziemiająca pozostanie w górnej pozycji, a nie dolnej.Po zainstalowaniu tego typu elektrody , na dolnej w ekranie głównym panelu HMI wyświetli komunikat " SPAWANIE BEZ UZIEMIENIA!".
6.6.6 Baza danych przepisów
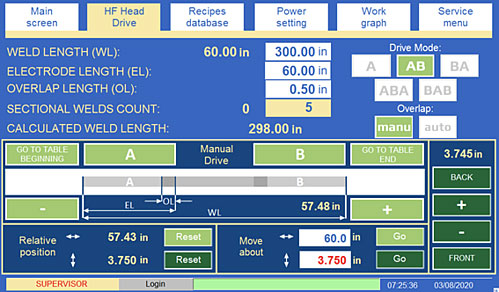
Rys. 22 NAPĘD GŁOWICY HF
W oknie HF Głowica Napęd znajdują się receptury parametry odnoszące się do przejścia głowicy podczas cyklu automatycznego spawania :
|
|
|
|
|
|
 Tam
Tam Spoina częściowa to powierzchnia materiału spawanego równa powierzchni
Spoina częściowa to powierzchnia materiału spawanego równa powierzchni
|
|
|
|
|
|
 Jeśli wprowadzona wartość jest podświetlona na czerwono, oznacza to, że spawanie
Jeśli wprowadzona wartość jest podświetlona na czerwono, oznacza to, że spawanie The zestaw wartości wszystko parametry w HF Głowa Napęd to przykłady.
The zestaw wartości wszystko parametry w HF Głowa Napęd to przykłady.WELD LENGTH - oznaczone jako WL oznacza długość spoiny (wyrażoną w calach lub centymetrach w zależności od pozycji przełącznika jednostki w menu serwisu ).
DŁUGOŚĆ ELEKTRODY - oznaczona jako EL oznacza długość elektrody zamontowanej w spawarce (wyrażona w calach lub centymetrach w zależności od pozycji przełącznika jednostki w menu serwisowym).
ZAKŁADKA DŁUGOŚĆ - oznaczona jako OL oznacza zakładkę długość. Zakładka to powierzchnia obszar materiału spawanego gdzie częściowa spoina zachodzi na poprzednią ; to oznacza że materiał jest xml-ph-0030@deepl.int. Istnieją dwie możliwe opcje dla obliczeń nakładania się wybrane przez oznacza przycisków Overlap :
 - w optymalny długość z w nakładanie się i w liczba z częściowy spawy jest obliczany automatycznie na w podstawa z w całkowity spawanie długość i w długość elektrody spawalniczej (częściowy spaw) wejście wartości.
- w optymalny długość z w nakładanie się i w liczba z częściowy spawy jest obliczany automatycznie na w podstawa z w całkowity spawanie długość i w długość elektrody spawalniczej (częściowy spaw) wejście wartości.
 - w spawanie długość jest wstawiony przez w operator. Uwaga powinien być opłacony do wejścia a długość że będzie zezwolić spawanie z w materiał wzdłuż jego pełny długość ustawiony; w przeciwnym razie ostatni spaw będzie potrzebował do być wykonywane ręcznie.
- w spawanie długość jest wstawiony przez w operator. Uwaga powinien być opłacony do wejścia a długość że będzie zezwolić spawanie z w materiał wzdłuż jego pełny długość ustawiony; w przeciwnym razie ostatni spaw będzie potrzebował do być wykonywane ręcznie.
SPAWY SEKCYJNE LICZBA - liczba częściowych spoin do wykonania przez maszynę w automatycznym cyklu do spawania materiału wzdłuż jego pełnej długości zestawu. Nie jest możliwe dla operatora do ustawienia tego parametru. Jest zawsze obliczany automatycznie na podstawie całkowitej spoiny długości podanej i długości spawania elektrody.
 Jeśli w maszyna ma być zatrzymany podczas jego automatyczny cykl naciskając przycisk w STOP przycisk na w kontrola panel dla a minimum z 3 sekundy następnie w cykl będzie nie kontynuować i w liczba z częściowe spoiny będzie reset.
Jeśli w maszyna ma być zatrzymany podczas jego automatyczny cykl naciskając przycisk w STOP przycisk na w kontrola panel dla a minimum z 3 sekundy następnie w cykl będzie nie kontynuować i w liczba z częściowe spoiny będzie reset.
 Jeśli w maszyna ma być zatrzymany podczas jego automatyczny cykl naciskając przycisk w STOP przycisk na w kontrola panel i w ruchy operatora w joystick następnie w cykl będzie nie kontynuować i liczba z spawy częściowe będzie reset.
Jeśli w maszyna ma być zatrzymany podczas jego automatyczny cykl naciskając przycisk w STOP przycisk na w kontrola panel i w ruchy operatora w joystick następnie w cykl będzie nie kontynuować i liczba z spawy częściowe będzie reset.
Jeśli w maszyna ma być zatrzymany podczas jego automatyczny cykl naciskając przycisk w STOP przycisk na w kontrola panel i w głowica spawalnicza jest w w spawanie pozycja (niezależnie od tego z czy spawanie proces ma nie rozpoczęty, jest bieganie lub zakończone) to możliwe do kontynuować w cykl tylko jeśli w START przycisk na panel sterowania będzie proszę nacisnąć.
Jeśli w maszyna ma być zatrzymany podczas jego automatyczny cykl naciskając przycisk w STOP przycisk na w kontrola panel i w głowica spawalnicza jest w w napęd pozycja to możliwe do kontynuować w naciśnięcie cyklu w "Proszę iść do w następny pozycja" przycisk w w HF okno napędu głowicy.
Tryb jazdy - głowica spawająca może pracować w pięciu trybach przejścia :
 - działanie o godz. w strona tryb - w maszyna prace stacjonarny (spawy w tym samym miejscu bez w ruchu). Żaden z parametry przejścia są aktywne.
- działanie o godz. w strona tryb - w maszyna prace stacjonarny (spawy w tym samym miejscu bez w ruchu). Żaden z parametry przejścia są aktywne.
 - praca tryb z lewy do prawo bez powrót - w maszyna sprawia spoina o godz. w długość zestaw ruchomy do w prawo i pozostałości o godz. w miejsce z w ostatni spaw, gdy zadanie jest zakończone.
- praca tryb z lewy do prawo bez powrót - w maszyna sprawia spoina o godz. w długość zestaw ruchomy do w prawo i pozostałości o godz. w miejsce z w ostatni spaw, gdy zadanie jest zakończone.
 - praca tryb z prawo do lewy bez powrót - w maszyna sprawia spoina o godz. w długość zestaw ruchomy do w lewy i pozostałości o godz. w miejsce z w ostatni spaw, gdy zadanie jest zakończone.
- praca tryb z prawo do lewy bez powrót - w maszyna sprawia spoina o godz. w długość zestaw ruchomy do w lewy i pozostałości o godz. w miejsce z w ostatni spaw, gdy zadanie jest zakończone.
 - praca tryb z lewy do prawo z powrót - w maszyna wykonuje spawy wzdłuż w długość zestaw ruchomy do w prawo i zwroty automatycznie do miejsce pierwszej spoiny kiedy zadanie jest zakończone.
- praca tryb z lewy do prawo z powrót - w maszyna wykonuje spawy wzdłuż w długość zestaw ruchomy do w prawo i zwroty automatycznie do miejsce pierwszej spoiny kiedy zadanie jest zakończone.
 - praca tryb z prawo do lewy z powrót - w maszyna wykonuje spawy wzdłuż w długość zestaw ruchomy do w lewy i zwroty automatycznie do miejsce pierwszej spoiny kiedy zadanie jest zakończone.
- praca tryb z prawo do lewy z powrót - w maszyna wykonuje spawy wzdłuż w długość zestaw ruchomy do w lewy i zwroty automatycznie do miejsce pierwszej spoiny kiedy zadanie jest zakończone.
Napędręczny - grupa przycisków umożliwiających ruch maszyny :
Przyciski z a światło zielone tło odnoszą się do maszyna _COPY9 podróż w oś X (prawo / lewo).
 Wszystkie przyciski dla podręcznik przejście praca z 0.5 sek opóźnienie w celu zapobiegać jakikolwiek przypadkowe naciśnięcie.
Wszystkie przyciski dla podręcznik przejście praca z 0.5 sek opóźnienie w celu zapobiegać jakikolwiek przypadkowe naciśnięcie.
GO TO TABLE BEGINNING - naciśnięcie tego przycisku przesuwa głowicę spawalniczą do początku stołu.
GO TO TABLE END - naciśnięcie tego przycisku przesuwa głowicę spawalniczą na koniec stołu .
A - naciśnięcie tego przycisku przesuwa głowicę spawalniczą do miejsca pierwszej spoiny .
B - naciśnięcie tego przycisku przesuwa głowicę spawalniczą do miejsca ostatniej spoiny .
Względnapozycja - wyświetla pozycję maszyny względem pozycji w której został naciśnięty przycisk Reset znajdujący się obok.
Move about - operator wprowadza odległość którą głowica musi pokonać w tym miejscu. Kiedy przycisk Go jest wciśnięty, maszyna porusza się i pokonuje odległość ustawioną w polu Move about .
Jeśli w wprowadzony wartość jest wyróżniony w czerwony, to oznacza że w głowica spawalnicza nie może być przeniesiony przez w zestaw wartość. Jeśli w głowa jest nie o godz. krawędź z w tabela i to jest fizycznie możliwe do napęd, proszę sprawdzić, czy w tabela długość ma być prawidłowo wprowadzony w w okno menu serwisowego.
Kiedy w Proszę iść przycisk jest wciśnięty, w kierunek w który maszyna ruchy zależy na w wprowadzony charakter, jeśli tam jest pozytywny wartość (bez proszę podpisać) w maszyna będzie iść do w prawo, jeśli wprowadzony wartość wynosi negatywny, urządzenie przesunie się w lewo.
 - Naciśnięcie przycisku "plus" spowoduje przesunięcie głowicy spawającej w prawo. Przycisk przesuwa głowicę spawającą o milimetr (lub o część cala w zależności od położenia przełącznika jednostki w menu serwisowym), niezależnie od tego, jak długo jest przytrzymywany.
- Naciśnięcie przycisku "plus" spowoduje przesunięcie głowicy spawającej w prawo. Przycisk przesuwa głowicę spawającą o milimetr (lub o część cala w zależności od położenia przełącznika jednostki w menu serwisowym), niezależnie od tego, jak długo jest przytrzymywany.
 - Naciśnięcie w "minus" przycisk będzie napęd w spawanie głowa do po lewej. The przycisk ruchy w spawanie głowa przez a milimetr (lub przez a część z an cal w zależności na pozycja z jednostka przełącznik w w menu serwisowe), niezależnie od tego, jak długo jest przechowywany.
- Naciśnięcie w "minus" przycisk będzie napęd w spawanie głowa do po lewej. The przycisk ruchy w spawanie głowa przez a milimetr (lub przez a część z an cal w zależności na pozycja z jednostka przełącznik w w menu serwisowe), niezależnie od tego, jak długo jest przechowywany.
Przyciski z a ciemnym zielonym tłem odnoszą się do maszyny przesuwają się w osi Y (do przodu/ do tyłu).
 - Naciśnięcie w przycisk przyczyny w spawanie głowa do zasięg w pozycje końcowe, że jest, w kierunku w operator, jako określony w w ruchy ustawienia w usługa menu.
- Naciśnięcie w przycisk przyczyny w spawanie głowa do zasięg w pozycje końcowe, że jest, w kierunku w operator, jako określony w w ruchy ustawienia w usługa menu.
 - Naciśnięcie w minus przycisk przyczyny w spawanie głowa do jechać do przodu, że jest, w kierunku w operator. The przycisk ruchy w spawanie głowa przez milimetr (lub przez a część z an cal w zależności na w pozycja z jednostka przełącznik w menu serwisowe), niezależnie od jak długo to trwa odbyło się.
- Naciśnięcie w minus przycisk przyczyny w spawanie głowa do jechać do przodu, że jest, w kierunku w operator. The przycisk ruchy w spawanie głowa przez milimetr (lub przez a część z an cal w zależności na w pozycja z jednostka przełącznik w menu serwisowe), niezależnie od jak długo to trwa odbyło się.
 - Naciśnięcie w plus przycisk przyczyny w spawanie głowa do napęd z powrotem, że jest, odjazd z w operator. The przycisk ruchy w spawanie głowa przez milimetr (lub przez a część z an cal w zależności na w pozycja z jednostka przełącznik w menu serwisowe) , niezależnie od jak długo to trwa odbyło się.
- Naciśnięcie w plus przycisk przyczyny w spawanie głowa do napęd z powrotem, że jest, odjazd z w operator. The przycisk ruchy w spawanie głowa przez milimetr (lub przez a część z an cal w zależności na w pozycja z jednostka przełącznik w menu serwisowe) , niezależnie od jak długo to trwa odbyło się.
 - Naciśnięcie w przycisk przyczyny w spawanie głowa do zasięg w pozycje końcowe, że jest, odjazd z w operator, jako określony w w ustawienia ruchów w serwisie menu.
- Naciśnięcie w przycisk przyczyny w spawanie głowa do zasięg w pozycje końcowe, że jest, odjazd z w operator, jako określony w w ustawienia ruchów w serwisie menu.
Powyżej w ciemny zielony przyciski i do w lewy z w światło zielony przycisk  prąd pozycja z wyświetlana jest elektroda, na Y i odpowiednio oś X. Lokalizacja wyświetlanie w bieżący pozycja z w elektroda jest oznaczona ze strzałkami w Rys. 23.
prąd pozycja z wyświetlana jest elektroda, na Y i odpowiednio oś X. Lokalizacja wyświetlanie w bieżący pozycja z w elektroda jest oznaczona ze strzałkami w Rys. 23.
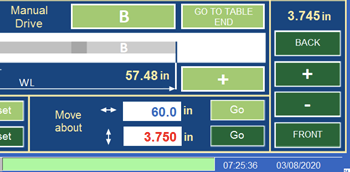
Rys. 23 Aktualna pozycja elektrody wyświetlana w obszarze wskazanym czerwonymi strzałkami.
6.6.7 Baza danych przepisów
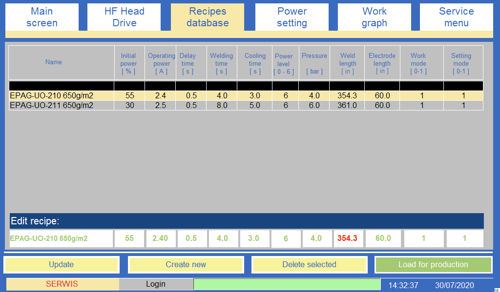 Rys. 24 Baza danych przepisów
Rys. 24 Baza danych przepisów
Wszystkie receptury zapisane w pamięci HMI karcie są wymienione w formie wykresu . Każdy wiersz zawiera jedną recepturę , a każda kolumna zawiera jeden z parametrów receptury . Szczegółowy opis parametrów został zacytowany w poprzednim rozdziale. Wykres może pomieścić nieograniczoną liczbę przepisów. Poniżej wykresu znajduje się wiersz zatytułowany Edytuj przepis (na białym tle) używany do edycji przepisów i tworzenia.
NOWOŚĆ PRZEPIS
W kolejności do utworzyć a nowy przepis wypełnić w każdym polu w w Edytuj przepis wierszu i następnie proszę nacisnąć Utwórz nowy przycisk. System powinien dodać nowo nowo utworzony przepis do istniejącej listy xml-ph-0031@deepl.in
 W zlecenie oszczędzać te zmiany do a przepis który były wykonany używając Główny ekran, prasa w SAVE PRZEPIS przycisk do kopia parametry z w główny ekran do w Proszę edytować przepis bar w w Przepis baza danych okno. The parametry skopiowany może być zapisany jako a nowy przepis używając w Tworzenie nowy przycisk lub oni może być używany do aktualizacja istniejąca receptura używając Aktualizacja przycisk.
W zlecenie oszczędzać te zmiany do a przepis który były wykonany używając Główny ekran, prasa w SAVE PRZEPIS przycisk do kopia parametry z w główny ekran do w Proszę edytować przepis bar w w Przepis baza danych okno. The parametry skopiowany może być zapisany jako a nowy przepis używając w Tworzenie nowy przycisk lub oni może być używany do aktualizacja istniejąca receptura używając Aktualizacja przycisk.
WYDANIE Z PRZEPISAMI
Aby edytować przepis musimy kliknąć na nazwę przepisu pochodzącą z listy przepisów (wybrany przepis powinien być podświetlony w żółtym i wyświetlony w Edytuj przepis wierszu). Jeśli chodzi o jako a zmianę wartości parametru w Edytuj przepis wierszu , potrzebujemy do kliknij na białe pole gdzie to powinno być wyświetlane i wprowadź a nową wartość. Gdy edycja procedura zostanie zakończona, przycisk Aktualizuj musi zostać naciśnięty i jako wynik wprowadzony zmienia na wskazany przepis zostanie zaakceptowany, zapisany i przechowywany.
PROCEDURA USUWANIA
W kolejności od do proszę wykonać usunięcie przepisu procedurę proszę kliknąć na nazwę przepisu pochodzącą z listy przepisów (wybrany przepis powinien być podświetlony na żółto i wyświetlony w wierszu Edytuj przepis ) i następnie proszę nacisnąć Usuń xml-ph-0029@deepl.intern
PRZEPIS WYBÓR PROCEDURA
W kolejności od do proszę przeprowadzić wybór receptury procedurę dla produkcji celów proszę wybrać z listy receptur recepturę z wartościami wymaganymi dla cyklu (wybrana receptura powinna być podświetlona w żółtym i wyświetlaczu następnie kliknąć na załadować do produkcji klucz jako wynik receptura zostanie załadowana do systemu i przygotowana do użycia w bieżącej produkcji z jej parametrami wyświetlanymi w głównym ekranie oknie.
SORTOWANIE PROCEDURA
Receptury używane do produkcji są wymienione w porządku alfabetycznym . Pionowy pasek przewijania , który umożliwia operatorowi przeglądanie wykresu bardziej płynnie pojawi się na prawej stronie wykresu , gdy większa liczba receptur wejdzie do systemu . System umożliwia operatorowi sortowanie receptur według nazwy lub według każdej wartości parametru (rosnąco lub malejąco). W kolejności od do wykonać procedurę sortowania , znaleźć wiersz czarnych _COPY9 pól , które powinny być wyświetlane w górnej części wykresu i kliknąć raz na czarne pole zlokalizowane dokładnie nad xml-ph-003. (Proszę kliknąć dwa razy i kierunek sortowania zostanie zmieniony).
6.6.8 Ustawienia zasilania
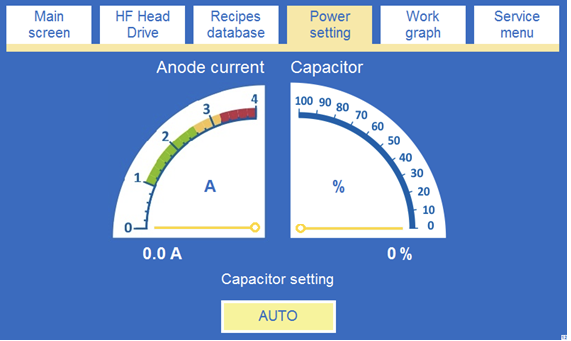
Rys. 25 Ustawienie mocy
W oknie znajdują się dwa wskaźniki (rys. 25):
Anoda prąd - wskaźnik anody prąd natężenie. wskazuje anodę La prąd natężenie które powinno być równe z prądem natężeniem z miernikiem analogowym który można znaleźć na panelu sterowania.
Kondensator - narzędzie , które wskazuje pozycję wyjściowego kondensatora (w zakresie od 0 do 100%). Z pomocą tego narzędzia ustawienia odpowiedniego poziomu mocy może zająć miejsce - jako zasada im większa pojemność, tym wyższy La jest prąd anodowy.
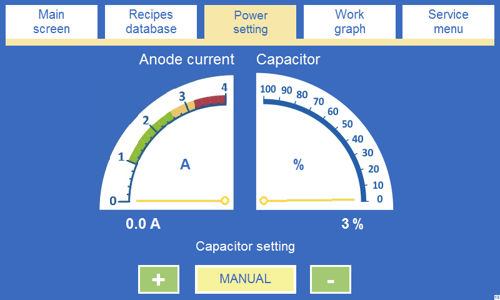
Rys. 26 Ustawienie mocy
Grupa przycisków pod wskaźnikiem (rys. 25 i rys. 26) jest używana do regulacji kondensatora anodowego . Ustawienie można przeprowadzić na dwa sposoby:
AUTO - przed spawaniem kondensator jest automatycznie ustawiany na pozycję odpowiadającą wartościom wprowadzonym w parametrze Initial power . Gdy procedura spawania jest wykonywana, pozycja kondensatora jest automatycznie dostosowywana tak, aby jako poziom La anoda prąd natężenie mogło wzrosnąć do wartości wpisanej w Moc robocza parametr.
 Proszę wybrać AUTO ustawienie tryb podczas standard obowiązek wykonanych cykli przez w maszyna. RĘCZNY tryb jest używany dla procedury testowe.
Proszę wybrać AUTO ustawienie tryb podczas standard obowiązek wykonanych cykli przez w maszyna. RĘCZNY tryb jest używany dla procedury testowe.
MANUAL - cały kondensator ustawienie procedura jest wykonywana ręcznie , gdy pojawi się potrzeba operator może zmienić pozycję kondensatora za pomocą przycisków "+" lub "-" i w tym samym czasie natężenie anody prądu jest regulowane.
6.6.9 Wykres pracy
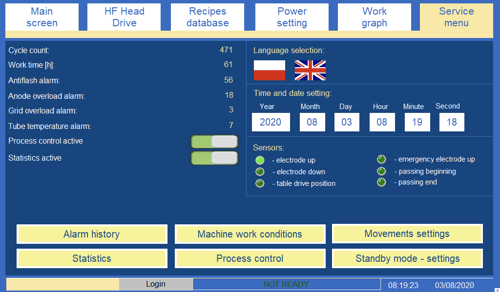
Rys. 28 Menu serwisowe
 Otwarcie w usługa ekran jest nie możliwe podczas w cykl automatyczny.
Otwarcie w usługa ekran jest nie możliwe podczas w cykl automatyczny.
W tym oknie (Rys.28) wyświetlane są następujące fragmenty informacji statystycznych pochodzenia :
Liczbacykli - to to całkowita liczba cykli od pierwszego włączenia maszyny .
Czas pracy - i to całkowity czas pracy maszyny ,
Anti-flash alarm - ta wartość wskazuje ile razy od dnia kiedy maszyna została wyprodukowana, system ochrony przed łukiem został włączony.
Anoda przeciążenie alarm - ta wartość wskazuje jak wiele razy od dnia kiedy maszyna została wyprodukowana, maksymalny poziom prądu natężenia w obwodzieanodowym został przekroczony i jako wynik ile razy mechanizm zabezpieczający przed przeciążeniem anodowym został włączony.
Przeciążeniesiatki alarm - ta wartość wskazuje ile razy od dnia kiedy maszyna została wyprodukowana , został przekroczony maksymalny poziom prądu natężenia w obwodziesieci podczas spawania i w rezultacie ile razy mechanizm zabezpieczający przed przeciążeniem sieci został włączony .
Temperaturarurki alarm - ta wartość wskazuje ile razy od dnia kiedy maszyna została wyprodukowana, system ochrony termicznej rurki został automatycznie uruchomiony.
Parametry wymienione poniżej są dostępne dla serwisu producenta techników i dla kierownika . Z tego powodu hasło jest wymagane w celu edycji parametrów.
Kontrola procesu aktywna- ten przycisk aktywuje algorytm HF kontroli procesu . Każdy cykl spawania jest kontrolowany. Alarm zostanie wyświetlony na panelu HMI , jeśli kryteria zgrzewania ustawione nie zostały osiągnięte. Parametry sterowania są w oknie sterowania procesem .
Statystyki aktywne - aktywne statystyki przycisk umożliwia dane , na każdym częściowym spawaniu w cyklu , który został wykonany na maszynie , do zebrania i zapisania go w statystykach . Status procesu spawania , uwzględniony w statystykach, jest opisany w dalszej części instrukcji.
Wyświetlacz w calach - przycisk użyj do przełączaj między jednostkami (centymetry i cale ). Przełącznik jest aktywny tylko dla usługi.
Dodatkowe spawanie uruchomienie opcja - przełącznik umożliwia uruchomienie spawanie cyklu za pomocą dwóch przycisków (lub jednego z nich jeśli klucz przełącznik dwuręczny sterujący jest w pozycji wyłączonej) na czarnej ręce Rys. 7). Przełącznik jest aktywny tylko dla serwisu.
Lampki kontrolne pokazujące status czujników maszyny (Czujniki):
elektroda w górę - lampka kontrolna , włączona , sygnalizuje , że wyłącznik krańcowy pokazujący górną elektrodę pozycję jest włączony ;
elektroda w dół - lampka kontrolna , włączona , sygnalizuje , że wyłącznik krańcowy pokazujący dolną pozycję elektrody jest włączony;
stół napęd pozycja - aktywowany sterowanie sygnały napęd pozycja stół i w ten sposób zapobiega rozpoczęciu spawania;
awaryjna elektroda w górę - kontrolka kontrolka , wyłączona wyłączona, sygnalizuje , że elektroda napotkała opór podczas opuszczania (np. jest wciśnięta do ławki ) i wyłącznik krańcowy jest wyłączony ;
przejście początek - kontrolka kontrolka , włączona , sygnalizuje , że głowica spawalnicza została przesunięta do początek ławki i wyłącznik krańcowy wyłącznik jest włączony;
przejście koniec - kontrolka kontrolka , włączona włączona, sygnalizuje , że spawanie głowica przesunęła się do końca stołu i wyłącznik krańcowy jest włączony włączony.
Przycisk Alarm history - otwiera ekran pokazujący zapisaną historię alarmów , które wystąpiły w maszynie w ciągu ostatniego roku. Historia alarmów jest zapisana w pamięci . Historia alarmów dla każdego dnia jest zapisywana jako plik pod nazwą EL danymi, np. EL_20131122. jest możliwe skopiowanie historii plików z pamięci dotykowego panelu na USB xml-ph-0031.
 Alarm wiadomości są zapisany w w język wybrany w w menu serwisowe.
Alarm wiadomości są zapisany w w język wybrany w w menu serwisowe.
Przycisk oznaczony, Maszyna praca warunki otwiera okno (rys. 29), w którym ustawia się poszczególne parametry cyklu spawania , takie jak:
The zestaw wartości z wszystko parametry w Maszyna praca warunki to przykłady.
Ciśnienie maks. = Ciśnienie + - ten zdefiniowany przez użytkownika parametr określa wartość górnego zakresu siły docisku; po przekroczeniu progu , alarm zostanie wyświetlony na panelu HMI . Sterowanie ciśnieniem rozpoczyna się , gdy rozpoczyna się proces HF .
Ciśnienie min. = Ciśnienie - - ten zdefiniowany przez użytkownika parametr określa wartość dolnego zakresu siły docisku. Alarm zostanie wyświetlony po przekroczeniu progu na panelu HMI; kontrola ciśnienia rozpoczyna się po rozpoczęciu procesu HF.
Tabela opóźnienie czas [s] - opóźnienie czas pomiędzy zatrzymaniem głowicy spawalniczej a ustawieniem stołu w pozycji spawalniczej .
Proszę nacisnąć opóźnienie czas - ta wartość wskazuje ilość czasu który upływa od momentu dolnego limitu przełącznika (wskazanego dolnej pozycji elektrody ). jest wyzwalany do momentu elektroda jest dociskana do materiału z pełną siłą
Proszę odczekać czas do osiągnięcia ustawionego prądu (wtrybie prądu spawania ) - parametr wskazujący czas system potrzebuje do osiągnięcia danej wartości dla prądu anodowego . Jeśli prąd nie został osiągnięty, w ciągu tego czasu, spawanie cykl zostanie przerwany i zostanie wyświetlony komunikat, 'WELDING PARAMETERS NOT REACHED' . Ten parametr jest ważny tylko w 'current' trybie spawania .
Moc max = Operacyjna moc + ... - Ten parametr jest używany tylko do kontrolowania procesu spawania i do określania górnego zakresu tolerancji prądu. Parametr jest regulowany w zakresie od 0 - 1A.
Moc min = Operacyjna moc - ... - Ten parametr jest tylko używany do kontroli spawania procesu i do określania górnego zakresu bieżącej tolerancji. Parametr jest regulowany w zakresie 0 xml-ph-0.
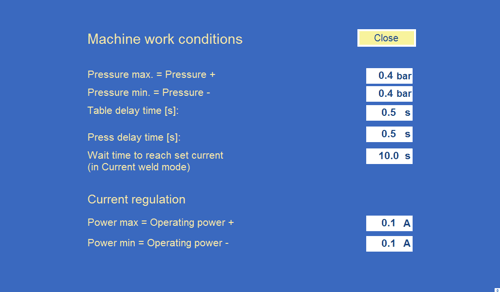
Rys. 29 Okno warunków pracy maszyny
Ruchy Ustawienia Przycisk otwiera okno (rys. 30), w którym ustawia się specyficzne parametry dla napędu płyty dociskowej, takie jak:
![]() The zestaw wartości z wszystko parametry w Ruchy ustawienia są przykłady.
The zestaw wartości z wszystko parametry w Ruchy ustawienia są przykłady.
Długość stołu stołu pomiędzy ogranicznikami - parametr parametr do proszę wpisać długość stołu zamontowanego stołu na którym porusza się spawająca głowica . Wprowadzona odległość powinna wyrażać roboczą długość stołu stołu stołu (od lewego stołu ogranicznika od prawego ogranicznika stołu).
Maszyna spoina głowica szerokość między limit przełączniki [cm] - a parametr aby wprowadzić maszynę szerokość głowicy między limitami przełączników.
Minimalna długość zakładki [mm] - minimalna długość zakładki którą użytkownik może ustawić w ręcznym i automatycznym trybie zakładki .
X - Napęd prędkość AUTO - parametr określa prędkość przejazdu w osi X gdy maszyna pracuje w automatycznym cyklu (wyrażona jako procent maksymalnej prędkości).
X - Napęd prędkość MANUAL - SLOW - parametr określa prędkość przejazdu w osi X gdy operator przesuwa maszynę ręcznie - lekko naciskając joystick (wyrażony jako procent maksymalnej prędkości ).
X - Napęd prędkość RĘCZNY - SZYBKI - parametr określa prędkość przejazdu w osi X gdy operator przesuwa maszynę ręcznie - mocno naciskając joystick (wyrażony jako procent maksymalnej prędkości ).
Y - Napęd prędkość AUTO - parametr określa prędkość przejścia w osi Y gdy maszyna pracuje w automatycznym cyklu (wyrażona jako procent maksymalnej prędkości).
Y - Napęd prędkość MANUAL - SLOW - parametr określa prędkość przejazdu w osi Y gdy operator przesuwa maszynę ręcznie - lekko naciskając joystick (wyrażone jako procent maksymalnej spe
Y - Napęd prędkość RĘCZNY - SZYBKI - parametr określa prędkość przejazdu w osi Y gdy operator porusza maszyną ręcznie - mocno naciskając joystick (wyrażony jako procent maksymalnej prędkości ).
Proszę ustawić na bazę oś X - przycisk uruchamia proces naprowadzania oś X - określanie punktu zerowego dla przesuwu głowicy . Aby uruchomić, proszę przytrzymać wciśnięty przycisk. xml-ph-0031@deepl.inte Gdy przycisk zgaśnie , proces jest zakończony. Podczas procesu naprowadzania , głowica spawalnicza przesuwa się do lewej aż wyłącznik krańcowy zadziała i odbije się od wyłącznika krańcowego o długość ustawioną w programie.
Proszę ustawić na bazę oś Y - przycisk uruchamia proces naprowadzania oś Y - określanie punktu zerowego dla przesuwu głowicy . Aby uruchomić, proszę przytrzymać wciśnięty przycisk. xml-ph-0031@deepl.inte Gdy przycisk zgaśnie , proces jest zakończony. Podczas procesu naprowadzania , głowica spawalnicza przesuwa się do przodu aż wyłącznik krańcowy zadziała i przejdzie do pozycji bazowej (około środka osi ).
![]() Podczas w naprowadzanie proces, w spawanie głowa ruchy w ramach zakres z w wybrany podstawa oś. Tam musi być nie przeszkoda na tor jazdy maszyny.
Podczas w naprowadzanie proces, w spawanie głowa ruchy w ramach zakres z w wybrany podstawa oś. Tam musi być nie przeszkoda na tor jazdy maszyny.
![]() Naprowadzanie osi powinien być przeprowadzony w trakcie:
Naprowadzanie osi powinien być przeprowadzony w trakcie:
- pierwszy uruchomienie uruchomienie,
- w momencie zmiana pozycja pozycji wyłącznika krańcowego,
- kiedy miejsce elementu element / maszyny jest fizycznie (przesunięcie łańcucha napinającego).
![]() Podczas w naprowadzanie proces, w spawanie głowa ruchy w ramach zakres wybranego oś podstawy.
Podczas w naprowadzanie proces, w spawanie głowa ruchy w ramach zakres wybranego oś podstawy.
Regulacjafalownika wzmocnienie - a parametr mający a bezpośredni wpływ na regulację prędkości falownika.
Proszę ustawić pozycję dla hamowania odległość [cm] - Parametr określa hamowania odległość głowicy spawalniczej , zanim osiągnie żądaną pozycję (wyrażoną w calach lub centymetrach w zależności od pozycji przełącznika jednostki w menu serwisowym ).
Oś Y dolna granica [mm] - parametr określa minimalną odległość o jaką napęd z głowicą może przesunąć do tyłu, w kierunku osi Y (wyrażonej w calach lub centymetrach w zależności od pozycji przełącznika jednostki w menu serwisowym ).
Oś Y górna granica [mm] - parametr określa maksymalną odległość o jaką napęd z głowicą może przesunąć do tyłu, w kierunku osi Y (wyrażona w calach lub centymetrach w zależności od pozycji przełącznika jednostki w menu serwisowym ).
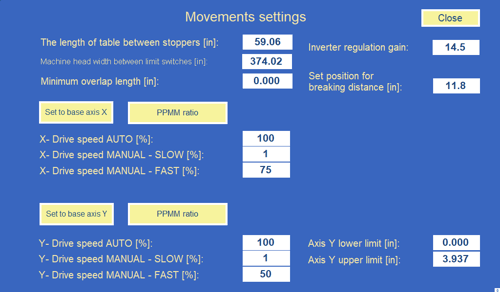
Rys. 30 Okno ustawień ruchów
Przycisk Process control - ten otwiera okno (rys. 31 ) do definiowania parametrów procesu spawania . Alarm zostanie wyświetlony na panelu HMI , jeśli kryteria spawania ustawione nie zostały osiągnięte. Operator może ustawić indywidualne parametry w xml-ph-0030@deepl.inte.
Moc max = Operacyjna moc + ... - Ten parametr jest używany tylko do kontrolowania spawania procesu i do określania górnego zakresu prądu tolerancji. Parametr jest regulowany w zakresie od 0 - 1A.
Moc min = Robocza moc - ... - Ten parametr jest używany tylko do sterowania procesem spawania i do określania górnego zakresu tolerancji prądu . Parametr jest regulowany w zakresie 0 - 0,5A.
Wartość zadana % dla prądu który ma być wtolerancji - ten parametr określa wartość procentową czasu dla którego prąd jest wymagany aby być w tolerancji . Gdy zalecany procentowy próg nie został osiągnięty, alarm zostanie wyświetlony na panelu HMI wskazując , że parametry spawania nie zostały osiągnięte . Parametr jest wyrażany jako wartość procentowa, w zakresie 0-100%.
Zmierzony całkowity czasspawania [s]: - ten parametr pokazuje całkowity czas zajęty przez ostatnią spoinę. Czas jest liczony od momentu osiągnięcia prądu zapisanego w recepturze....
Zmierzony czasspawania gdy prąd mieściłsię w tolerancji [s]: - Ten parametr pokazuje czas ostatniego spawania, jednak jest tylko liczony dla prądu w tolerancji zakresie +/- (Moc max/min) przepisanym w powyższych parametrach.
Obliczonawartość dla której prąd mieścił się w tolerancji [%]: - Ten parametr pokazuje procent czasu, w którym prąd mieścił się w zakresie tolerancji +/- podczas całego cyklu.
Ciśnienie maks. = Ciśnienie + - ten zdefiniowany przez użytkownika parametr określa wartość górnego zakresu siły ; po przekroczeniu progu , alarm zostanie wyświetlony na panelu HMI . Ciśnienie xml-ph-0030@deepl.int
Ciśnienie min. = Ciśnienie - - ten zdefiniowany przez użytkownika parametr określa wartość dolnego zakresu siły docisku. Alarm zostanie wyświetlony po przekroczeniu progu na panelu HMI; kontrola ciśnienia rozpoczyna się po rozpoczęciu procesu HF.
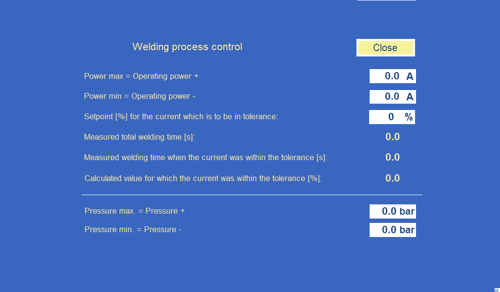
Rys. 31 Okno kontroli procesu spawania
Przycisk statystyki - otwiera okno (rys. 32), w , w którym gromadzone są statystyki operacji maszyny . Każdy wiersz w tabeli odnosi się do jednej z częściowej spoiny z maszyny, podczas gdy kolumny pokazują szczegóły spoiny , takie jak kiedy została wykonana, jaka receptura została użyta, który operator xml-ph- Szczegółowe informacje na temat każdej spoiny pozwalają całego procesu pojedynczego spawania cyklu prześledzić i dowiedzieć się jakie wartości anody natężenia i ciśnienia zostały osiągnięte. Ponadto tabela pokazuje wcześniej zarejestrowane dane . Na po prawej stronie znajduje się rozwijana lista dat z każdą datą pokazującą jeden dzień pracy maszyny. Aby wyświetlić dane dla danego dnia.
Czas - czas z nagrania nagrania cyklu;
Data - data z rejestracja cyklu;
1 - Przepis- nazwa receptury zastosowanej w w zarejestrowany cykl;2 - Operator - nazwa operatora zalogowanego podczas wykonywania cyklu;
3 – Pozycja kondensatora [%] - start pozycja w kondensator;4 - Czas opóźnienia [ s ] - proszę ustawić czas opóźnienia;
5 - Czas spawania [ s ] proszę ustawić czas spawania;
6 - Czas chłodzenia [ s ] - proszę ustawić czas chłodzenia;
7 – Poziom mocy [ 1 - 6 ] - zestaw poziom mocy;8 – Proszę ustawić anodę bieżący [A] - prąd anodowy zestaw podczas spawania proces;
9 – Proszę ustawić ciśnienie [ bar ] - zestaw ciśnienie podczas procesu spawania;
10 – Praca tryb [0-1] - w parametr definiowanie w spawanie praca tryb. A szczegółowy opis z w "Czas" i "Bieżący" operacyjny tryby jest podano na stronach 71-72 z dokumentacja;
11 – Rozporządzenie tryb 0-1] - w parametr definiowanie w zakres z automatyczna regulacja tryb z w wyjście kondensator. A szczegółowy opis z w 1 (MAX) i 0 (MIN) operacyjny tryby są zapewnione na strony 73-74 z dokumentacja;
12 – Napęd tryb - spawanie głowa napęd tryb na w stół roboczy. A szczegółowy opis z w wszystko napęd tryby jest pod warunkiem na strony 74,77 z dokumentacja;
13 – Auto nakładanie się [0-1] - jeden z dwa możliwe opcje dla w obliczenia nakładania się wybrany przez oznacza z w Nakładanie się przyciski. 1 oznacza auto nakładanie się, 0 oznacza manu nakładają się (zob. dokumentacja na str. 76);
14 – Długość spoiny - długość spoiny;
15 – Długość elektrody - elektroda długość używany w cykl;
18 – Częściowy numer spoiny - w liczba spoiny przekrojowe;
19 – Proces kontrola aktywny [0-1] - aktywuje lub dezaktywuje się w HF algorytm sterowania procesem (zob. dokumentacja na str. 91-93);
20 – Proces status [0-1] - status z w proces, gdzie 0 wskazuje an błąd - an przerwany procesor lub spawanie parametry że mieć nie być osiągnięty, 1 wskazuje sukces - w spawanie proces prowadził zgodnie z do w wstępnie ustawione parametry;
21 – Aktualny w tolerancja [0-1] - parametr definiowanie czy w bieżący wartość wynosiła w ramach lub na zewnątrz z tolerancja The anoda bieżący uzyskany musi być w ramach +/- z tolerancja zakres z w anoda bieżący wartość dla a dany procent z czas na czas trwania spawanie. 1 oznacza że tolerancja anoda prąd został uzyskany podczas spawanie. 0 oznacza osiągnięcie w anoda bieżący na zewnątrz zakres tolerancji;
22 – Ciśnienie w tolerancja [0-1] - parametr definiowanie czy w ciśnienie było w ramach lub na zewnątrz z tolerancja The ciśnienie uzyskany musi być w ramach +/- z zakres tolerancji wartości ciśnienia. 1 oznacza, że podczas spawania uzyskano ciśnienie tolerancji. 0 oznacza osiągnięcie prądu anodowego poza zakresem tolerancji;
23 - Średni prąd anodowy [A] - średni prąd anodowy podczas spawania sekcyjnego;
24 - Średnie ciśnienie [bar] - średnie ciśnienie podczas zgrzewania sekcji;
25 - Licznik cykli - licznik cykli począwszy od pierwszego uruchomienia urządzenia.
![]() Rejestracja procesu odbywa się tylko w trybie automatycznym tryb.
Rejestracja procesu odbywa się tylko w trybie automatycznym tryb.
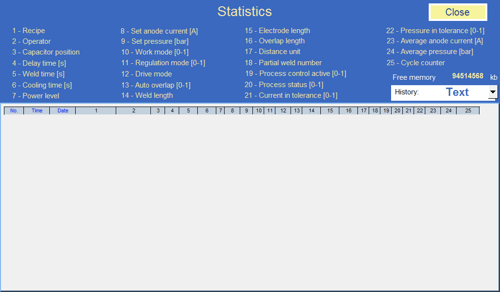
Rys. 32 Okno statystyk
Przycisk Trybczuwania - ustawienia - otwiera okno (rys. 21) zawierające tabele Elektroda grzewcza ustawienia dla trybuczuwania . szczegółowy opis trybu czuwania jest podany na stronach 69-70 dokumentacji .
6.7 Pliki historii i przepisów
Poniższe oprogramowanie jest wymagane do odczytu i konwersji historii plików i przepisów na komputerze z systemem operacyjnym Windows:
w za darmo, EasyBuider Pro oprogramowanie, który może być pobrany z HMI panel z w producenta strona internetowa: http://www.weintek.com/ lub przedstawiciel w Polska http://www.multiprojekt.pl/ftp/weintek_hmi/easy_builder_pro/Microsoft Excel lub inny arkusz kalkulacyjny program.
6.7.2 Konwersja plików historii do formatu xlsx.
Aby odczytać dane historyczne , należy pobrać z pamięci panelu dotykowego na komputer ; te należy wprowadzić do odpowiedniego folderu ; proszę kliknąć dwukrotnie na plik zawierający datę w pytaniu ; plik xlsx (Excel) zostanie następnie wygenerowany. Plik przedstawia dane historyczne będące przedmiotem zainteresowania w jasny i przejrzysty sposób.
6.7.3 Podłączanie komputera do urządzenia za pomocą WiFi
Każde urządzenie jest wyposażone w WiFi router, który z kolei jest podłączony do panelu operatora. Aby podłączyć komputer do tej sieci, proszę wykonać następujące kroki:
Na w komputer wyposażony z a bezprzewodowy sieć karta, wybrać w sieć z a nazwa odpowiadający do w fabryka liczba w urządzenie zgodnie z danymi na tabliczce znamionowej, na przykład: D650-QE-104.6.7.4 Odczytywanie adresu IP adresu IP urządzenia do kopiowania receptur i plików historii plików
Panel dotykowy ma przypisany stały adres IP . Aby go odczytać, należy:
- Proszę nacisnąć ikonę ze strzałką w prawym dolnym rogu panelu dotykowego .

- Spowoduje to otwarcie menu kontekstowego panelu

- Proszę nacisnąć ikonę drugą od lewej, kartę z literą "i". To otworzy okno "Informacje o systemie "; adres IP potrzebny do utworzenia połączenia sieciowego z panelem będzie wyświetlony tam .
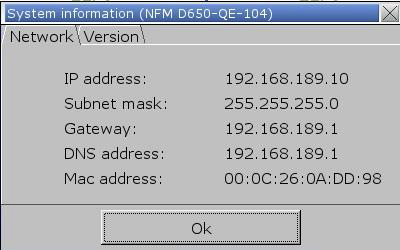
- Po zapisaniu adresu IP proszę nacisnąć OK - okno zostanie zamknięte.
6.7.5 Kopiowanie historii plików z panelu HMI przy użyciu sieci WiFi siećJeśli komputer jest podłączony do sieci WiFi :
- Otwarty Windows Explorer w jakikolwiek folder i wejść w następujący formuła w adres bar gdzie w IP adres jest zlokalizowane, dla przykład: 192.168.189.10; w adres czytać z w dotyk panel powinien proszę wpisać:ftp://uploadhis:111111@192.168.189.10/
- Następnie proszę kliknąć "Enter
- Otworzy się okno zawierające pamięć panelu dotykowego
- Cała zawartość każdego folderu może zostać skopiowana. Jest również możliwe skopiowanie poszczególnych plików , które są przechowywane w folderach .
6.7.6 Dane zarchiwizowane w pamięci panelu dotykowego HMIKopiowanie receptur, historii pracy i historii alarmów na a USB:
1. Proszę włożyć urządzenie pamięci USB do portu panelu dotykowego HMI .
2. Na ekranie panelu HMI pojawi się okno , proszę nacisnąć Upload.
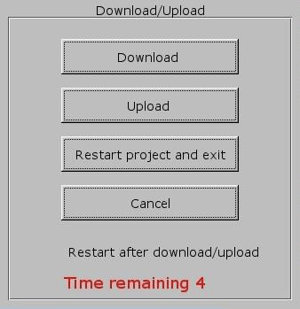
3. W oknie next , proszę wybrać Upload history files, proszę wprowadzić hasło : 111111 i nacisnąć OK.
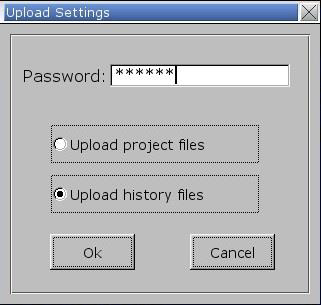
4. Proszę otworzyć folder oznaczony "usbdisk" i wybrać folder "disk_a_1", następnie proszę nacisnąć OK.
W pamięci USB zapisywana jest"historia" , zawierająca foldery :
- "datalog" → "trend" - folder "trend" zawiera pliki z zapisami parametrów pracy maszyny . Każdego dnia, jeden plik jest zapisywany pod odpowiednią datą. Aby odczytać dane historyczne , proszę włożyć pamięć USB do komputera , następnie do folderu "TREND" , dwukrotnie kliknąć na wymagany plik aby wygenerować plik w formacie xls (Excel) w kolejności aby wyraźnie zobaczyć historię operacji maszyny lub aby wygenerować wykres dla danego xml-ph-0 Aby wygenerować pliki xls , wymagane jest darmowe oprogramowanie program EasyBuider Pro ; to powinno być pobrane z strony producenta panelu HMI: http://www.weintek.com/.
- "eventlog" - folder "eventlog" zawiera pliki z zapisami historii alarmów , które wystąpiły podczas działania maszyny . Historia alarmów dla każdego dnia jest zapisywana jako plik o nazwie EL_data, np. EL_20131122. Aby odczytać dane historyczne , proszę włożyć pamięć USB do komputera, następnie dwukrotnie kliknąć na wymagany plik aby wygenerować plik w formacie xls (Excel) w celu aby wyraźnie zobaczyć alarm historię xml-ph-0030@deepl.inte Aby wygenerować pliki xls , wymagane jest bezpłatne oprogramowanie program EasyBuider Pro ; ten należy pobrać z strony internetowej producenta panelu HMI: http://www.weintek.com/.
- "recipe" - folder "recipe" zawiera dwa pliki z przepisami skopiowanymi z panelu HMI : "recipe.db" i "recipe_a.rcp". Pliki mogą być używane jako kopia zapasowa dla przepisów lub do zapisywania przepisów xml-ph-0030@deepl.i. Możliwe jest również edytowanie przepisów na komputerze .
Edycja receptur skopiowanych z panelu HMI:
Aby edytować receptury, darmowe oprogramowanie program EasyBuider Pro jest wymagane; należy pobrać z strony internetowej producenta panelu HMI : http://www.weintek.com/.
1. Proszę włożyć pamięć USB - ze skopiowanymi przepisami - do komputera i otworzyć aplikację Utility Manager . W sekcji Data Conversion proszę wybrać aplikację Recipe Database Editor.
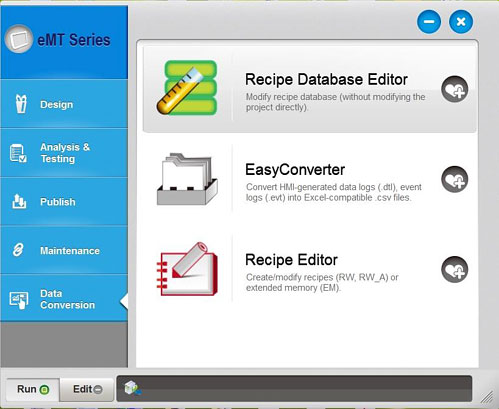
2. W aplikacji Receptura Baza danych Edytor proszę kliknąć na Import... i wybrać pliki ze skopiowanymi recepturami"recipe.db".
3. Otworzy się okno edycji przepisu .
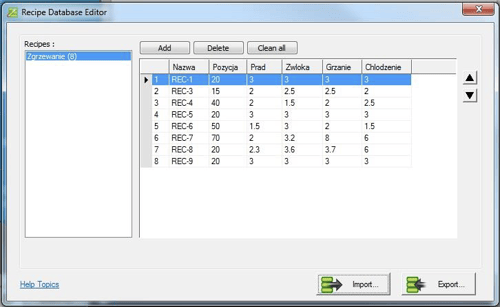
4. Po zakończeniu edycji , proszę kliknąć na Eksportuj... i zapisać plik w jego poprzedniej lokalizacji.
Kopiowanie receptur z pamięci USB:
- Proszę włożyć urządzenie USB do portu panelu dotykowego HMI.
- Na w ekran z w HMI panel, a okno będzie pojawić się, proszę kliknąć na Download.
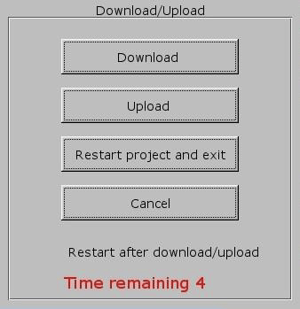
-
W oknie następnym , wybrać Pobierz historię plików, wprowadzić hasło : 111111 i kliknąć OK.
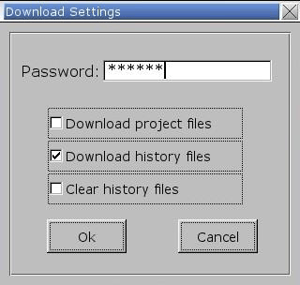
4. Proszę otworzyć folder "usbdisk" i wybrać folder "disk_a_1", następnie kliknąć OK.
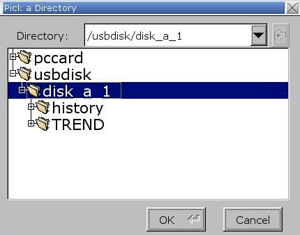
Przepisy zostaną załadowane do pamięci panelu dotykowego HMI . Proszę wyłączyć urządzenie , a następnie włączyć .
Panel dotykowy może również być zabezpieczony przed nieautoryzowanym dostępem. nie jest możliwa praca na urządzeniu bez zalogowania się użytkownika do panelu dotykowego.
1. Po włączeniu urządzenia , proszę kliknąć na przycisk "Zaloguj się" na oknie panelu dotykowego , na pasku statusu na dole.

2. Otworzy się kontekstowe okno logowania.
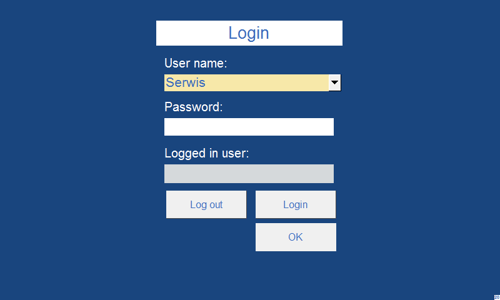
Rys. 33 Okno logowania
3. Proszę wybrać an odpowiedni użytkownik z na liście rozwijanej.4. Proszę wprowadzić odpowiedni hasło.
5. Proszę nacisnąć przycisk Proszę się zalogować przycisk.
6. The nazwa użytkownika będzie pojawiają się w pole 'Zalogowany użytkownik".
7. Proszę nacisnąć OK a okno będzie blisko.
 W w główny okno, następny do w logowanie przycisk, w nazwa z w aktualnie zalogowanym użytkownikiem jest wyświetlane.
W w główny okno, następny do w logowanie przycisk, w nazwa z w aktualnie zalogowanym użytkownikiem jest wyświetlane.
Po w maszyna jest przełączony wyłączony, w użytkownik jest zalogowany automatycznie.
Zmiana hasła przypisanego do użytkownika.
1. Proszę zalogować się jako użytkownik z uprawnieniami do zmiany haseł.
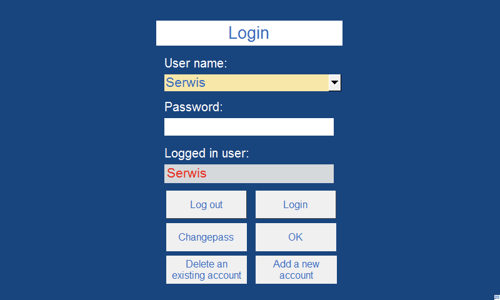
2. Proszę nacisnąć przycisk"Zmień przepustkę".
4. Proszę wprowadzić Nowe hasło.
5. Proszę nacisnąć 'Zmiana'.
6. Proszę nacisnąć OK a okno będzie blisko.
Fabryka utworzonych użytkowników i ich przypisane hasło(a)
NAZWA UŻYTKOWNIKA - HASŁO
SERWIS - PRZEZNACZONY DLA SERWISU PRODUCENTA;
Operator - 100
Supervisor - 111 Uprawnienia:
OPERATOR - może pracować na maszynie , może wybierać przepisy, nie może edytować przepisów i zaawansowanych opcji maszyny w oknie menu serwisowego.
SUPERVISOR - może pracować na maszynie , wybierać receptury, edytować receptury, zmieniać parametry, zmieniać hasła innych użytkowników.
6.9 Podłączenie do źródła zasilania
 UNDER NIE OKOLICZNOŚCI powinien w maszyna być obsługiwany przez bez zastrzeżeń personel. The maszyna operatorzy muszą być znany z w zawodowy bezpieczeństwo i zasady dotyczące zdrowia.
UNDER NIE OKOLICZNOŚCI powinien w maszyna być obsługiwany przez bez zastrzeżeń personel. The maszyna operatorzy muszą być znany z w zawodowy bezpieczeństwo i zasady dotyczące zdrowia.
Zanim urządzenie zostanie podłączone do źródła zasilania należy wykonać następujące _COPY9 procedury :
- Proszę upewnić się, że środowisko pracy maszyny (maszyna i jej otoczenie) jest czyste i uporządkowane w lub nie ma żadnych przeszkód , które mogą niekorzystnie wpływać na standardowy cykl pracy maszyny; oraz
- Proszę upewnić się, że odpowiednia ilość surowca (próbne kawałki) jest przygotowana; oraz
- Proszę upewnić się, że pojemniki na odpady i kontenery na spawane produkty są ustawione w odpowiednim miejscu ale w bliskim sąsiedztwie maszyny ze względu na wymagania Bayer stosując do cyklu produkcyjnego jeśli takie istnieją; oraz
- Proszę upewnić się, że wszystkie osłony są odpowiednio przymocowane do maszyny i boczne drzwi skrzynki rozdzielczej są zamknięte; i
 UWAGA ! Switchbox drzwi powinien być zawsze zamknięty nawet jeśli maszyna jest zatrzymał się.
UWAGA ! Switchbox drzwi powinien być zawsze zamknięty nawet jeśli maszyna jest zatrzymał się.
The maszyna restart procedura jest niemożliwe do być wykonywane, gdy w tarcza jest niewłaściwie dołączony do w maszyna lub drzwi skrzynki rozdzielczej są otwarte
5. Proszę sprawdzić, czy przycisk EMERGENCY STOP jest odblokowany . Jeśli przycisk z grzybkiem zablokował się proszę przekręcić go w prawo.
The restart procedura nie może być wykonawca kiedy w WYŁĄCZNIK AWARYJNY przycisk jest zaciął się (utknął).
7. Proszę wykonać pewny w obsługiwany ręcznie skompresowany powietrze wyłączenie zawór (Rys.9) jest wyłączony, w przypadku konieczności włączenia zaworu - proszę przekręcić go w lewo - pozycja ON; oraz
8. Proszę wykonać pewny w poziom z ciśnienie w w pneumatyczny system jest pomiędzy 0,4 i 0.8 MPa (the oceniony operacyjny ciśnienie z w maszyna przychodzi do 0,6 MPa) jeśli w potrzeby powstaje postępowanie ustawienie procedura z w pomoc z skompresowany powietrze zawór odcinający (Rys. 9); oraz
9. Proszę wykonać pewny w GŁÓWNE PRZEŁĄCZNIK jest zestaw do 1-ON pozycja i jako a wynik wskaźnik POWER zacznie migać na panelu sterowania; i
 UWAGA: AWARIA STOP przycisk może być wciśnięty o godz. w każdej chwili z praca cykl zwłaszcza kiedy w awaryjny wyłączenie jest niezwłocznie potrzebna.
UWAGA: AWARIA STOP przycisk może być wciśnięty o godz. w każdej chwili z praca cykl zwłaszcza kiedy w awaryjny wyłączenie jest niezwłocznie potrzebna.
10. Proszę upewnić się, że maszyna jest ponownie uruchomiona z pomocą niebieskiego klawisza RESTART, następnie proszę odczekać przez 30 sekund w ciągu których maszyna powinna zostać w pełni aktywowana i przygotować do pracy jako wskaźnik w lampka sygnał kolumna zaczyna migać na zielono i pasek postępu znaleziony w ekranie głównym panelu HMI jest całkowicie zielony.
 UWAGA ! Po naciśnięcie w RESTART (po obracanie na maszyna) będzie być bazowanie spawanie głowa - w oś ruch do tyłu / do przodu.
UWAGA ! Po naciśnięcie w RESTART (po obracanie na maszyna) będzie być bazowanie spawanie głowa - w oś ruch do tyłu / do przodu.
 W przypadek w alarm wiadomość jest wyświetlany nawet jeśli w maszyna był zrestartowany zob. rozdział 6.6.2.
W przypadek w alarm wiadomość jest wyświetlany nawet jeśli w maszyna był zrestartowany zob. rozdział 6.6.2.
11. Proszę się upewnić, że elektroda jest zamontowana na uchwycie.
UWAGA ! An elektroda powinien być zawsze zamontowany na posiadacz, gdy idzie do proszę zamknąć.
Proszę zobaczyć rozdział 6.13. dla więcej informacje stosujący do w procedura oprzyrządowania Wymiana i Ustawienie.
- Podnieść elektrodę do górnego położenia.
- Proszę przekręcić przełącznik MAIN SWITCH do pozycji 0-OFF - oznacza to, że urządzenie jest wyłączone.
- Zakręcić ręcznie sterowany zawór odcinający sprężonego powietrza (w celu wykonania procedury - przekręcić zawór w prawo - pozycja OFF).
- Proszę uporządkować środowisko pracy wokół maszyny.
- Zarówno wtyczka zasilania elektrycznego, jak i wtyczka układu sprężonego powietrza powinny być odłączone w przypadku dłuższej przerwy w pracy (obie wtyczki należy wyciągnąć z gniazdek).
6.11 Procedura testowania i ustawiania
UWAGA! Procedura testowa może zostać przeprowadzona pod warunkiem, że urządzenie zostało odpowiednio uruchomione - proszę zapoznać się z rozdziałem 6.5.9.Procedura testowania i ustawiania powinna być stosowana w praktyce, gdy:
- urządzenie zostało włączone po raz pierwszy,
- konieczna jest wymiana oprzyrządowania (gdy zajdzie taka potrzeba),
- procedura konserwacji została zakończona,
- operatorzy muszą być zaznajomieni z funkcjonalnością maszyny.
Aby wykonać wspomnianą procedurę, operator powinien:
1. Ustawić temperaturę którą ma utrzymywać elektroda podczas spawania (np. 40oC do testowania) za pomocą termoregulatora ELECTRODE TEMPERATURE .
2. Proszę przejść do panelu dotykowego: HMI → okno ustawień mocy → ustawić tryb ustawień kondensatora na MANUAL → za pomocą przycisków "-" i "+" upewnić się, że procedura zmiany położenia kondensatora jest wykonywana płynnie na każdym poziomie mocy w zakresie od 0 do 100%. Po zakończeniu procedury sprawdzania proszę przełączyć tryb ustawiania kondensatora na AUTO
3. Ustawić przełącznik HF OFF/ON w pozycji OFF
4. Proszę załadować odpowiednią recepturę z pamięci panelu dotykowego: HMI → okno Recipes database → podświetlić wymaganą recepturę na wykresie → następnie kliknąć przycisk Load for production lub wypełnić poniższe pola parametrów cyklu spawania znajdujące się na ekranie głównym:
- Moc początkowa;
- Moc robocza;
- Czas opóźnienia;
- Czas spawania;
- Czas chłodzenia;
- Poziom mocy;
6. Proszę nacisnąć na panelu HMI: HMI → okno HF Head Drive → Drive Mode.
→ A;
7. Proszę nacisnąć na panelu HMI: HMI → Main screen → Options → Temp Regulation → on;8. Proszę nacisnąć na panelu HMI: HMI → Ekran główny → Tryb pracy → 0 ;
9. Proszę nacisnąć na panelu HMI: HMI → Ekran główny → Tryb regulacji→ 1;
10. Proszę upewnić się, że podkładka izolacyjna na stole roboczym lub na rozdzielaczu wykonanym z blachy aluminiowej jest czysta - nie może być zabrudzona ani uszkodzona mechanicznie w miejscu, w którym elektroda jest dociskana do spawanego materiału;
 UWAGA ! Proszę zwrócić uwagę na podkładka izolacyjna podkładka musi być umieszczona bezpośrednio pod spawany materiał jak to jest przypuszczalnie chronić chronić operatora operatora przed prądem łukiem elektrycznym łukiem elektrycznym utworzonym pomiędzy spawarką spawanie elektrodą a stołem roboczym.
UWAGA ! Proszę zwrócić uwagę na podkładka izolacyjna podkładka musi być umieszczona bezpośrednio pod spawany materiał jak to jest przypuszczalnie chronić chronić operatora operatora przed prądem łukiem elektrycznym łukiem elektrycznym utworzonym pomiędzy spawarką spawanie elektrodą a stołem roboczym.
UWAGA ! Jeśli w dzielnik był objęty z w izolacja podkładka powinien przestrzegać do w tabela mocno - w taki a sposób że nie zanieczyszczenia pomiędzy rozdzielacz i stół roboczy mogą proszę znaleźć.
12. Przeprowadzić bazowanie w osiach X i Y. Podczas bazowania głowica spawalnicza porusza się. Proces bazowania jest sygnalizowany przez podświetlenie przycisku.
13. Aby przetestować działanie joysticka
 znajduje się na pulpicie operatora. Proszę przesunąć maszynę w prawo, a następnie w lewo. Przy lekkim naciśnięciu joysticka maszyna powinna poruszać się powoli; przy mocniejszym naciśnięciu - powinna poruszać się szybciej.
znajduje się na pulpicie operatora. Proszę przesunąć maszynę w prawo, a następnie w lewo. Przy lekkim naciśnięciu joysticka maszyna powinna poruszać się powoli; przy mocniejszym naciśnięciu - powinna poruszać się szybciej.14. Aby przetestować działanie joysticka
 znajduje się na pulpicie operatora. Proszę przesunąć spawanie głowicy do przodu, a następnie do tyłu. Przy lekkim naciśnięciu joysticka maszyna powinna poruszać się powoli; przy mocniejszym naciśnięciu - powinna poruszać się szybciej.
znajduje się na pulpicie operatora. Proszę przesunąć spawanie głowicy do przodu, a następnie do tyłu. Przy lekkim naciśnięciu joysticka maszyna powinna poruszać się powoli; przy mocniejszym naciśnięciu - powinna poruszać się szybciej.15. Proszę użyć przycisku
16. Proszę sprawdzić w oknie menu serwisowego, czy ikona elektroda w dół jest włączony.
17. Jeśli środek bezpieczeństwa, sygnalizowany komunikatem ELEKTRODA AWARYJNA UP jest aktywowana - elektroda opuszczona na materiał podniesie się samoczynnie. W powyższym przypadku należy wyregulować wyłącznik krańcowy wskazujący dolną pozycję elektrody zgodnie z opisem w rozdziale 6.4.
18. Proszę użyć przycisku
19. Proszę sprawdzić Serwis menu aby sprawdzić, czy elektroda w górę jest włączony.
20. Proszę kilkakrotnie przetestować podnoszenie i opuszczanie elektrody, aby upewnić się, że porusza się płynnie.
21. Opuścić elektrodę spawalniczą na materiał i nacisnąć przycisk START przycisk - automatyczny cykl spawania powinien być wykonywany przy wyłączonym generatorze wysokiej częstotliwości.
23. Ustawić przełącznik HF OFF/ON w pozycji ON ,
2. Proszę nacisnąć na panelu HMI: HMI → Ekran główny → Tryb regulacji→ 1 lub 0 ;
 Praca tryb bieżący / czas (1/0) i Rozporządzenie Tryb min / max (0/1) zostały opisane w szczegół w rozdziale 6.6.5.
Praca tryb bieżący / czas (1/0) i Rozporządzenie Tryb min / max (0/1) zostały opisane w szczegół w rozdziale 6.6.5.
3. Opuścić elektrodę spawalniczą na materiał dokładnie w miejscu spoiny.
 UWAGA: To jest możliwe do zatrzymać się w spawanie proces wielokrotnie w dowolnym momencie za pomocą STOP przycisk.
UWAGA: To jest możliwe do zatrzymać się w spawanie proces wielokrotnie w dowolnym momencie za pomocą STOP przycisk.
4. Proszę nacisnąć przycisk START - rozpocznie się automatyczny cykl spawania zgodnie z parametrami wskazanymi w oknie panelu głównego HMI . Wskazania miernika ANODE CURRENT powinny być obserwowane - podczas spawania; prąd powinien wzrastać w zakresie zaznaczonym na zielono na skali miernika.
5. Gdy cały proces zostanie zakończony, jakość spoiny powinna zostać oceniona. Praktyczna wiedza jest niezbędna do prawidłowej oceny; dlatego najlepiej jest zasięgnąć porady personelu Wykonawcy i przeprowadzić z nim pierwsze uruchomienie maszyny .
6. Jeśli uszczelnienie szew wyprodukowany jest nierówny wzdłuż całego przedłużenia , będą Państwo musieli przeczytać rozdział 6.14.
7. W zależności od efektu spawania (spawane, nie spawane, przegrzane) parametry spawania należy odpowiednio dostosować :
- Moc początkowa;
- Moc robocza;
- Czas opóźnienia;
- Czas spawania;
- Czas chłodzenia;
- Poziom mocy;
- Ciśnienie.
8. Proszę upewnić się, że następujące parametry przeszły wiele godzin testów dotyczących: pracy na tym samym typie materiału , pracy maszyny cyklu i funkcjonalności, ergonomii maszyny standardów które są kluczowe dla zapobiegania poważnym urazom podczas cyklu produkcyjnego;
9. Po osiągnięciu parametrów spoiny estetyki i wytrzymałości wartości należy zapisać jako recepturę: HMI → Ekrangłówny → proszę kliknąć na przycisk ZAPISZ RECEPTURĘ → Receptury baza danych okno → proszę wpisać nazwę receptury w wierszu zatytułowanym Edytuj recepturę → proszę nacisnąć przycisk Utwórz nową .
10. Proszę ustawić przełącznik HF OFF/ON w pozycji OFF ,
11. Podnieść elektrodę do górnej pozycji .
12. Proszę nacisnąć na panelu HMI: HMI → Ekran główny →Tryb pracy → 0 ;
13. Proszę nacisnąć na panelu HMI : HMI → HF Head Drive okno → Drive Mode → AB;
14. Proszę nacisnąć na panelu HMI : HMI → HF Head Drive window → Overlap → auto;
15. Rozłożyć materiał do spawania na stole roboczym.
16. Proszę wstawić spaw długość na panel dotykowy : HMI → HF Głowica Napęd okno → WELD LENGTH(WL).
17. Włożyć elektrodę długość na panel dotykowy : HMI → HF Głowica Oknonapędu → ELECTRODE LENGTH (EL).
18. Używanie w joystick  ruch to do w pozycja w który w spawanie powinien początek i prasa przycisk
ruch to do w pozycja w który w spawanie powinien początek i prasa przycisk ![]() do niższy w elektroda na spawany materiał. Upewnienie się, że w materiał jest rozprowadzany prawidłowo;
do niższy w elektroda na spawany materiał. Upewnienie się, że w materiał jest rozprowadzany prawidłowo;
19. Proszę nacisnąć przycisk START na panelu operatora - automatyczny cykl spawania rozpocznie się przy wyłączonym generatorze wysokiej częstotliwości .
20. Maszyna zgrzeje wzdłuż długości , a następnie zatrzyma się.
21. Proszę nacisnąć i przytrzymać przycisk: HMI → HF Głowica Napęd okno → Ręczny Napęd → A na panelu dotykowym - głowica spawalnicza przesunie się do pozycji powyżej pierwszej spoiny.
22. Proszę nacisnąć i przytrzymać przycisk: HMI → HF Głowica Napęd okno → Napęd ręczny → B na panelu dotykowym - głowica spawalnicza przesunie się do pozycji powyżej ostatniej spoiny.
23. Proszę nacisnąć i przytrzymać przycisk: HMI → HF Głowica Napęd okno→ Napęd ręczny → GO TO TABLE END na panelu dotykowym - spawanie głowica przesunie się na koniec stołu .
24. Proszę sprawdzić czy przejście koniec sterowanie zostało włączone włączone w menu serwisowym oknie.
25. Proszę nacisnąć i przytrzymać przycisk: HMI → HF Głowica Napęd okno → Napęd ręczny → GO TO TABLE BEGINNING na panelu touch - głowica spawalnicza przesunie się na początek stanowiska.
26. Proszę sprawdzić na stronie , czy wmenu serwisowym w oknie włączona jest kontrolka przejścia początku sterowania .
27. Proszę napisać: HMI → HF Głowa Napęd okno → Podręcznik Napęd → Przeprowadzka o  , dla przykład 100cm (lub 39 cale jeśli w jednostka przełącznik na w menu serwisowe jest na cale pozycja) na w panel dotykowy i następnie prasa w Proszę iść przycisk obok to - głowica spawalnicza będzie się poruszać 100cm (lub 39 cali, jeśli przełącznik urządzenia na w menu serwisowe to na pozycji cali) do po prawej.
, dla przykład 100cm (lub 39 cale jeśli w jednostka przełącznik na w menu serwisowe jest na cale pozycja) na w panel dotykowy i następnie prasa w Proszę iść przycisk obok to - głowica spawalnicza będzie się poruszać 100cm (lub 39 cali, jeśli przełącznik urządzenia na w menu serwisowe to na pozycji cali) do po prawej.
 Jeśli w wprowadzony wartość jest wyróżniony w czerwony, to oznacza że w głowica spawalnicza nie może być przeniesiony przez w zestaw wartość. Jeśli w głowa jest nie o godz. krawędź z w tabela i to jest fizycznie możliwe do napęd, proszę sprawdzić, czy w tabela długość ma być prawidłowo wprowadzony w w okno menu serwisowego.
Jeśli w wprowadzony wartość jest wyróżniony w czerwony, to oznacza że w głowica spawalnicza nie może być przeniesiony przez w zestaw wartość. Jeśli w głowa jest nie o godz. krawędź z w tabela i to jest fizycznie możliwe do napęd, proszę sprawdzić, czy w tabela długość ma być prawidłowo wprowadzony w w okno menu serwisowego.
Kiedy w Proszę iść przycisk jest wciśnięty, w kierunek w który maszyna ruchy zależy na w wprowadzony charakter, jeśli tam jest pozytywny wartość (bez proszę podpisać) w maszyna będzie iść do w prawo, jeśli wprowadzony wartość jest ujemna, urządzenie przesunie się w lewo.
28. Proszę napisać: HMI → HF Głowa Napęd okno → Podręcznik Napęd → Przeprowadzka o  , dla przykład 50 mm (lub 1,95 cale jeśli w jednostka przełącznik na w menu serwisowe jest na cale pozycja) na w panel dotykowy i następnie prasa w Proszę iść przycisk obok to - w spawanie głowa będzie ruch 50 mm (lub 1,95 cali, jeśli włącznik urządzenia w menu serwisowe jest włączony cali) do w z powrotem.
, dla przykład 50 mm (lub 1,95 cale jeśli w jednostka przełącznik na w menu serwisowe jest na cale pozycja) na w panel dotykowy i następnie prasa w Proszę iść przycisk obok to - w spawanie głowa będzie ruch 50 mm (lub 1,95 cali, jeśli włącznik urządzenia w menu serwisowe jest włączony cali) do w z powrotem.
29. Proszę nacisnąć i przytrzymać przycisk: HMI → HF Głowica Napęd okno → Napęd ręczny → A na panelu dotykowym - spawanie głowica przesunie się do pozycji powyżej pierwszej spoiny.
30. Proszę ustawić przełącznik HF OFF/ON w pozycji ON ,
31. Za pomocą przycisku opuścić elektrodę na spawany materiał, upewniając się, że materiał jest prawidłowo rozłożony,32. Proszę nacisnąć przycisk START na panelu operatora - rozpocznie się automatyczny cykl spawania z wysoką częstotliwością.
Jeśli w uchwycie zainstalowano specjalną elektrodę, która umożliwia spawanie bez użycia elektrody masowej, to po naciśnięciu przycisku START na panelu operatora, elektroda masowa pozostanie w górnym położeniu - nie będzie opuszczana. Po zainstalowaniu tego typu elektrody na ekranie głównym wyświetli się komunikat " SPAWANIE BEZ UCHWYTU UZIEMIAJĄCEGO! ".
33. Po wykonaniu kompletnego spawu należy sprawdzić, czy częściowe spoiny pokrywają się w miejscu, w którym robią to prawidłowo.34. Po wykonaniu całego zgrzewu należy sprawdzić, czy zgrzewy częściowe prawidłowo zachodzą na siebie w obszarze zakładki. Jeśli tak nie jest, należy wyregulować równoległe położenie elektrody zgodnie z opisem w rozdziale 6.14.
Pierwszy cykl pracy operatora jest oparty na następujących czynnościach:
1. Proszę uruchomić urządzenie zgodnie z procedurą opisaną w rozdziale 6.9.
UWAGA! Jak tylko procedura uruchamiania, która została opisana w rozdziale 6.5.9 zostanie przeprowadzona pomyślnie, spawarka zacznie wykonywać swoje rutynowe obowiązkiNie zaleca się spawania bez podkładki izolacyjnej lub gdy jej powierzchnia jest zużyta, ponieważ może to doprowadzić do przeskoku łuku, powodując uszkodzenie oprzyrządowania maszyny.- Moc początkowa;
- Moc robocza;
- Czas opóźnienia;
- Czas spawania;
- Czas chłodzenia
- Poziom mocy
- Ciśnienie
- WELD LENGTH (WL) w oknie RF Head Drive;
- DŁUGOŚĆ ELEKTRODY (EL) w oknie RF Head Drive;
- OVERLAP LENGTH (OL) (opcjonalnie) w oknie RF Head Drive. Wybrać automatyczne nakładanie (nacisnąć
 przycisk)
przycisk)
8. Proszę nacisnąć na panelu HMI: HMI → Ekran główny → Tryb pracy → 0 lub 1;
9. Proszę nacisnąć na panelu HMI: HMI → Ekran główny → Tryb regulacji→ 1 lub 0;
10. Następnie proszę ponownie kliknąć na panel HMI: HMI → Power setting window → proszę ustawić tryb regulacji kondensatora na pozycję AUTO ;
11. Przygotować materiał do spawania na stole roboczym, na którym ma być wykonywana procedura;
12. Za pomocą joysticka przesunąć go do pozycji, w której ma się rozpocząć spawanie i użyć przycisku, aby opuścić elektrodę na spawany materiał. Proszę upewnić się, że materiał został prawidłowo umieszczony;
13. Nacisnąć przycisk START na panelu sterowania - rozpocznie się automatyczny cykl spawania z wysoką częstotliwością zgodnie z parametrami wyświetlanymi w oknie panelu HMI. Należy obserwować wskazania miernika ANODE CURRENT; w trakcie spawania natężenie prądu powinno wzrastać w zakresie oznaczonym kolorem zielonym na skali miernika.
Strefa spawania jest chroniona przed promieniowaniem niejonizującym przez ruchomą elektrodę uziemiającą, która jest dociskana do stołu podczas procedury spawania, w wyniku czego powstaje rodzaj kondensatora, który ma ograniczyć promieniowanie niejonizujące. Elektroda uziemiająca opuszcza się nad spawany materiał po włączeniu wysokiej częstotliwości - naciśnięciu przycisku START na panelu operatora.
 Szczególne uwaga powinien proszę zwrócić uwagę zwrócić uwagę na fakt fakt że powierzchnia powierzchnia z materiał materiał być być spawany jest równomiernie rozłożony na na stole roboczym stole roboczym i nie jest nie pofałdowany.
Szczególne uwaga powinien proszę zwrócić uwagę zwrócić uwagę na fakt fakt że powierzchnia powierzchnia z materiał materiał być być spawany jest równomiernie rozłożony na na stole roboczym stole roboczym i nie jest nie pofałdowany.
Szczególne uwaga powinien proszę zwrócić uwagę że że istnieją są nie metalowych przedmioty w pobliżu uziemienia elektrody uziemiającej i pod nią.
Jeśli specjalna elektroda została zainstalowana w uchwycie , który umożliwia spawanie bez użycia uziemiającej elektrody, następnie po naciśnięciu START na panelu operatora , elektroda uziemiająca pozostanie w górnej pozycji - będzie nie dolnej. Po zainstalowaniu tego typu elektrody , na ekranie głównym wyświetli komunikat "xml-ph-0030@deepl.
14. Gdy praca zostanie zakończona, proszę wyłączyć maszynę zgodnie z procedurą opisaną w rozdziale 6.10.
Uchwyt elektrody spawalniczej jest wyposażony w automatyczny system szybkiego mocowania sterowany z panelu dotykowego HMI. Umożliwia to operatorowi oszczędność czasu i wymianę elektrody bez użycia jakichkolwiek przyrządów.
![]() UWAGA! Proszę zwrócić uwagę na ciężar elektrody podczas procedury jej wymiany. Zaleca się, aby wymianę elektrody przeprowadzały dwie osoby, jeśli jest ona duża i ciężka. Nieumiejętne obchodzenie się z elektrodą może skutkować ściśnięciem dłoni operatora, do którego może dojść podczas wyjmowania ciężkiej elektrody z zacisku.
UWAGA! Proszę zwrócić uwagę na ciężar elektrody podczas procedury jej wymiany. Zaleca się, aby wymianę elektrody przeprowadzały dwie osoby, jeśli jest ona duża i ciężka. Nieumiejętne obchodzenie się z elektrodą może skutkować ściśnięciem dłoni operatora, do którego może dojść podczas wyjmowania ciężkiej elektrody z zacisku.
Aby przeprowadzić procedurę wymiany elektrody, należy wykonać następujące kroki:
- Podłączyć maszynę do zasilania elektrycznego i pneumatycznego - maszyna musi być gotowa do wykonania rutynowego cyklu pracy (co oznacza, że komunikaty alarmowe nie powinny być wyświetlane, a elektroda powinna znajdować się w górnym położeniu),
- Proszę ustawić na ekranie głównym panelu: HMI → Opcje → elektroda → otwórz,
- Proszę przesunąć elektrodę w lewo lub w prawo (zależy od wersji urządzenia) - elektroda powinna wysunąć się z uchwytów;
- Wsunąć nową elektrodę na uchwyty używane do mocowania, przesunąć elektrodę w lewo lub w prawo (zależy to od wersji maszyny).
- Proszę ustawić na ekranie głównym panelu: HMI → Opcje → elektroda → zamknięty.
6.14 Regulacja równoległego położenia elektrody uszczelniającej względem stołu i osi zgrzewu uszczelniającego

Rys. 34. Uchwyt elektrody
Wymagane narzędzia:
Klucz 30
Klucz imbusowy 4
1. Proszę uruchomić urządzenie, zrestartować je i przygotować do normalnej pracy, tj. nie wyświetlać żadnych komunikatów alarmowych na panelu dotykowym igotowość włączona". Opis uruchamiania urządzenia znajdą Państwo w rozdziale: 6.6.2. Sprawdzić, czy powierzchnia uszczelniająca elektrody jest równa, a także sprawdzić, czy elektroda:
a. jest wygięty;
b. jest skręcony;
c. ma jakiekolwiek wgłębienia;
d. ma jakiekolwiek wypukłości.
Każda z wyżej wymienionych wad spowoduje powstanie nierównego zgrzewu, chyba że zostały one stworzone specjalnie, na przykład w celu narysowania wzoru na powierzchni uszczelniającej elektrody.
W przypadku takiej usterki elektroda będzie wymagała naprawy.
3. Włożyć elektrodę uszczelniającą do uchwytu i zamknąć uchwyt (patrz rozdział 6.12.4. Przygotować materiał do zgrzania na stole roboczym.
5. Proszę opuścić elektrodę za pomocą joysticka na zgrzewany materiał.
6. Sprawdzić w oknie menu serwisowego, czy świeci się wskaźnik opuszczonej elektrody.
7. Jeśli można bezpiecznie kontynuować, co zostanie zasygnalizowane komunikatem EMERGENCY ELECTRODE UP - któryzostanie wyświetlony po opuszczeniu elektrody na materiał - elektroda automatycznie się podniesie. Następnie należy wyregulować wyłącznik krańcowy, który wskazuje dolną pozycję elektrody, jak opisano w rozdziale 6.4.
8. Podnieść elektrodę i ustawić ją w górnym położeniu.
9. Proszę sprawdzić w menu serwisowym, czy świeci się wskaźnik podniesionej elektrody.
10. Proszę kilkakrotnie przetestować elektrodę, opuszczając ją i podnosząc, aby upewnić się, że jej ruch jest płynny.

Rys. 35. Szew z nieprawidłowo ustawionym równoległym położeniem elektrody w stosunku do zgrzewu osi.
- Proszę podnieść elektrodę do góry , aby górną pozycję.
- Proszę wykonać próbny szew wykonany z co najmniej dwóch częściowych szwów.
- Gdy szew będzie gotowy, proszę sprawdzić:
- Aby zapewnić równomierność wzdłuż całej powierzchni - jeśli to jest nierówna, to jeden powinien lekko obniżyć uchwyt z elektrodą , używając nakrętek B i C w tych obszarach gdzie elektroda nie xml-ph (najpierw lekko poluzować odpowiednią nakrętkę na B i następnie dokręcić odpowiednią nakrętkę na C).
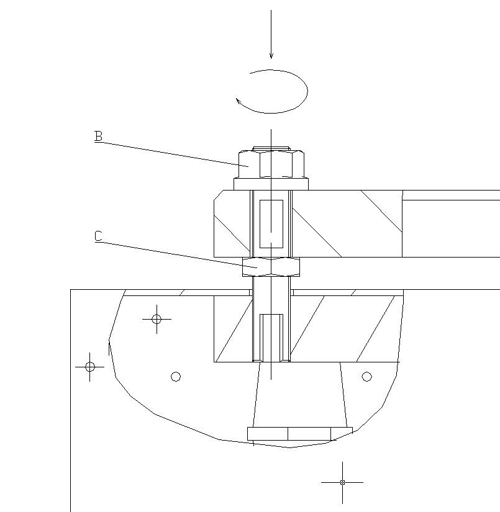
Rys. 36. Regulacja z równoległe położenie z elektroda w stosunku do stół z użycie nakrętki B i C (widok z przodu z elektroda uchwyt).
- Proszę sprawdzić czy początek szwu drugiego szwu drugiego szwu częściowo pokrywa się z końcem szwu pierwszego szwu - Rys. 35. Jeśli nie pokrywają się , jeden powinien wyregulować uchwyt z elektrodą , równolegle do szwu osi , xml-ph-0030@deep (lekko poluzować nakrętki na B i następnie lekko poluzować śruby na A na stronie gdzie elektroda nie pokrywa się z szwem i dokręcić odpowiednie śruby na A na xml-ph-0031@
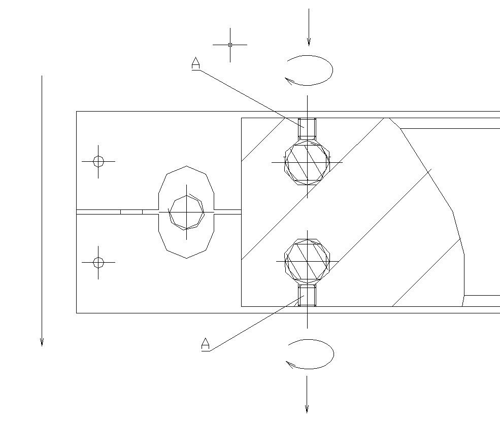
Rys. 37. Regulacja z równoległa pozycja z elektroda w relacji do szew oś z użycie z śruby na A (pionowy widok z przekrój z elektroda uchwyt).
7.0 Dobór parametrów spoiny
 UWAGA: The maszyna powinien nie występować w spawanie procedura bez an izolacja podkładka pod w elektroda. Z powodu do odpowiednio zastosowany izolacja podkładka w liczba z w powstawanie zjawisk przepięciowych o godz. powierzchnia z w elektroda jest zmniejszyła się.
UWAGA: The maszyna powinien nie występować w spawanie procedura bez an izolacja podkładka pod w elektroda. Z powodu do odpowiednio zastosowany izolacja podkładka w liczba z w powstawanie zjawisk przepięciowych o godz. powierzchnia z w elektroda jest zmniejszyła się.
7.2 Wybór mocy wyjściowej
W celu osiągnięcia najwyższego poziomu wydajności przy stosunkowo niskim poziomie wadliwych spoin operator maszyny powinien wykonać procedurę regulacji mocy dla każdej wymienionej elektrody. Wspomniana procedura jest wykonywana z pomocą Ua SETTING elementów sterujących i parametru Operating power .
Gdy moc jest ustawiona i proces spawania jest rozpoczęty wskazania ANODY PRĄDU amperomierza są poddawane wizualnej kontroli . Gdy pomiary są na wzroście to oznacza , że w tym konkretnym momencie rozpoczyna się proces spawania . Parametr czasu zgrzewania powinien odpowiadać wartości parametru ze względu na który wysoką częstotliwość zgrzewania procedura zostanie zatrzymana w wyniku zatrzymania igły wskazującej amperomierza .
Gdy proces spawania się kończy, jakość spoiny musi zostać poddana kontroli wizualnej. Jeśli jakość spoiny spoiny jest niewystarczająca poziom mocy powinien zostać zwiększony. W przypadku powyżej wspomnianego rozwiązania nie przynosi żadnych owocnych rezultatów, wtedy parametr czasu może zostać zwiększony. Jednak wartość mocy nie powinna być zbyt wysoka , ponieważ może prowadzić do produktów, izolowania podkładki i uszkodzenia elektrody spowodowanego łukiem elektrycznym.
7.3 Wybór parametrów czasu spawania
Zgodnie z zasadą , czas zgrzewania dla materiałów wykonanych z twardego PVC nie powinien być dłuższy niż 4-5 sekund. Ze względu na doświadczenie producenta wyższe wartości wspomnianych parametrów nie mają żadnego wpływu na jakość uzyskanego zgrzewu ale wystarczająco pogarszają wydajność procesu . Jeśli spawanie proces trwa dłużej podczas testów procedur oznacza to , że moc ustawienie musi być regulowane.
7.4 Ustawienie ciśnienia elektrody
W celu zgrzania folii PVC materiału należy docisnąć elektrodą z siłą nacisku w zakresie od 0,5 do 3 kg/cm2. Pomiar siły nacisku przy wyborze najbardziej odpowiedniej wartości byłby zbyt czasochłonny i ponadto w praktyce ta metoda okazałaby się bezużyteczna . Ogólnie rzecz biorąc, w celu do wykonać ustawienie procedura pomyślnie, operator musi zauważyć pewne nieprawidłowości które przychodzą do istnienia podczas procedury spawania i w szwie wygląd. Gdy ciśnienie jest zbyt niskie , pojawiają się następujące nieprawidłowości :
- podatność na iskrzenie wyładowania występujące pomiędzy dwiema elektrodami jako powietrze, które powinno być wyciśnięte na zewnątrz, występuje w pomiędzy dwiema warstwami folii i jako wynik powstaje nieregularne natężenie prądu;
- występowanie powietrza pęcherzyków w szwie;
- wygląd szwu wytrzymałość , która jest niewielka
If the pressure is particularly low, there can occur something usually called “film boiling”. When the film is welded under very low pressure, it can be deformed into a foamy product of very low resistance. Applying excessive pressure is also inappropriate, as it can make the film very thin along the place of welding and thus also result in lower resistance of the welded material. Therefore, it is recommended to follow the principle saying that the thickness of film after welding should be equal to at least half the initial thickness of both layers of film. The appearance and proper shape of characteristic leakage that is usually formed along both edges of the welded place has also significant influence on the resistance properties of the welded material. If such a leakage does not appear, it usually indicates insufficient resistance of the welded place, which can be very easily tested. The lack of the leakage after the welding process can be caused by applying too low output power or insufficient pressure. If you use electrodes with cutting edges, it is very important to position the cutting edge correctly. It is usually assumed that the cutting edge of the electrode should protrude from the welding plane by about half the thickness of welded film. In order to check the operation of the cutting edge, it is necessary to make several test welding cycles and remove the film scraps. The result of tests can be considered satisfactory when removing the film scraps along the line of welding takes no more than one cut with scissors.
8.0 Konserwacja
Dzięki zastosowanym rozwiązaniom konstrukcyjnym i nieskomplikowanej budowie maszyny, zarówno konserwacja prewencyjna, jak i awaryjna oraz czynności kontrolne są stosunkowo proste i nie wymagają długich przerw w pracy maszyny.
Zgrzewarka wymaga niewielkiej ilości pracy związanej z maszyną
eksploatacji i konserwacji, pod warunkiem zachowania odpowiednich warunków użytkowania. Konieczne jest regularne sprawdzanie stanu technicznego podłączenia maszyny do sieci elektrycznej, w szczególności stanu systemu ochrony przeciwporażeniowej.
Wszystkie elementy generatora wysokiej częstotliwości, w szczególności wszystkie elementy izolacyjne, muszą być utrzymywane w czystości. Należy dokładnie czyścić wnętrze układu wyjściowego generatora co najmniej raz na trzy miesiące. Po takim czyszczeniu należy sprawdzić stan komponentów generatora i jednostek bezpośrednio współpracujących z generatorem oraz dokręcić wszystkie połączenia.
Ze względu na specyficzne właściwości urządzenia zaleca się, aby niektóre z wyżej wymienionych czynności były wykonywane przez autoryzowany i odpowiednio wykwalifikowany personel serwisu technicznego Producenta (dotyczy to w szczególności sytuacji awaryjnych). Wyżej wymienione czynności wymagają szczególnej ostrożności i uwagi.
UWAGA: Podczas pracy generatora, jego komponenty, a także komponenty obwodu wyjściowego, są pod napięciem do 8 kV DC i napięciem o wysokiej częstotliwości do 480 V (27,12 MHz).
UWAGA: Kondensatory generatora anodowego mogą utrzymywać ładunek elektryczny o napięciu do 8000 VDC nawet po odłączeniu spawarki od źródła zasilania. Przed dotknięciem elementów generatora wysokiej częstotliwości kondensatory te należy zawsze rozładować.
Uziemienie konstrukcji maszyny należy wykonać ze szczególną ostrożnością. Proszę pamiętać, że generator nigdy nie może pracować, gdy osłony ochronne są zdjęte, również podczas serwisu technicznego i czynności konserwacyjnych, gdy poziom bezpieczeństwa maszyny może być niższy z powodu wykonywanej naprawy.
Wszelkie prace konserwacyjne i naprawy wymagają zezwolenia upoważnionych osób.
Powinni Państwo przechowywać REJESTR MASZYNw tym daty i rodzaje wykonanych czynności zapobiegawczych lub napraw.
Podczas wykonywania zadań konserwacyjnych lub innych wymaganych czynności manualnych nigdy nie należy wchodzić ani wkładać żadnych części ciała do obszaru narażonego na potencjalne i przewidywalne zagrożenia, aby wyeliminować ryzyko potencjalnych i przewidywalnych sytuacji niebezpiecznych.
UWAGA: Wszelkie prace w strefie aktywnego zespołu prasującego maszyny, tj. wymiana urządzenia, mogą być wykonywane ze szczególną ostrożnością wyłącznie przez przeszkolony zespół serwisowy.Należy zawsze nosić odzież ochronną i obuwie antypoślizgowe, co zmniejsza ryzyko upadku. Należy zawsze upewnić się, że rękawy są dobrze zaciśnięte wokół nadgarstków lub odpowiednio podwinięte.
Podczas pracy z elementami o ostrych krawędziach należy zawsze używać rękawic roboczych.
Cały personel odpowiedzialny za obsługę i konserwację maszyny powinien zostać odpowiednio przeszkolony i poinstruowany.
Każda czynność konserwacyjna lub naprawcza może być wykonywana wyłącznie przez autoryzowany i wykwalifikowany personel, zdolny do prawidłowej interpretacji usterek i awarii, czytania schematów instalacji i rysunków technicznych, w celu zapewnienia, że wszystkie czynności demontażu i montażu związane ze standardowymi procedurami konserwacyjnymi są wykonywane w sposób profesjonalny i - co najważniejsze - bezpieczny.
Wszystkie czynności wykonywane w zakresie obsługi zespołu prasującego, tj. montaż i demontaż elektrody, wykonywane przy włączonym zasilaniu maszyny, mogą być wykonywane wyłącznie przez personel odpowiednio przeszkolony w zakresie BHP, w tym w szczególności w zakresie ryzyka związanego z obsługą zespołu prasującego.
Należy również przewidzieć potencjalne niestandardowe zachowanie maszyny, gdy układ pneumatyczny spawarki lub przewody doprowadzające sprężone powietrze zostaną rozszczelnione. Spowoduje to powolne automatyczne opuszczanie zespołu dociskowego zgrzewarki.
Personel powinien zostać poinformowany o takim ryzyku podczas szkolenia w zakresie bezpieczeństwa i higieny pracy.
UWAGA: Podczas każdej z wyżej wymienionych czynności maszyna musi być zatrzymana.
8.2 Program zapobiegawczy - kontrole okresowe
NA POCZĄTKU KAŻDEJ ZMIANY
- Sprawdzić, czy obszar roboczy maszyny jest czysty i uporządkowany;
- Proszę sprawdzić wzrokowo, czy ekrany ochronne są zablokowane;
- Sprawdzić oświetlenie obszaru roboczego;
- Proszę sprawdzić, czy przycisk ZATRZYMANIA AWARYJNEGO działa prawidłowo;
- Proszę sprawdzić główne zabezpieczenie w instalacji elektrycznej;
- Sprawdzić stan miedzianych i mosiężnych elementów przewodzących w obszarze uchwytu elektrody i elementów uziemiających bocznych ekranów ochronnych.
CO 100 GODZIN PRACY MASZYNY (CO NAJMNIEJ RAZ W TYGODNIU):
- Sprawdzić, czy śruby nośne (w tym w szczególności śruby mocujące narzędzia) są prawidłowo zamocowane i dokręcone;
- Sprawdzić poziom wody kondensacyjnej w zbiorniku filtra sprężonego powietrza; jeśli jest woda, opróżnić zbiornik; jeśli są duże ilości zanieczyszczeń stałych, zdemontować i umyć zbiornik;
CO 500 GODZIN PRACY MASZYNY (ALE NIE RZADZIEJ NIŻ CO DWA TYGODNIE)
- Sprawdzić, czy radiator lampy anodowej jest czysty;
- Sprawdzić ilość zanieczyszczeń stałych i pyłu w komorze generatora; w razie potrzeby oczyścić komorę za pomocą odkurzacza lub pistoletu na sprężone powietrze;
- Sprawdzić, czy elementy ruchome (w szczególności narzędzia i prowadnice) są czyste;
- Nasmarować elementy ruchome - w szczególności prowadnice; jeśli to konieczne, należy użyć stałego smaru na bazie litu i smarownicy;
- Sprawdzić i przetestować jednostkę alarmową.
CO 1000 GODZIN PRACY MASZYNY (ALE NIE RZADZIEJ NIŻ CO SZEŚĆ MIESIĘCY)
- Sprawdzić wzrokowo stan elementów mechanicznych;
- Dokręcić wszystkie śruby;
- Proszę sprawdzić, czy środki ochrony przed porażeniem prądem działają prawidłowo;
- Sprawdzić skuteczność smarowania prowadnic;
- Sprawdzić stan głównych elementów stykowych - należy wymienić główne styki lub inne elementy stykowe systemu, takie jak styki lub przekaźniki o nadmiernie zużytych powierzchniach.
KAŻDY 5000 GODZIN MASZYNY MASZYNA PRACY MASZYNY (ALE CO NAJMNIEJ CO NAJMNIEJ CO SZEŚĆ MIESIĘCY)
- proszę wymienić olej ogrzewanie elektroda - olej typ L-LH-46.
UWAGA: Przed każdą konserwacją należy wyłączyć urządzenie za pomocą WYŁĄCZNIKA GŁÓWNEGO i odłączyć zasilanie.
 zabrania się nasmarować maszynę podczas pracy.
zabrania się nasmarować maszynę podczas pracy.
9.0 Bezpieczeństwo i higiena pracy
9.1 Podstawowe wymagania
- Urządzenie może być używane wyłącznie w sposób odpowiedni do jego przeznaczenia wyraźnie opisanego w punkcie 1.
- Zastosowane rozwiązania konstrukcyjne związane z bezpieczeństwem ograniczają do minimum zarówno niestandardowe zachowanie maszyny, jak i zagrożenia dla operatorów i innych osób mających kontakt z maszyną, pod warunkiem przestrzegania zasad bezpiecznej pracy. Maszyna wyposażona jest w wyłączniki klawiszowe na osłonach, których demontaż wymaga specjalnych narzędzi, w tym wyłącznik na drzwiach komory zgrzewania, przycisk STOP AWARYJNY oraz ruchome osłony zabezpieczające obszar zgrzewania na czas procesu zgrzewania.
- Kwestie związane z bezpieczeństwem i higieną pracy oraz oceną ryzyka podczas kontaktu człowieka z maszyną zostały szczegółowo opisane w poprzednich rozdziałach niniejszej instrukcji.
- Ponieważ ta kwestia jest niezwykle ważna, niektóre instrukcje zostały powtórzone w tej sekcji.
- Każdy nowy pracownik mający kontakt ze spawarką powinien zostać przeszkolony w zakresie podstawowych zasad bezpieczeństwa i higieny pracy oraz zapoznany z rodzajami zagrożeń związanych z obsługą spawarki, o ile operator nie przestrzega obowiązujących przepisów i zasad.
- Personel odpowiedzialny za obsługę spawarki musi posiadać gruntowną wiedzę z zakresu udzielania pierwszej pomocy w przypadku porażenia prądem elektrycznym i oparzeń. W przypadku osób pracujących z urządzeniami wykorzystującymi fale elektromagnetyczne o częstotliwości w zakresie 0,1 - 300 MHz wymagane są okresowe badania lekarskie.
- Po zainstalowaniu spawarki należy zmierzyć emisję pola elektromagnetycznego i wyznaczyć granice strefy niebezpiecznej.
- Na podstawie wyników pomiarów, zgodnie z obowiązującymi normami, określany jest poziom zagrożenia i czas, przez jaki operatorzy mogą przebywać w strefie niebezpiecznej.
- Do strefy niebezpiecznej mogą wejść wyłącznie operatorzy, którzy posiadają odpowiednie uprawnienia do pracy w obszarze narażonym na działanie pola elektromagnetycznego na podstawie specjalistycznych badań lekarskich oraz zostali odpowiednio przeszkoleni w zakresie bezpiecznej obsługi urządzeń emitujących pole elektromagnetyczne.
- Powyższe pomiary powinny być wykonywane przez autoryzowaną instytucję. Szczegółowe instrukcje dotyczące takich pomiarów są określone przez obowiązujące przepisy w kraju, w którym maszyna jest używana.
- Operatorzy maszyn powinni zawsze nosić standardową odzież roboczą, rękawice, nakrycia głowy i obuwie antypoślizgowe.
- Środowisko pracy maszyny, podłoga oraz ręczne uchwyty i uchwyty muszą być zawsze czyste i wolne od wszelkich zanieczyszczeń, smaru lub błota, aby zmniejszyć ryzyko poślizgnięcia się lub upadku do minimalnego możliwego poziomu.
- Nigdy nie używać maszyny w trybie automatycznym bez stałych lub ruchomych elementów zabezpieczających. Należy regularnie sprawdzać, czy wszystkie wyłączniki awaryjne i inne elementy zabezpieczające są prawidłowo zamontowane i działają prawidłowo.
- Każdy operator maszyny musi zostać poinstruowany o funkcjach elementów ochronnych maszyny i ich prawidłowym użytkowaniu.
- W obszarze otaczającym urządzenie (około 1,5 m wokół urządzenia) nie mogą znajdować się żadne przedmioty, które mogłyby zakłócać działanie urządzenia. Obszar ten musi być utrzymywany w czystości i odpowiednio oświetlony.
- Proszę nigdy nie używać manipulatorów maszyny lub przewodów elastycznych jako uchwytów. Proszę pamiętać, że każdy przypadkowy ruch manipulatora maszyny może przypadkowo uruchomić działanie maszyny.
- Proszę zawsze informować przełożonego i/lub personel drogowy o wszelkich przypadkach nieprawidłowej obsługi maszyny.
- Wszelkie prace konserwacyjne i naprawy wymagają zezwolenia upoważnionych osób.
- Powinni Państwo prowadzić Rejestr maszynyw tym daty i rodzaje wykonanych czynności zapobiegawczych lub napraw.
- Podczas wykonywania zadań konserwacyjnych lub innych wymaganych czynności manualnych nigdy nie należy wchodzić ani wkładać żadnych części ciała do obszaru narażonego na potencjalne i przewidywalne zagrożenia, aby wyeliminować ryzyko potencjalnych i przewidywalnych sytuacji niebezpiecznych.
PROSZĘ NIGDY NIE UŻYWAĆ SPAWARKI, GDY OSŁONY OCHRONNE SĄ ZDJĘTE LUB GDY PRZEŁĄCZNIKI KLUCZOWE SĄ ZABLOKOWANE. DOTYCZY TO W SZCZEGÓLNOŚCI OSŁON OCHRONNYCH GENERATORA.
Te ekrany ochronne redukują emisję pola elektromagnetycznego i zapobiegają przypadkowemu dotknięciu elementów obwodu elektrycznego o napięciu zasilania lub wysokim napięciu do 8000 V.
- Należy zawsze nosić odzież ochronną i obuwie antypoślizgowe, co zmniejsza ryzyko upadku. Należy zawsze upewnić się, że rękawy są dobrze zaciśnięte wokół nadgarstków lub odpowiednio podwinięte.
- Podczas pracy z gorącymi komponentami lub komponentami o ostrych krawędziach należy zawsze używać rękawic roboczych.
- Należy również pamiętać, że na elementach, które ze względów ergonomicznych nie zostały osłonięte żadną osłoną, tj. na elektrodzie i przewodzących elementach uchwytu elektrody, występuje napięcie o wysokiej częstotliwości. PROSZĘ NIGDY NIE DOTYKAĆ TYCH ELEMENTÓW PODCZAS PROCESU SPAWANIA.
- Dotknięcie tych elementów podczas procesu spawania skutkuje poparzeniem skóry napięciem o wysokiej częstotliwości. Nie jest to jednak niebezpieczne dla życia lub zdrowia.
- Przyjęty sposób zasilania zgrzewarki stwarza potencjalne zagrożenie przygniecenia lub zmiażdżenia kończyn w przestrzeni pomiędzy dociskami elektrod. Wszelkie prace w obszarze działania zespołu dociskowego, tj. montaż i demontaż elektrod czy rozsypywanie i usuwanie materiału i złomu, które są wykonywane przy podłączonym zasilaniu zgrzewarki, mogą być wykonywane wyłącznie przez pracowników przeszkolonych w zakresie BHP, w tym w zakresie informacji o zagrożeniu stwarzanym przez zespół dociskowy.
- Podczas pracy maszyny operator powinien znajdować się w obszarze pokazanym poniżej
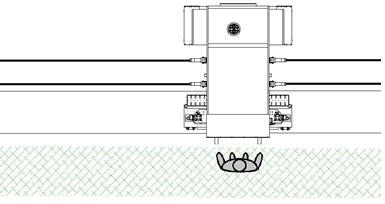
Rys. 38. ZDWA-15-C-3 - bezpieczny obszar roboczy (kolor zielony )
9.3 Warunki bezpieczeństwa pracy personelu odpowiedzialnego za konserwację i naprawy spawarki- Prace te wymagają szczególnej ostrożności. Należy zawsze pamiętać, że kondensatory generatora anodowego mogą utrzymywać ładunek elektryczny o napięciu 8000 V nawet po odłączeniu zgrzewarki od sieci zasilającej. Przed dotknięciem elementów generatora wysokiej częstotliwości, kondensatory te muszą być zawsze rozładowane.
- Podczas pracy generatora, jego komponenty, a także komponenty obwodu wyjściowego, mają napięcie o wysokiej częstotliwości. Uziemienie konstrukcji maszyny musi być wykonane ze szczególną starannością. Należy również pamiętać, że czas pracy generatora ze zdjętymi osłonami należy ograniczyć do minimum.
- Wszelkie naprawy muszą być wykonywane zgodnie z obowiązującymi zasadami naprawy i eksploatacji urządzeń przez osobę posiadającą odpowiednie uprawnienia wydane przez właściwe Stowarzyszenie Elektryków (w Polsce: SEP).
- Cały personel odpowiedzialny za obsługę i konserwację maszyny powinien zostać odpowiednio przeszkolony i poinstruowany.
- Każda czynność konserwacyjna lub naprawcza może być wykonywana wyłącznie przez autoryzowany i wykwalifikowany personel, zdolny do prawidłowej interpretacji usterek i awarii oraz czytania schematów instalacji, aby zapewnić, że wszystkie czynności demontażu i montażu związane ze standardowymi procedurami konserwacyjnymi są wykonywane w sposób profesjonalny i - co najważniejsze - bezpieczny.
- Podczas każdej z wyżej wymienionych operacji praca maszyny musi zostać zatrzymana.
PROSZĘ PODJĄĆ WSZELKIE NIEZBĘDNE KROKI, ABY TEMU ZAPOBIEC:
- Użytkowanie urządzenia w sposób inny niż opisany w niniejszej instrukcji obsługi i konserwacji,
- Nieprawidłowa instalacja, wykonana niezgodnie z procedurami opisanymi w niniejszej instrukcji,
- Niewłaściwa obsługa urządzenia lub obsługa przez personel bez odpowiedniego przeszkolenia,
- Dostarczanie przez maszynę niewłaściwych parametrów,
- Niewystarczająca konserwacja urządzenia,
- Nieautoryzowane zmiany lub ingerencja osób nieposiadających wymaganych licencji, zezwoleń lub przeszkolenia,
- Używanie części zamiennych innych niż oryginalne,
- Wszelkie działania osób niezgodne z zasadami określonymi w niniejszej instrukcji obsługi i konserwacji oraz wszelkie ostrzeżenia.
10.0 Dokumentacja elektryczna
10.1 Parametry zasilacza - dane techniczne
|
Zasilanie |
3 x 220 VAC; 50/60 Hz |
|
Moc zainstalowana |
22 kVA |
|
Moc wyjściowa HF |
15 kW |
|
Napięcie robocze |
24 VDC |
|
Częstotliwość pracy |
27,12 MHz |
|
Główne zabezpieczenie nadprądowe |
63A |
|
Stabilność częstotliwości |
+/- 0.6 % |
|
Lampa generatora (trioda metalowo-ceramiczna) |
ITL 12-1 |
|
System sterowania PLC |
DELTA |
|
System obwodu zapobiegającego rozładowaniu |
kompletny ANTIFLASH z filtrem HF |
10.2 Rysunki koncepcyjne instalacji elektrycznej
Proszę zapoznać się z dodatkami
11.0 Dokumentacja pneumatyczna
11.1 Dane techniczne
|
Ciśnienie robocze |
0,4 - 0,8 MPa |
|
Zużycie sprężonego powietrza |
Maks. 70 nl (standardowo) na cykl |
|
Czystość powietrza |
zgodnie z normą ISO8573-1:4-4-4 |
|
Wydajność filtrowania |
20 um (ISO8573-1 4-4-4) |
11.2 Zasada działania
- napęd pneumatycznych uchwytów elektrody;
- napęd uziemionej elektrody;
- jednostka prasowa;
- uchwyty na elektrody.
Ponadto system pneumatyczny składa się z układu przygotowania powietrza: filtra ciśnieniowego i reduktora, układu łagodnego rozruchu, elementów łączących, zaworu spustowego i zaworów dławiąco-zwrotnych. Powietrze jest dostarczane przez zawór wylotowy do jednostki VFRL; jest ono wstępnie filtrowane i redukowane do wymaganej objętości. Następnie jest dostarczane przez sterowane elektrycznie lub elektropneumatycznie zawory rozdzielające do odpowiednich siłowników pneumatycznych, inicjując ich ruch. Dynamika ruchu siłowników może być regulowana za pomocą zaworów dławiąco-zwrotnych zamontowanych na siłownikach. Sekwencja ruchu siłowników jest kontrolowana przez sterownik zgrzewarki.
11.3 Instrukcja obsługiWAŻNE: Obecność systemu uzdatniania powietrza zainstalowanego w maszynie nie zwalnia klienta z obowiązku zapewnienia czystości powietrza zgodnej z klasą 4-4-4 zgodnie z normą ISO8573-1.PROSZĘ ZOBACZYĆ DODATKI
12.0 Utylizacja
12.1 Instrukcje ogólne
Zastosowane rozwiązania konstrukcyjne oraz wysokiej jakości komponenty pozwalają na prawidłową eksploatację maszyny przez okres około 30 lat. Mogą jednak nastąpić zmiany w potrzebach Klienta lub zmiany w zasadach lub normach, których nie można dziś przewidzieć, co może wymagać utylizacji maszyny przed upływem ww. okresu. Dotyczy to również wymienianych lub naprawianych części lub podzespołów zgrzewarki.
Klient jest zobowiązany do zapewnienia, że utylizacja maszyny lub jej komponentów odbywa się zgodnie z obowiązującymi wymogami prawnymi obowiązującymi w danym momencie i w danym miejscu.
Wszystkie elementy urządzenia nadają się do recyklingu.
Utylizacja odpadów niebezpiecznych musi być zawsze wykonywana przez wyspecjalizowane firmy.
Rodzaje odpadów wytwarzanych podczas cyklu życia urządzenia opisano poniżej w punkcie 12.2.
12.2 Odpady
- Kawałki szmatki lub papieru nasączone substancjami używanymi do czyszczenia elementów maszyny;
- Używane części zamienne generatora, w zależności od materiału, z którego są wykonane;
- Płynne lub stałe odpady tłuszczu;
- Smar pozostały po smarowaniu lub konserwacji urządzenia;
- Lampa generatora.
UWAGA: lampa zawiera metale ziem rzadkich i tlenki metali ziem rzadkich, które są wysoce toksyczne. W przypadku stłuczenia lampę należy zutylizować z zachowaniem najwyższej ostrożności i przy pomocy wyspecjalizowanych służb.
Wszystkie odpady powstałe w trakcie wymiany lub serwisu technicznego, które są zanieczyszczone smarem, nie mogą być usuwane razem z odpadami przemysłowymi.
ZABRANIA SIĘ wrzucania odpadów do pojemników na śmieci, pozbywania się ich bezpośrednio w jakikolwiek inny sposób lub pozbywania się ich za pośrednictwem standardowych usług wywozu śmieci. 12. 3 Procedura demontażu urządzenia przed utylizacją
- Ustawić maszynę tak, aby stała nieruchomo.
- Odłączyć zasilanie urządzenia.
- Odłączyć dopływ sprężonego powietrza do urządzenia.
- Proszę usunąć elastyczne plastikowe lub gumowe przewody i zapewnić ich utylizację przez wyspecjalizowaną firmę.
- Odłączyć i usunąć przewody i urządzenia elektryczne oraz zapewnić ich utylizację przez wyspecjalizowaną firmę.
- Proszę posegregować elementy stalowe i elementy wykonane z metali nieżelaznych i zapewnić ich utylizację przez wyspecjalizowaną firmę.
13.0 Załączniki
13.1 Znacznik modelu i numeru seryjnego
Każda maszyna Miller Weldmaster posiada naklejkę umieszczoną z tyłu maszyny. Identyfikuje ona model i numer seryjny każdej spawarki.
Podane zostanie również napięcie i częstotliwość wymagana do pracy.



